TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084203
公報種別
公開特許公報(A)
公開日
2025-06-03
出願番号
2023197924
出願日
2023-11-22
発明の名称
除電ブラシの製造方法
出願人
株式会社タクミ精工
代理人
個人
,
個人
主分類
H05F
3/02 20060101AFI20250527BHJP(他に分類されない電気技術)
要約
【課題】 帯電した静電気をアースに放電する除電ブラシを連続的に製造する。
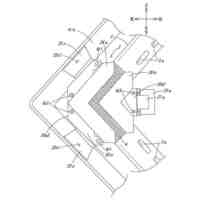
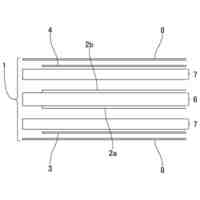
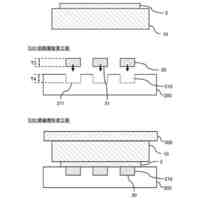
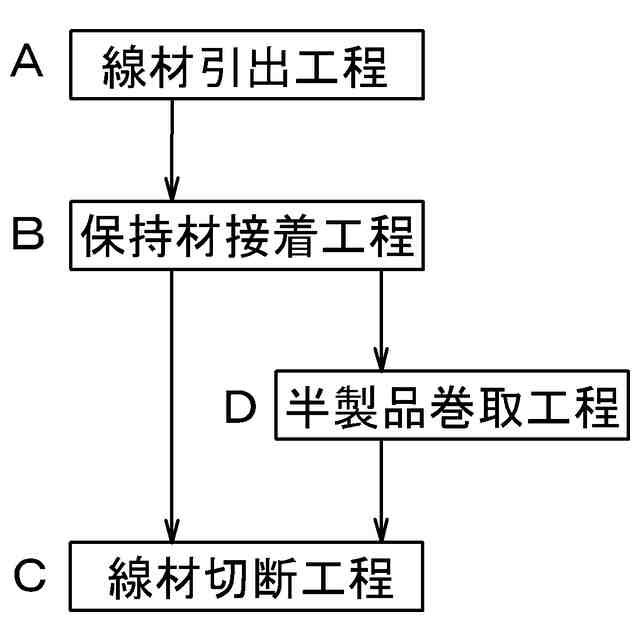
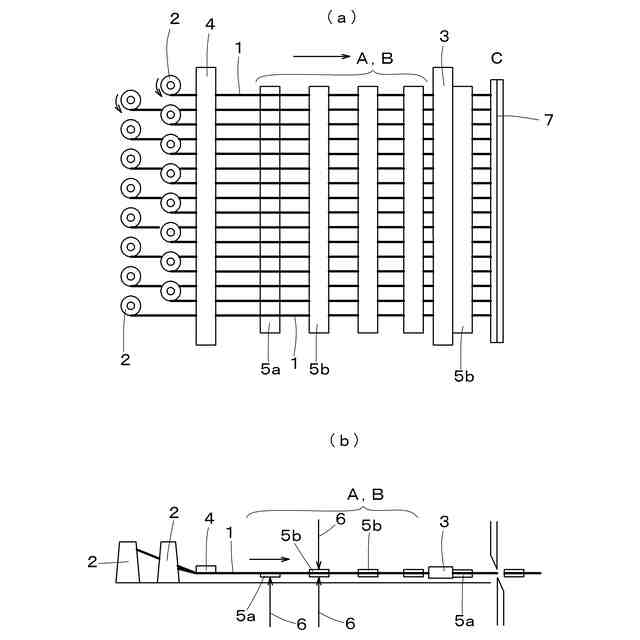
【解決手段】 除電ブラシの製造は、線材引出工程A、保持材接着工程B、線材切断工程Cとから成り、線材引出工程Aでは、柔軟性を有する多数本の導電性線材1を平行にかつ所定間隔に配列して引き出し、保持材接着工程Bでは、線材引出工程Aにおいて引き出された導電性線材1を両側から導電テープ5a、5bにより挟着し、線材切断工程Cでは導電テープ5a、5bにより挟着された導電性線材1を所定位置で切断する。
【選択図】図1
特許請求の範囲
【請求項1】
線材引出工程と、保持材接着工程と、線材切断工程とを備える除電ブラシの製造方法であって、
前記線材引出工程では、柔軟性を有する多数本の導電性線材を平行にかつ所定間隔に隣接して配列し、引き出し、
前記保持材接着工程では、前記線材引出工程において引き出された前記導電性線材に対して所定間隔で、前記引き出した方向と直交する条片状の保持材を、前記導電性線材の両側に配置し、両側から前記保持材を前記導電性線材に接着して前記保持材により前記導電性線材を挟着し、
前記線材切断工程では、前記保持材接着工程で前記保持材により挟着された前記導電性線材を前記保持材同士の間の所定位置で切断することを特徴とする除電ブラシの製造方法。
続きを表示(約 410 文字)
【請求項2】
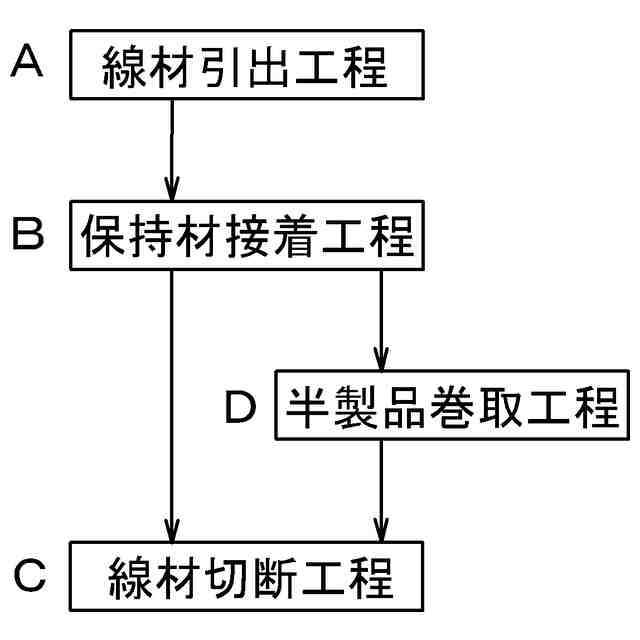
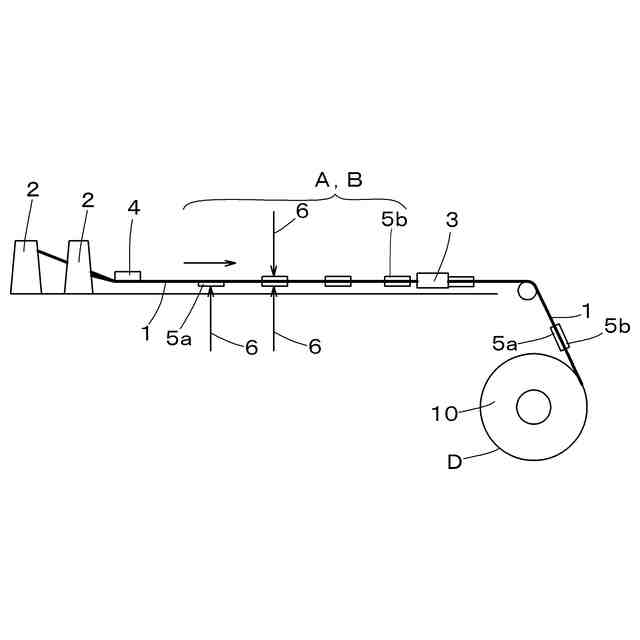
前記保持材接着工程と前記線材切断工程の間に、前記保持材により挟着された前記導電性線材を巻取ドラムにより巻き取る半製品巻取工程を介在することを特徴とする請求項1に記載の除電ブラシの製造方法。
【請求項3】
前記線材切断工程は、前記半製品巻取工程の前記巻取ドラムから前記保持材で挟着された前記導電性線材を引き出しながら前記導電性線材の切断を行うことを特徴とする請求項2に記載の除電ブラシの製造方法。
【請求項4】
前記保持材は導電性を有することを特徴とする請求項1~3の何れか1項に記載の除電ブラシの製造方法。
【請求項5】
前記保持材は予め接着剤を塗布しておくことを特徴とする請求項1~4の何れか1項に記載の除電ブラシの製造方法。
【請求項6】
前記保持材はテープ状体としたことを特徴とする請求項1~5の何れか1項に記載の除電ブラシの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、静電気を除電するための除電ブラシを製造する除電ブラシの製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
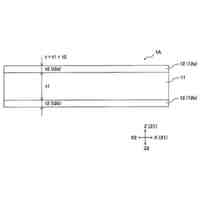
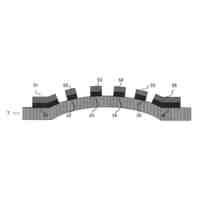
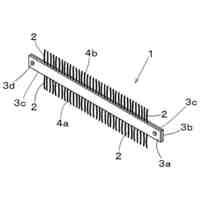
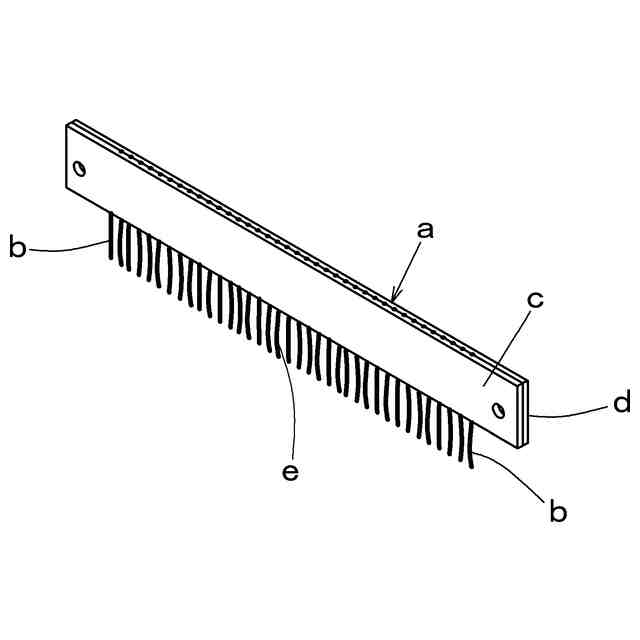
除電ブラシは、主にプリンタ、複写機、ファクシミリ等のOA機器等において、紙やフィルム、ドラム等に帯電する静電気を放電するために用いられている。この除電ブラシには複数の種類が知られているが、一般には図7に示すような形状の除電ブラシaが使用されている。この除電ブラシaは多数本の柔軟性を有する導電性線材bを両側から保持材である導電テープc、dにより挟着し、導電テープc、dから下方にはみ出したブラシ状の導電性線材bを電極部eとしている。なお、導電性線材bは1~10μmの金属線等を撚り合わせ、直径0.22mm程度とされている。
【0003】
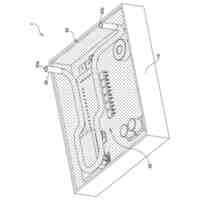
この除電ブラシaを製造するには、例えば特許文献1には図8に示すように、箱形枠体fの左辺部と右辺部間に接着剤を塗布した複数本の導電テープcを掛け渡し、上片部と下辺部間に導電性線材bを左右方向にずらしながら、導電テープcの接着面に巻き付けることにより導電性線材bを導電テープcに接着する。導電テープcの巻き付け終了後に、他の導電テープdを導電テープcに接着して導電性線材bを導電テープd、cにより挟着し、その後に導電テープc、dの端部に沿って導電性線材bを切断することが開示されている。
【0004】
また、特許文献2には図9に示すように、ロール状ドラムgの端部間に、導電テープcを掛け渡し、ドラムgを回転させて、ボビンhから繰り出す導電性線材bをドラムgの軸方向にずらしながら導電テープcに巻き付けて接着する。導電性線材bのドラムfへの巻き付けの終了後に、導電テープcに対し他の導電テープdを接着して導電性線材bを挟着し、その後に導電性線材bを切断することが開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2007-257845号公報
特開2007-200598号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1、2の何れの製造方法も、枠体f又はドラムgを用いて所定数の除電ブラシaが得られると、再び同様に除電ブラシaを製造するために、改めて導電テープcを、枠体f、ドラムgに接着して掛け渡すという操作を繰り返えす所謂バッチ式の製造方法であり、製造効率が極めて悪いという問題がある。
【0007】
本発明の目的は、この問題を解決し、多数本の導電性線材を保持部で挟着し、多数個の除電ブラシを連続的に製造可能な除電ブラシの製造方法を提供することにある
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明に係る除電ブラシの製造方法は、線材引出工程と、保持材接着工程と、線材切断工程とを備える除電ブラシの製造方法であって、前記線材引出工程では、柔軟性を有する多数本の導電性線材を平行にかつ所定間隔に隣接して配列し、引き出し、前記保持材接着工程では、前記線材引出工程において引き出された前記導電性線材に対して所定間隔で、前記引き出した方向と直交する条片状の保持材を、前記導電性線材の両側に配置し、両側から前記保持材を前記導電性線材に接着して前記保持材により前記導電性線材を挟着し、前記線材切断工程では、前記保持材接着工程で前記保持材により挟着された前記導電性線材を前記保持材同士の間の所定位置で切断することを特徴とする。
【発明の効果】
【0009】
本発明に係る除電ブラシの製造方法によれば、多数本の導電性線材を引き出しながら保持部で挟着し、多数個の除電ブラシを効率良く連続的に製造することができる。
【図面の簡単な説明】
【0010】
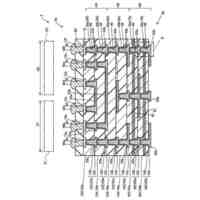
除電ブラシの製造方法のブロック工程図である。
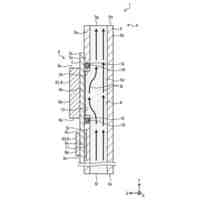
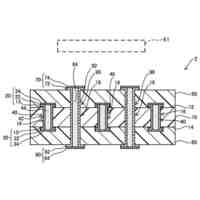
線材引出工程、保持材接着工程、線材切断工程の説明図である。
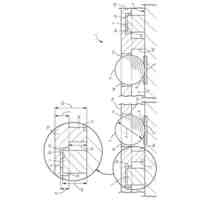
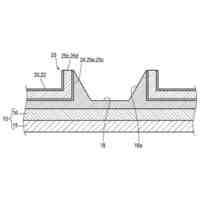
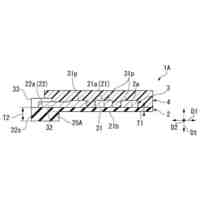
導電性線材に導電テープを接着する説明図である。
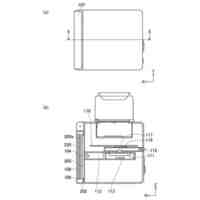
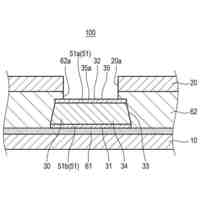
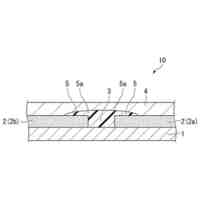
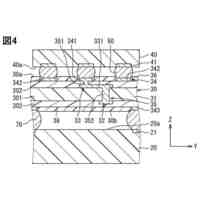
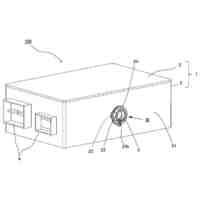
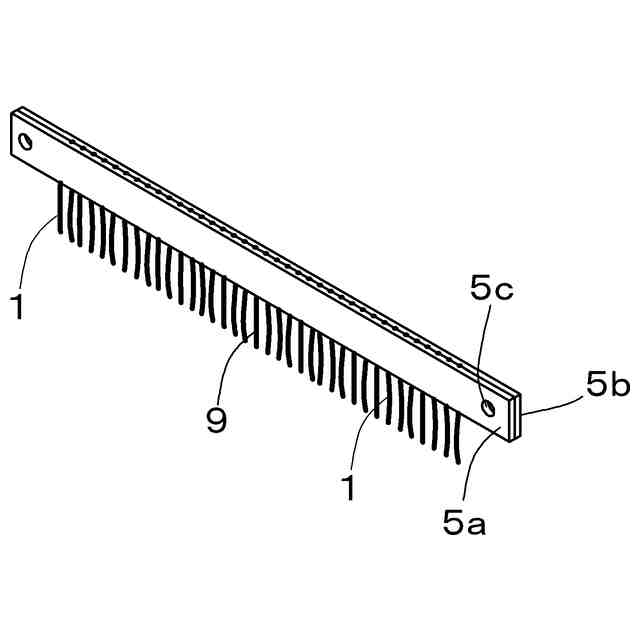
製造した除電ブラシの斜視図である。
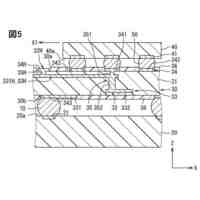
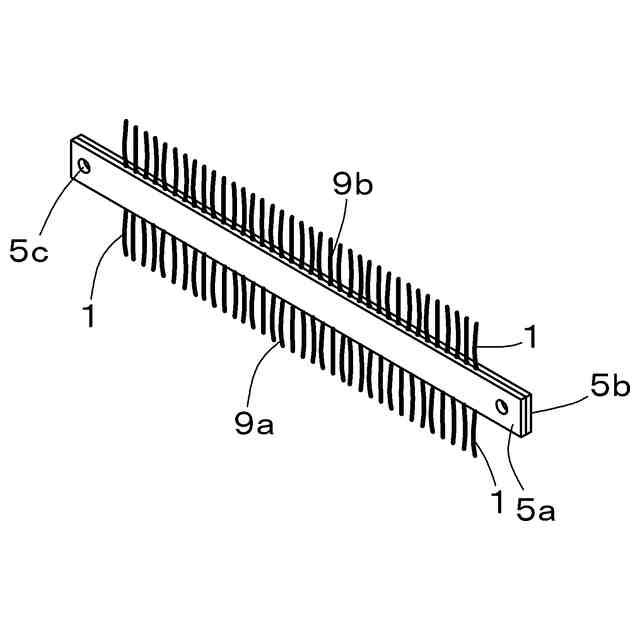
製造した他の形態の除電ブラシの斜視図である。
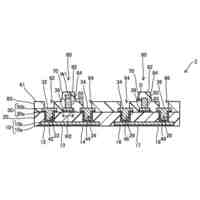
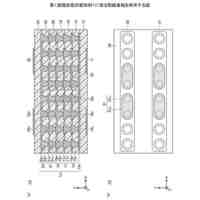
線材引出工程、保持材接着工程、半製品巻取工程の説明図である。
一般的な除電ブラシの斜視図である。
特許文献1に開示の除電ブラシの製造方法の説明図である。
特許文献2に開示の除電ブラシの製造方法の説明図である。
【発明を実施するための最良の形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社コロナ
電気機器
9日前
日本精機株式会社
回路基板
1か月前
日本精機株式会社
駆動装置
2か月前
株式会社遠藤照明
照明装置
21日前
キヤノン株式会社
電子機器
13日前
株式会社プロテリアル
シールド材
2か月前
三菱電機株式会社
電子機器
2か月前
メクテック株式会社
配線基板
13日前
マクセル株式会社
配列用マスク
今日
イビデン株式会社
プリント配線板
16日前
イビデン株式会社
プリント配線板
1か月前
トキコーポレーション株式会社
照明器具
7日前
株式会社LIXIL
照明システム
2か月前
イビデン株式会社
プリント配線板
8日前
個人
電子機器収納ユニット
2か月前
株式会社電気印刷研究所
金属画像形成方法
8日前
株式会社電気印刷研究所
金属画像形成方法
8日前
メクテック株式会社
配線モジュール
13日前
メクテック株式会社
伸縮性配線基板
20日前
新電元工業株式会社
充電装置
6日前
FDK株式会社
冷却構造
2か月前
株式会社タクミ精工
除電ブラシ
1か月前
昭栄化学工業株式会社
焼成型導電性ペースト
21日前
信越ポリマー株式会社
配線基板
2か月前
TDK株式会社
配線基板
20日前
マクセルイズミ株式会社
加熱ユニット
20日前
新光電気工業株式会社
配線基板
1か月前
ダイニック株式会社
面状発熱体および水性塗料
2か月前
株式会社デンソー
電子装置
1か月前
株式会社デンソー
電子装置
29日前
ホシザキ株式会社
LED駆動装置
1か月前
キヤノン株式会社
回路基板、画像形成装置
23日前
キヤノン株式会社
回路基板、画像形成装置
23日前
住友ベークライト株式会社
基板の製造方法
2か月前
Astemo株式会社
電子装置
2か月前
アイホン株式会社
ケース体における防水構造
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ