TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084486
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023198429
出願日
2023-11-22
発明の名称
部品実装システム
出願人
ヤマハ発動機株式会社
代理人
個人
,
個人
主分類
H05K
13/00 20060101AFI20250527BHJP(他に分類されない電気技術)
要約
【課題】複数のラインの全体としてみた場合に、基板の生産効率を向上させることが可能な部品実装システムを提供する。
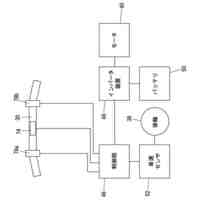
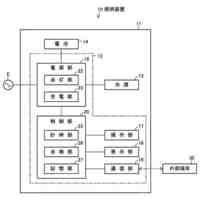
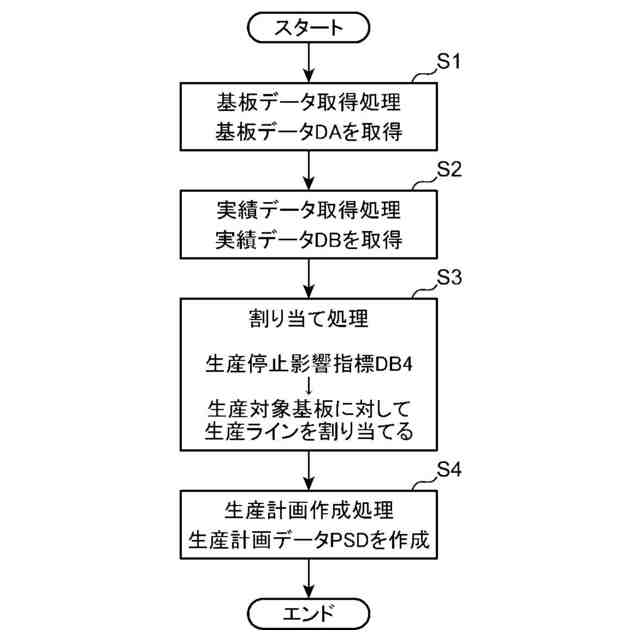
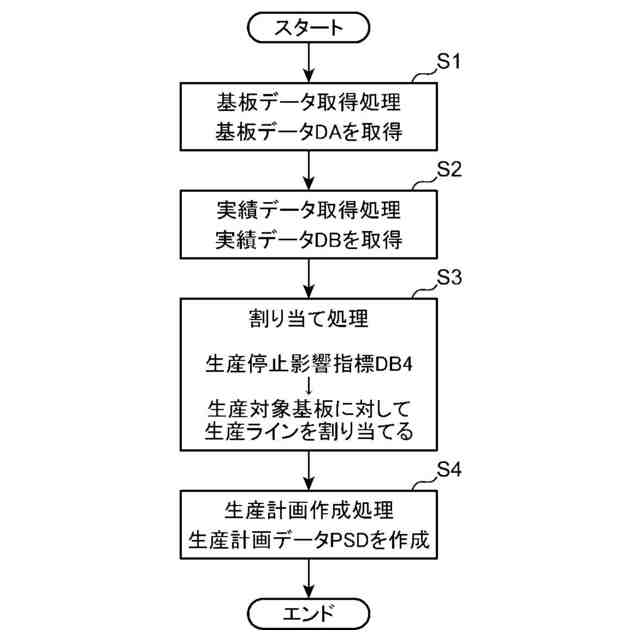
【解決手段】部品実装システム100において、生産計画装置6は、自動ライン1A及び非自動ライン1Bの各々の生産計画データPSDを作成する。生産計画装置6は、複数の生産対象基板に関する基板データDAを取得する基板データ取得処理S1と、生産停止に影響する指標を示す生産停止影響指標DB4の実績値を含む実績データDBを取得する実績データ取得処理S2と、生産停止影響指標DB4の実績値に基づいて、複数の生産対象基板の各々に対して自動ライン1Aまたは非自動ライン1Bを割り当てる割り当て処理S3と、を行う。
【選択図】図3
特許請求の範囲
【請求項1】
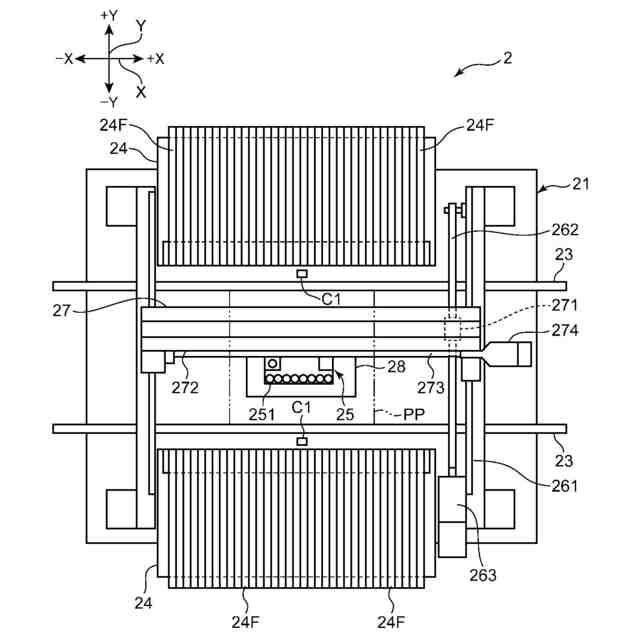
保持した部品を基板に搭載する搭載ヘッドを有する実装機を含み、部品搭載基板を生産する生産ラインであって、前記実装機に対して部品を補給する補給作業が補給装置により自動で行われる自動ラインと、前記補給作業がオペレータにより行われる非自動ラインと、を含む生産ラインと、
前記自動ライン及び前記非自動ラインの各々の生産計画を作成する生産計画装置と、を備え、
前記生産計画装置は、
前記自動ライン及び前記非自動ラインの各々における生産対象の基板を示す複数の生産対象基板に関する基板データを取得する基板データ取得処理と、
前記基板データに対応した過去の生産実績に関するデータであって、生産停止に影響する指標を示す生産停止影響指標の実績値を含む実績データを取得する実績データ取得処理と、
前記生産停止影響指標の実績値に基づいて、前記複数の生産対象基板の各々を対象とした生産に使用する前記生産ラインとして、前記自動ラインまたは前記非自動ラインを割り当てる割り当て処理と、を行う、部品実装システム。
続きを表示(約 2,500 文字)
【請求項2】
前記基板データは、前記複数の生産対象基板ごとに、生産に使用される部品を示す複数の使用部品に関するデータを含み、
前記実績データは、前記複数の使用部品と同種の部品の各々に関する前記生産停止影響指標として、前記搭載ヘッドによる部品の保持状態が正常である場合の確率を示す正常保持率の実績値を含み、
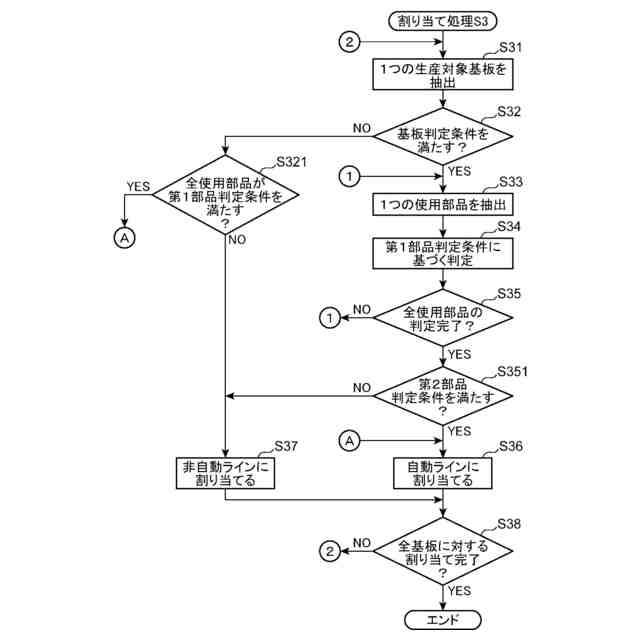
前記生産計画装置は、前記割り当て処理において、前記複数の使用部品ごとに、前記正常保持率の実績値が所定の保持率基準値以上であることを示す第1部品判定条件を満たすか否かを判定し、その判定結果に基づき前記生産対象基板に対して前記自動ラインまたは前記非自動ラインを割り当てる、請求項1に記載の部品実装システム。
【請求項3】
前記生産計画装置は、前記割り当て処理において、
前記複数の使用部品の全てが前記第1部品判定条件を満たす場合には、前記生産対象基板に対して前記自動ラインを割り当て、
前記複数の使用部品のうち、前記第1部品判定条件を満たさない基準未達部品が存在する場合には、前記生産対象基板に対して前記非自動ラインを割り当てる、請求項2に記載の部品実装システム。
【請求項4】
前記生産計画装置は、前記割り当て処理において、
前記複数の使用部品の全てが前記第1部品判定条件を満たす場合には、前記生産対象基板に対して前記自動ラインを割り当て、
前記複数の使用部品のうち、前記第1部品判定条件を満たさない基準未達部品が存在する場合には、前記生産対象基板における前記複数の使用部品の全搭載数に対する前記基準未達部品の搭載数の割合を示す基準未達部品搭載割合が所定の搭載割合基準値以下であることを示す第2部品判定条件を満たすか否かを判定し、前記第2部品判定条件を満たす場合は前記生産対象基板に対して前記自動ラインを割り当て、前記第2部品判定条件を満たさない場合は前記生産対象基板に対して前記非自動ラインを割り当てる、請求項2に記載の部品実装システム。
【請求項5】
前記生産計画装置は、前記割り当て処理において、
前記複数の使用部品の全てが前記第1部品判定条件を満たす場合には、前記生産対象基板に対して前記自動ラインを割り当て、
前記複数の使用部品のうち、前記第1部品判定条件を満たさない基準未達部品が存在する場合には、前記生産対象基板における前記複数の使用部品の全搭載数に対する前記基準未達部品の搭載数の割合を示す基準未達部品搭載割合が所定の搭載割合基準値以下であり、且つ、前記基準未達部品の数が所定の部品数閾値以下であることを示す第2部品判定条件を満たすか否かを判定し、前記第2部品判定条件を満たす場合は前記生産対象基板に対して前記自動ラインを割り当て、前記第2部品判定条件を満たさない場合は前記生産対象基板に対して前記非自動ラインを割り当てる、請求項2に記載の部品実装システム。
【請求項6】
前記実績データは、基板の種類ごとに生産数の実績値のデータを含み、
前記生産計画装置は、前記割り当て処理において、前記複数の生産対象基板ごとに当該生産対象基板と同種の基板に関する前記生産数の実績値が所定の生産数基準値以上であることを示す基板判定条件を満たすか否かを判定し、その後に、前記複数の使用部品ごとに前記第1部品判定条件を満たすか否かを判定することで、前記生産対象基板に対して前記自動ラインまたは前記非自動ラインを割り当てる、請求項2に記載の部品実装システム。
【請求項7】
前記生産計画装置は、前記割り当て処理において、前記基板判定条件を満たさない場合には、
前記複数の使用部品の全てが前記第1部品判定条件を満たす場合は、前記生産対象基板に対して前記自動ラインを割り当て、
前記複数の使用部品のうち、前記第1部品判定条件を満たさない基準未達部品が存在する場合は、前記生産対象基板に対して前記非自動ラインを割り当てる、請求項6に記載の部品実装システム。
【請求項8】
前記実績データは、前記生産対象基板と同種の基板を対象として生産された前記部品搭載基板に関する前記生産停止影響指標として、前記部品搭載基板の検査において、1回の検査で正常の検査結果が得られる確率を示す検査正常率の実績値を含み、
前記生産計画装置は、前記割り当て処理において、前記生産対象基板と同種の基板の前記検査正常率の実績値が所定の検査基準値以上であることを示す検査判定条件を満たすか否かを判定し、前記検査判定条件を満たす場合は前記生産対象基板に対して前記自動ラインを割り当て、前記検査判定条件を満たさない場合は前記生産対象基板に対して前記非自動ラインを割り当てる、請求項1に記載の部品実装システム。
【請求項9】
前記実績データは、前記生産対象基板と同種の基板を対象とした生産に関する前記生産停止影響指標として、1枚の基板を対象とした生産において、エラーの発生に応じてオペレータが呼び出される回数を示すオペレータコール率の実績値を含み、
前記生産計画装置は、前記割り当て処理において、前記生産対象基板と同種の基板の前記オペレータコール率の実績値が所定のコール率基準値以下であることを示すコール率判定条件を満たすか否かを判定し、前記コール率判定条件を満たす場合は前記生産対象基板に対して前記自動ラインを割り当て、前記コール率判定条件を満たさない場合は前記生産対象基板に対して前記非自動ラインを割り当てる、請求項1に記載の部品実装システム。
【請求項10】
前記生産計画装置は、
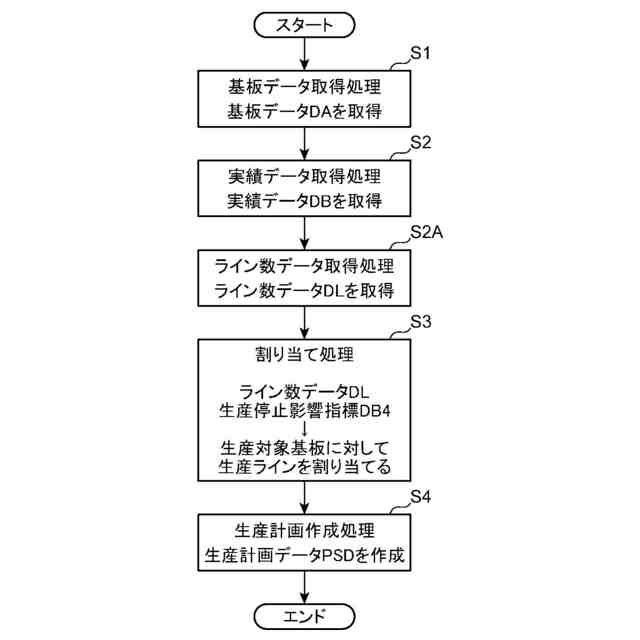
前記生産ラインにおける前記自動ライン及び前記非自動ラインの各々の数を示すライン数データを取得するライン数データ取得処理を行い、
前記割り当て処理では、前記ライン数データを参照しつつ、前記生産停止影響指標の実績値に基づいて、前記複数の生産対象基板の各々に対して前記自動ラインまたは前記非自動ラインを割り当てる、請求項1に記載の部品実装システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、部品搭載基板を生産する生産ラインを備えた部品実装システムに関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
部品が搭載された部品搭載基板を生産する生産ラインが複数存在する場合には、複数のラインの中から生産対象基板を対象とした生産に使用するラインが選定される。この種のラインを選定する技術が特許文献1に開示されている。特許文献1に開示される技術では、生産タクトタイム、消費電力、部品の実装精度などの性能が異なる新式のラインと旧式のラインとが混在する場合において、生産対象基板における部品実装点数や生産枚数の特性に合致するラインが生産ラインとして選定される。
【先行技術文献】
【特許文献】
【0003】
特開2008-47835号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
生産ラインでの生産中に、生産停止に影響するようなエラーが発生する場合がある。この場合、生産停止のラインに対するメンテナンス作業がオペレータによって行われることになる。特許文献1は、生産対象基板における部品実装点数や生産枚数の特性を考慮してラインを選定することを開示するに止まり、ラインの選定において生産停止の可能性を考慮していない。生産停止の可能性の高い生産対象基板に対して適切なラインが割り当てられなかった場合には、複数のラインの全体としてみた場合に、基板の生産効率が低下するという問題がある。
【0005】
本発明の目的は、複数のラインの全体としてみた場合に、基板の生産効率を向上させることが可能な部品実装システムを提供することである。
【課題を解決するための手段】
【0006】
本発明の一の局面に係る部品実装システムは、保持した部品を基板に搭載する搭載ヘッドを有する実装機を含み、部品搭載基板を生産する生産ラインであって、前記実装機に対して部品を補給する補給作業が補給装置により自動で行われる自動ラインと、前記補給作業がオペレータにより行われる非自動ラインと、を含む生産ラインと、前記自動ライン及び前記非自動ラインの各々の生産計画を作成する生産計画装置と、を備える。前記生産計画装置は、前記自動ライン及び前記非自動ラインの各々における生産対象の基板を示す複数の生産対象基板に関する基板データを取得する基板データ取得処理と、前記基板データに対応した過去の生産実績に関するデータであって、生産停止に影響する指標を示す生産停止影響指標の実績値を含む実績データを取得する実績データ取得処理と、前記生産停止影響指標の実績値に基づいて、前記複数の生産対象基板の各々を対象とした生産に使用する前記生産ラインとして、前記自動ラインまたは前記非自動ラインを割り当てる割り当て処理と、を行う。
【0007】
この部品実装システムによれば、部品搭載基板を生産する生産ラインとして、実装機に対する部品の補給作業が補給装置により自動で行われる自動ラインと、補給作業がオペレータにより行われる非自動ラインとの複数のラインが存在する。この場合、生産計画装置は、自動ライン及び非自動ラインの各々の生産計画を作成する際に、実績データに含まれる生産停止影響指標の実績値に基づいて、基板データで示される複数の生産対象基板の各々を対象とした生産に使用する生産ラインとして、自動ラインまたは非自動ラインを割り当てる。生産停止影響指標は、自動ライン及び非自動ラインにおける生産対象基板を対象とした生産の停止に影響する指標を示す過去の実績値である。このため、生産計画装置は、エラーの発生などに起因する生産停止の可能性を考慮しながら、複数の生産対象基板の各々に対して自動ライン及び非自動ラインの何れかの適切なラインを割り当てることが可能となる。これにより、自動ライン及び非自動ラインの複数のラインを含む生産ラインの全体としてみた場合に、基板の生産効率を向上させることができる。
【0008】
上記の部品実装システムにおいて、前記基板データは、前記複数の生産対象基板ごとに、生産に使用される部品を示す複数の使用部品に関するデータを含み、前記実績データは、前記複数の使用部品と同種の部品の各々に関する前記生産停止影響指標として、前記搭載ヘッドによる部品の保持状態が正常である場合の確率を示す正常保持率の実績値を含んでもよい。この場合、前記生産計画装置は、前記割り当て処理において、前記複数の使用部品ごとに、前記正常保持率の実績値が所定の保持率基準値以上であることを示す第1部品判定条件を満たすか否かを判定し、その判定結果に基づき前記生産対象基板に対して前記自動ラインまたは前記非自動ラインを割り当てる。
【0009】
この態様では、生産停止影響指標としての正常保持率は、搭載ヘッドによる部品の保持状態が正常である場合の確率を示す過去の実績値である。生産に使用される使用部品と同種の部品に関する正常保持率の実績値が所定の保持率基準値以上であることを示す第1部品判定条件を満たす場合、生産対象基板を対象とした生産において、生産停止に影響するような搭載ヘッドによる部品の保持状態のエラーが発生する確率が低いことになる。一方、第1部品判定条件を満たさない場合、生産対象基板を対象とした生産において、搭載ヘッドによる部品の保持状態のエラーが発生する確率が高いことになる。生産計画装置は、生産対象基板の生産に使用される複数の使用部品ごとに第1部品判定条件を満たすか否かを判定することにより、搭載ヘッドによる部品の保持状態のエラーの発生に起因する生産停止の可能性を考慮しながら、複数の生産対象基板の各々に対して自動ライン及び非自動ラインの何れかの適切なラインを割り当てることが可能となる。
【0010】
上記の部品実装システムにおいて、前記生産計画装置は、前記割り当て処理において、前記複数の使用部品の全てが前記第1部品判定条件を満たす場合には、前記生産対象基板に対して前記自動ラインを割り当て、前記複数の使用部品のうち、前記第1部品判定条件を満たさない基準未達部品が存在する場合には、前記生産対象基板に対して前記非自動ラインを割り当てる構成であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ヤマハ発動機株式会社
電動車両
7日前
ヤマハ発動機株式会社
鞍乗型車両
9日前
株式会社コロナ
電気機器
10日前
日本精機株式会社
駆動装置
2か月前
株式会社遠藤照明
照明装置
22日前
日本精機株式会社
回路基板
1か月前
三菱電機株式会社
電子機器
2か月前
株式会社プロテリアル
シールド材
2か月前
キヤノン株式会社
電子機器
14日前
メクテック株式会社
配線基板
14日前
マクセル株式会社
配列用マスク
1日前
個人
電子機器収納ユニット
2か月前
イビデン株式会社
プリント配線板
17日前
トキコーポレーション株式会社
照明器具
8日前
イビデン株式会社
プリント配線板
9日前
イビデン株式会社
プリント配線板
1か月前
メクテック株式会社
配線モジュール
14日前
メクテック株式会社
伸縮性配線基板
21日前
株式会社電気印刷研究所
金属画像形成方法
9日前
株式会社電気印刷研究所
金属画像形成方法
9日前
新電元工業株式会社
充電装置
7日前
信越ポリマー株式会社
配線基板
2か月前
株式会社タクミ精工
除電ブラシ
1か月前
TDK株式会社
配線基板
21日前
マクセルイズミ株式会社
加熱ユニット
21日前
昭栄化学工業株式会社
焼成型導電性ペースト
22日前
新光電気工業株式会社
配線基板
1か月前
ホシザキ株式会社
LED駆動装置
1か月前
株式会社デンソー
電子装置
1か月前
株式会社デンソー
電子装置
1か月前
東芝ライテック株式会社
照明装置
今日
東芝ライテック株式会社
照明装置
今日
ダイニック株式会社
面状発熱体および水性塗料
2か月前
Astemo株式会社
電子装置
2か月前
住友ベークライト株式会社
基板の製造方法
2か月前
キヤノン株式会社
回路基板、画像形成装置
24日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ