TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084722
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2024203207
出願日
2024-11-21
発明の名称
フィーダの交換
出願人
エーエスエムピーティー・ゲーエムベーハー・ウント・コ・カーゲー
代理人
個人
,
個人
,
個人
主分類
H05K
13/02 20060101AFI20250527BHJP(他に分類されない電気技術)
要約
【課題】ダウンタイムを最小限に抑えながらも、経済的に合理的な数の自動ハンドリングマシンまたは交換ユニットを使用することによって依然として管理することができる自動補充システムおよび方法を提供する。
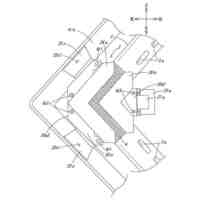
【解決手段】配置マシンのフィーダは、新しいプロトコルに従って自動的に交換され、新しいプロトコルでは、部分的に使い果たされたフィーダがスロットから外部ストレージに一時的に移動され、完全交換用フィーダがそのスロットに入れられ、部分的に使い果たされたフィーダが配置マシンの予備スロットに戻され、そこから残りのコンポーネントが取り出される。
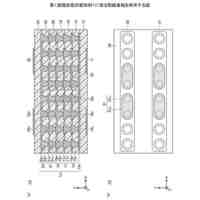
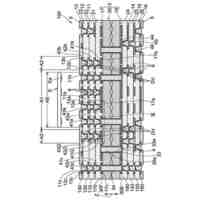
【選択図】図2C
特許請求の範囲
【請求項1】
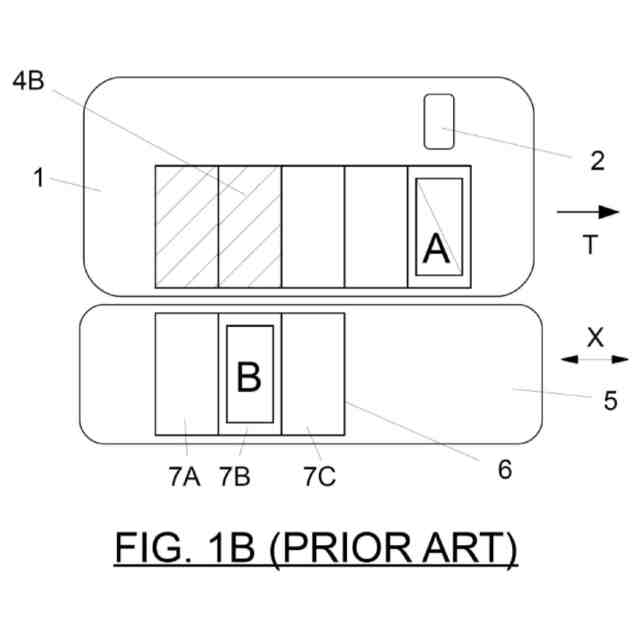
SMT配置動作中にフィーダモジュール内のSMTコンポーネントを配置マシンに供給するための方法であって、前記配置マシンが複数のスロットを備え、各スロットが使用中のフィーダモジュールを解放可能に受け入れるように構成されており、前記複数のスロットのうちの第1のスロットに、前記SMT配置動作中に使い果たされる複数のSMTコンポーネントを含む第1のフィーダモジュールが受け入れられており、前記方法が、
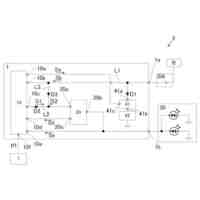
i)交換ユニットを提供するステップであり、前記交換ユニットが、少なくとも2つのフィーダモジュールを一時的に保持するためのストレージを備え、前記ストレージが、前記第1のフィーダモジュールと同じタイプのSMTコンポーネントを含む第2のフィーダモジュールを備える、提供するステップと、
ii)前記第1のフィーダモジュールのSMTコンポーネントが完全に使い果たされる前に、前記第1のフィーダモジュールを前記第1のスロットから前記ストレージに移動させることを含む補充動作を開始するステップと、
iii)前記第2のフィーダモジュールを前記ストレージから前記第1のスロットに移動させることによって前記補充動作を継続するステップと、
iv)前記第1のフィーダモジュールを前記ストレージから前記配置マシンの前記複数のスロットのうちの第2のスロットに移動させるステップと、
を含む方法。
続きを表示(約 1,100 文字)
【請求項2】
ステップi)が、フィーダモジュールを前記配置マシンの前記複数のスロットのうちの1つのスロットから前記ストレージに移動させ、フィーダモジュールを前記ストレージから前記配置マシンの前記複数のスロットのうちの1つのスロットに移動させるように動作可能な交換機構を提供するステップを含み、ステップii)、iii)、およびiv)において、前記第1および第2のフィーダモジュールが前記交換機構によって移動される、請求項1に記載の方法。
【請求項3】
前記ストレージが、複数のストレージスロットを備え、各ストレージスロットが、使用中のフィーダモジュールを解放可能に受け入れるように構成され、前記交換機構が、フィーダモジュールを前記配置マシンの前記複数のスロットのうちの1つのスロットからストレージスロットに移動させ、フィーダモジュールをストレージスロットから前記配置マシンの前記複数のスロットのうちの1つのスロットに移動させるように動作可能である、請求項2に記載の方法。
【請求項4】
前記交換ユニットが前記交換機構を備える、請求項2に記載の方法。
【請求項5】
前記配置マシンが前記交換機構を備える、請求項2に記載の方法。
【請求項6】
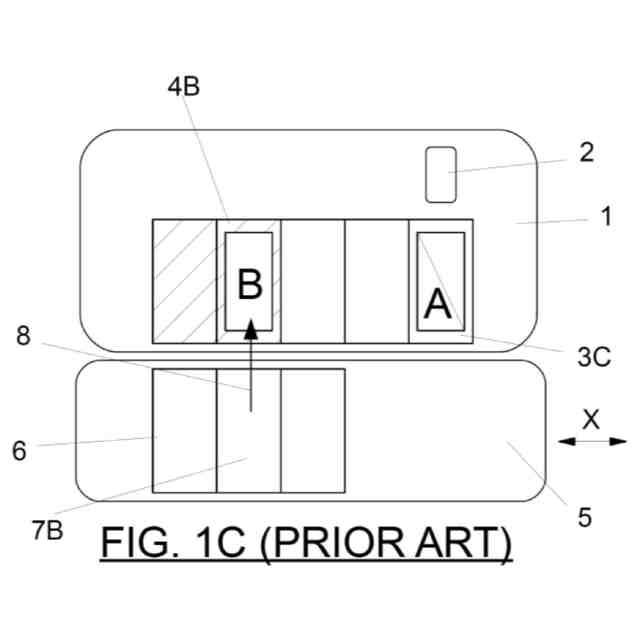
ステップiii)が、前記第1のスロット内の前記第2のフィーダモジュールからSMTコンポーネントを取り出すために、前記配置マシンの配置ヘッドを使用するステップを含む、請求項1に記載の方法。
【請求項7】
v)前記第2のスロット内の前記第1のフィーダモジュールからSMTコンポーネントを取り出すために、前記配置マシンの配置ヘッドを使用するステップ
を含む請求項1に記載の方法。
【請求項8】
vi)前記第1のフィーダモジュールのSMTコンポーネントが完全に使い果たされると、前記第1のスロット内の前記第2のフィーダモジュールからSMTコンポーネントを取り出すために、前記配置マシンの前記配置ヘッドを使用するステップ
を含む請求項7に記載の方法。
【請求項9】
vii)前記完全に使い果たされた第1のフィーダモジュールを前記第2のスロットから前記ストレージに移動させるステップ
を含む請求項8に記載の方法。
【請求項10】
ステップii)が、前記第1のフィーダモジュールのランアウト時間を決定するステップであり、その時点で、前記第1のフィーダモジュールのSMTコンポーネントが完全に使い果たされる、決定するステップと、前記決定されたランアウト時間のあらかじめ定められたサブレンジ内で前記補充動作を開始するステップと、を含む、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、SMT配置動作中にフィーダモジュール内のSMTコンポーネントを配置マシンに供給する方法、およびSMT配置動作中に配置マシンにおいて使い果たされたフィーダモジュールを交換するための方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
本発明は、一般に、プリント回路基板(PCB)、基板、またはワークピースなどのコンポーネントキャリアに、いわゆる表面実装技術(SMT)プロセスで電子コンポーネントを装備する技術分野に関する。
【0003】
電子サブアセンブリの製造は、通常、いわゆる配置マシンで行われ、これにより、電子コンポーネントがコンポーネント供給デバイスから自動的に取り出され、たとえばプリント回路基板などコンポーネントキャリアに配置される。コンポーネント供給デバイスからそれぞれの配置位置へのコンポーネントの移動は、コンポーネント処理デバイス、たとえば、いわゆる配置ヘッドによって行われる。ほとんどの場合、このようなコンポーネントの移動は、一般に配置ヘッドと呼ばれる単一のハンドリングデバイスによって行われる。
【0004】
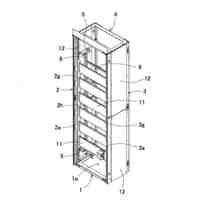
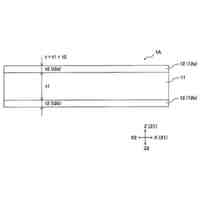
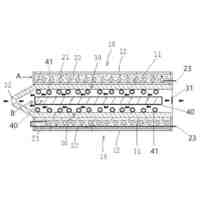
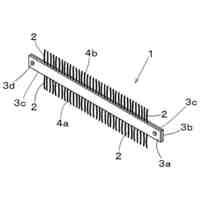
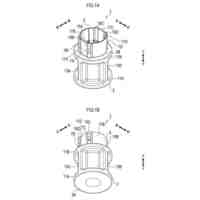
小型電子コンポーネントの最も一般的なパッケージは、小さいポケットが形成される「ベルト」と呼ばれることもあるキャリアテープを使用する。各ポケットには1つのコンポーネントが設けられている。各キャリアテープ内には1つのタイプのコンポーネントのみが配置されている。スペースを節約し、輸送を容易にするために、キャリアテープは、従来、スプールに巻き付けてリールとして形成されている。典型的には、テープリールは、たとえば、キャリアテープの長さに沿って設けられた穴と係合するモータ駆動のピンホイールなどのテープを前方に駆動するための駆動手段、およびコンポーネントへのアクセスを提供するピックアップエリアまたはウィンドウを含むフィーダモジュール(通常は単に「フィーダ」と呼ばれる)に配置される。フィーダは、配置マシンに取り外し可能に挿入できる。配置マシンはいくつかの平行スロットまたはトラックを備え、各スロットは、フィーダを解放可能に受け入れるように構成されている。このようにして、配置マシンには複数の異なるフィーダを取り付けることができ、各フィーダは特定のコンポーネントを配置マシンに供給することができる。
【0005】
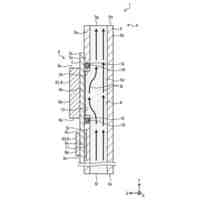
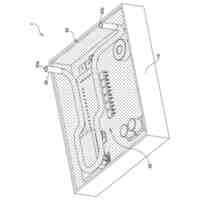
最近では、リールがパッシブカートリッジモジュールまたはカセットに配置されるカートリッジシステムが提案され、これは、便利には、ロボットが容易に保持できる定義された形状の比較的安価なプラスチック容器またはエンベロープであり得、中央の充填ステーションでロードされ、その後、テープリールを前進させるための駆動手段を含む供給モジュールとリンクされる。代替として、配置マシン自体にテープ駆動機構が設けられている場合、カートリッジモジュールをそのスロットに沿って配置マシンに直接挿入することができる。カートリッジおよびフィーダの配置の例は、たとえば特許文献1に記載されている。そのようなシステムでは、キャリアテープのポケット内に配置されたコンポーネントが、配置マシンの配置ヘッドがコンポーネントにアクセスできるピッキング領域に移動されるように、カートリッジユニット内に配置されたキャリアテープを駆動するためにフィーダユニットが使用され得る。ピッキング領域は、特定の設計に応じて、カートリッジ内またはフィーダ内に配置することができる。
【0006】
配置マシンの動作では、それぞれのキャリアテープを含むフィーダ(および/またはセットアップに応じてカートリッジ)を配置マシンに供給できる必要がある。
【0007】
このような再ツール化(すなわち、異なるフィーダ/カートリッジの取り付け)は、現在、高レベルの人員投入を必要とする手動プロセスである。
【0008】
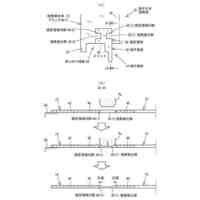
「スプライシング」として知られる今日の標準的な手動補充方法では、配置マシンがコンポーネントを取り出すキャリアテープが手動で新しいテープに接続される。このプロセスでは、古いテープがリールから巻き戻され、新しいキャリアテープに接続(スプライス)され、新しいリールに巻き取られる。
【0009】
このプロセスにより、必要になる前に補充を行うことができる。再充填は、正確な時刻に行う必要はなく、所与の期間内に行う必要がある。この期間は、たとえばSiplace Line Monitorなどのソフトウェアによって計算され、観測される。これによって、プロセスの一定のデカップリングが保証され、補充または充填プロセスのための継続的な注文状況が作成される。このようにして、負荷のピークと小康状態は、ある程度互いにバランスをとることができる。
【0010】
ここ数年、材料の補充と切り替えを自動化するためにかなりの努力が払われてきた。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
駆動装置
23日前
愛知電機株式会社
盤フレーム
1か月前
株式会社国際電気
電子装置
1か月前
株式会社プロテリアル
シールド材
22日前
三菱電機株式会社
電子機器
28日前
個人
電気抵抗電磁誘導加熱装置
1か月前
イビデン株式会社
プリント配線板
1か月前
個人
電子機器収納ユニット
23日前
イビデン株式会社
プリント配線板
18日前
イビデン株式会社
プリント配線板
1か月前
株式会社LIXIL
照明システム
1か月前
株式会社JVCケンウッド
処理装置
1か月前
信越ポリマー株式会社
配線基板
22日前
株式会社タクミ精工
除電ブラシ
3日前
新光電気工業株式会社
配線基板
9日前
FDK株式会社
冷却構造
1か月前
ダイニック株式会社
面状発熱体および水性塗料
29日前
住友ベークライト株式会社
基板の製造方法
23日前
Astemo株式会社
電子装置
22日前
日本精機株式会社
ヘッドアップディスプレイ装置
1か月前
富士電機株式会社
フレーム連結構造
1か月前
日亜化学工業株式会社
基板の製造方法
1か月前
株式会社ミツバ
モータ制御装置
1か月前
アイホン株式会社
ケース体における防水構造
4日前
北川工業株式会社
スペーサ
15日前
株式会社三社電機製作所
パルス駆動回路
24日前
ヤマハ発動機株式会社
部品実装システム
22日前
ヤマハ発動機株式会社
部品実装システム
3日前
株式会社JVCケンウッド
電気機器
15日前
コーセル株式会社
端子付き放熱板
1か月前
セイコーエプソン株式会社
電子機器
1か月前
アール・ビー・コントロールズ株式会社
照明装置
22日前
株式会社タクミ精工
除電ブラシの製造方法
3日前
富士通株式会社
電源装置
1か月前
イビデン株式会社
配線基板
1か月前
株式会社伸光製作所
プリント配線板とその製造方法
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ