TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025083573
公報種別
公開特許公報(A)
公開日
2025-05-30
出願番号
2025043689,2020174849
出願日
2025-03-18,2020-10-16
発明の名称
ダイヤフラムの製造方法、バルブ用ダイヤフラム及びこれを備えるダイヤフラムバルブ
出願人
旭有機材株式会社
代理人
個人
,
個人
,
個人
主分類
F16J
3/04 20060101AFI20250523BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
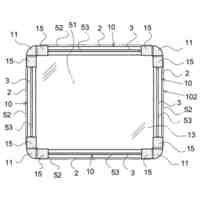
【課題】耐繰り返し屈曲性が高く且つパーティクルの発生を抑制することが可能なバルブ用ダイヤフラムを提供する。
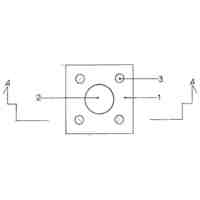
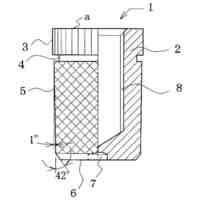
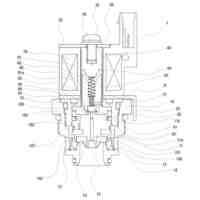
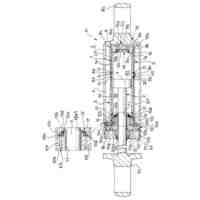
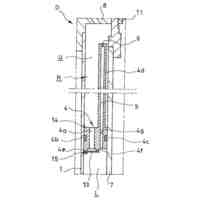
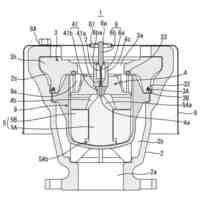
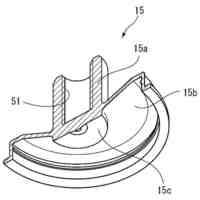
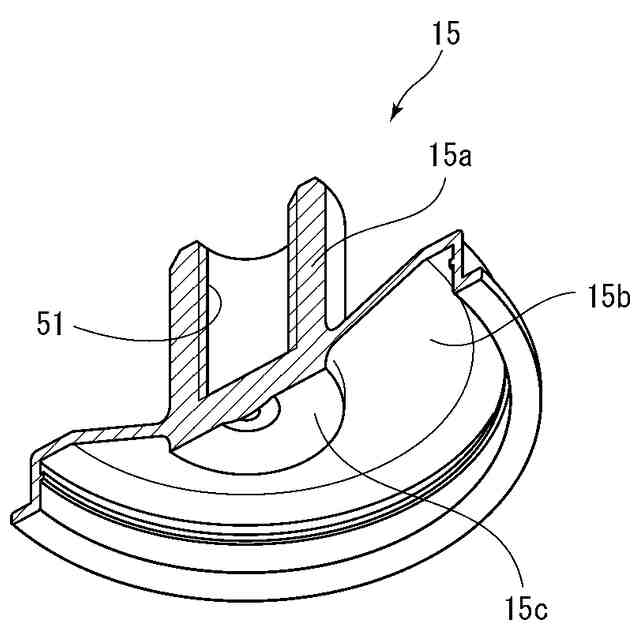
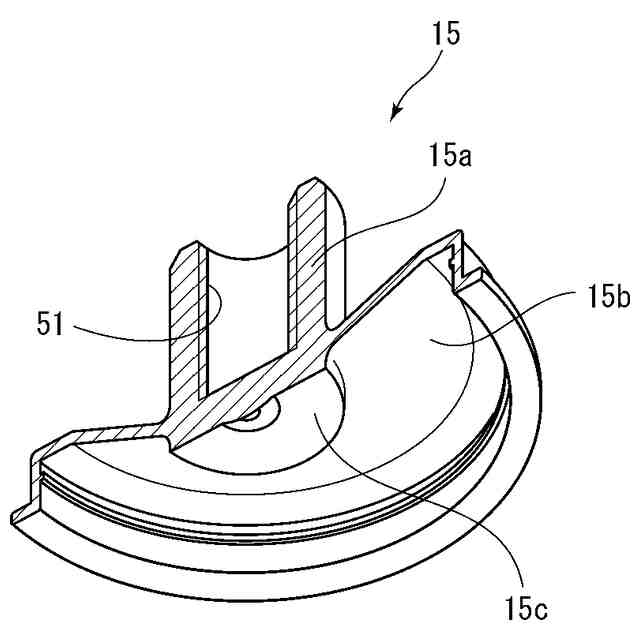
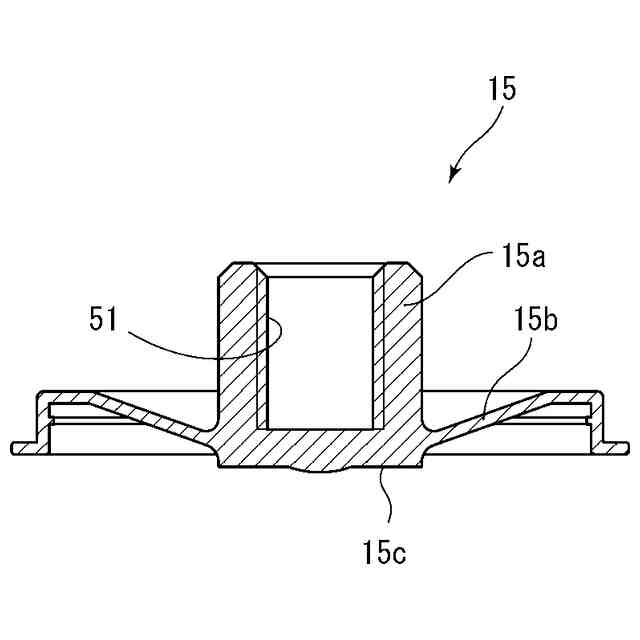
【解決手段】バルブ用ダイヤフラム15は、弁座に当接してシールするためのシール面15cを有した弁体部15aと、弁体部15aから外方へ延び且つ弁体部15aを支持する膜部15bとを備える。バルブ用ダイヤフラム15の製造方法は、パーフルオロアルコキシアルカンを原材料として半製品を成形する工程と、半製品に切削加工を施す工程とを含み、原材料は、比重が2.135未満であり且つダイヤフラム15の開閉耐久性試験結果が55000回以上となるように、選択される。
【選択図】図1
特許請求の範囲
【請求項1】
弁座に当接してシールするためのシール面を有した弁体部と該弁体部から外方へ延び且つ該弁体部を支持する膜部とを備えるバルブ用ダイヤフラムを製造するダイヤフラムの製造方法であって、
パーフルオロアルコキシアルカンを原材料として半製品を成形する工程と、
前記半製品に切削加工を施す工程と、
を含み、前記原材料は、比重が2.135未満であり且つ前記ダイヤフラムの開閉耐久性試験結果が55000回以上となるように、選択されることを特徴とするダイヤフラムの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記原材料は、比重が2.12以下であり且つ前記バルブ用ダイヤフラムの開閉耐久性試験結果が1000000回以上となるように、選択される、請求項1に記載のダイヤフラムの製造方法。
【請求項3】
前記原材料は、前記ダイヤフラムのフレックスライフ値が19000000回以上となるように、選択される、請求項1又は請求項2に記載のダイヤフラムの製造方法。
【請求項4】
前記半製品を成形する工程は、前記原材料を金型内に射出して射出成形により前記半製品を作製する工程である、請求項1から請求項3の何れか一項に記載のダイヤフラムの製造方法。
【請求項5】
前記切削加工を施す工程は、少なくともシール面に金型転写面が残るように前記半製品に切削加工を施す工程である、請求項4に記載のダイヤフラムの製造方法。
【請求項6】
弁座に当接してシールするためのシール面を有した弁体部と該弁体部から外方へ延び且つ該弁体部を支持する膜部とを備えるバルブ用ダイヤフラムであって、
前記弁体部と前記膜部とは、比重が2.135未満であり且つ前記ダイヤフラムの開閉耐久性試験結果が55000回以上となるように選択されたパーフルオロアルコキシアルカンを原材料として成形により形成されていることを特徴とするバルブ用ダイヤフラム。
【請求項7】
前記バルブ用ダイヤフラムは、比重が2.12以下であり且つ前記ダイヤフラムの開閉耐久性試験結果が1000000回以上となる前記原材料から形成されている、請求項6に記載のバルブ用ダイヤフラム。
【請求項8】
前記バルブ用ダイヤフラムは、前記ダイヤフラムのフレックスライフ値が19000000回以上となる前記原材料から形成されている、請求項6又は請求項7に記載のバルブ用ダイヤフラム。
【請求項9】
前記シール面は、金型内に前記原材料を射出して射出成形を行うことにより形成される金型転写面である、請求項6から請求項8の何れか一項に記載のバルブ用ダイヤフラム。
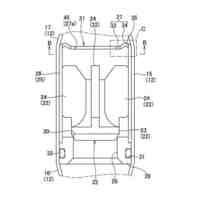
【請求項10】
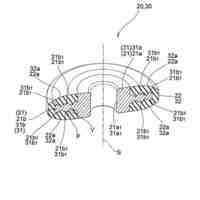
前記弁体部は、前記シール面を有した本体部と該本体部よりも細い細径部とを含み、前記細径部が前記膜部に支持されている、請求項6から請求項9の何れか一項に記載のバルブ用ダイヤフラム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、化学工場、半導体製造分野、液晶製造分野、食品分野などの各種産業に使用されるバルブに適したダイヤフラム、さらに詳細には、パーティクルの発生を抑制するダイヤフラム、これを製造する方法、及びこのようなダイヤフラムを備えるダイヤフラムバルブに関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
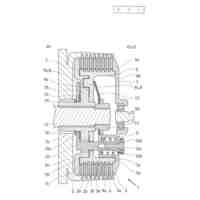
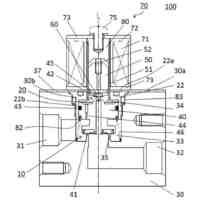
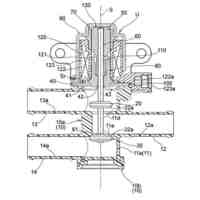
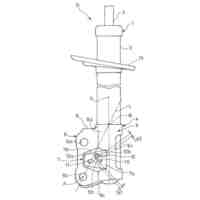
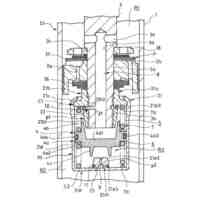
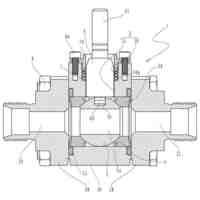
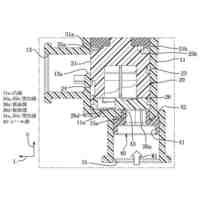
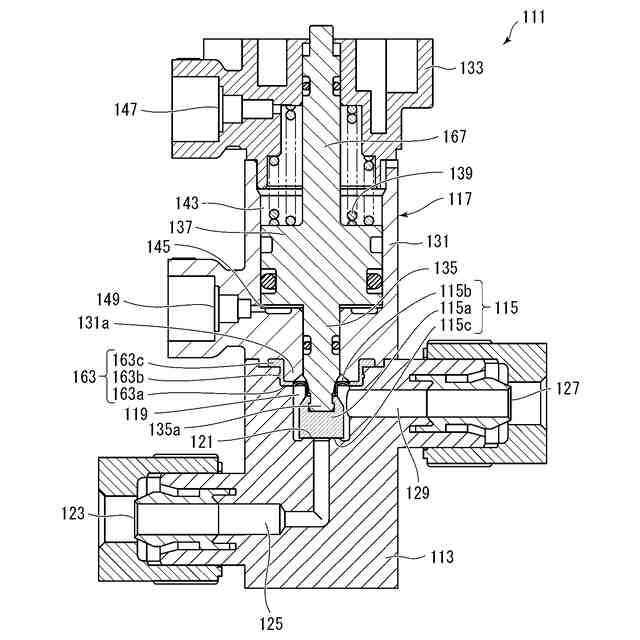
ダイヤフラムバルブでは、弁本体の中央部に設けられた弁室に流入側流路と流出側流路とが連通しており、弁本体と弁本体の上部に取り付けられた駆動部筐体との間に弁室と駆動部筐体の内部空間とを隔離するダイヤフラムを挟持し、駆動部筐体の内部空間内に配置された駆動機構によって駆動されるステムの下端部にダイヤフラムを接続することによって、ダイヤフラムに支持される弁体を弁室内に設けられた弁座に対して圧接、離間させ、流入側流路と流出側流路との間を開閉するようになっていることが一般的である。また、化学工場、半導体製造分野、液晶製造分野、食品分野などでは、腐食性の強い流体や汚染防止が要求される流体を取り扱うことから、耐薬品性や耐汚染性に優れているフッ素樹脂材料が、ダイヤフラムバルブにおいて流体と接する部品に広く用いられている。
【先行技術文献】
【特許文献】
【0003】
特開2016-138641号公報
特開2016-211618号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
高い清浄性が求められる分野では、ダイヤフラムバルブ内で発生するパーティクルが問題となる場合がある。例えば半導体ウエハの製造工程では、パーティクル、種々の金属やポリマー化合物などの汚染物質が生じ、これが半導体ウエハ上に残存したり付着すると品質に大きな影響を与える。このため、半導体ウエハの製造工程では、洗浄液を用いて半導体ウエハの洗浄が行われる。しかしながら、洗浄液を供給するための配管上で使用されるダイヤフラムバルブ内でパーティクルが発生して、このようなパーティクルを含んだ洗浄液がダイヤフラムバルブから排出されて半導体ウエハの洗浄のために用いられると、十分な洗浄を行うことができず、半導体ウエハの清浄性が低下するという問題が生じる。したがって、ダイヤフラムバルブにおけるパーティクルの発生を抑制すること、特に液体に接触し且つ可動部分でもあるダイヤフラムからのパーティクルの発生を抑制することが望まれる。
【0005】
ダイヤフラムに使用される代表的なフッ素樹脂としては、ポリテトラフルオロエチレン(PTFE)と、テトラフルオロエチレン(TFE)とパーフルオロアルキルビニルエーテル(PAVE)との共重合体すなわちパーフルオロアルコキシアルカン(PFA)とが挙げられるが、PFAの方がPTFEよりも上述のようなパーティクルの発生を抑制しやすいことが知られており、ダイヤフラム、特にパーティクルが発生しやすい弁座当接部分はPFAから形成することが好ましい。
【0006】
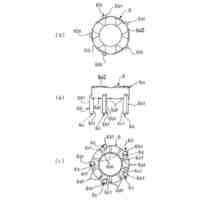
ところで、PFAは、分子構造により、流動性と成形体の機械的特性が変化する。また、ダイヤフラムバルブに使用されるダイヤフラムは、上述した通り、弁座に接離する弁体部と、この弁体部から外方に延びて弁体部を支持する膜部とを含んでおり、弁体部を弁座に繰り返し接離させる際の繰り返しの屈曲に耐久するために、膜部には、柔軟性が求められる。
【0007】
しかしながら、流動性が高く成形加工に使用しやすい分子構造のPFAは、柔軟性が低く、耐繰り返し屈曲性が悪くなる。このため、例えば、特許文献1には、弁座部を進退自在にシールするシール部を有する弁部と、シール部と逆側に形成され弁室内に装着されたダイヤフラム部とを備える弁機構部を有し、弁座部及び弁体部にフッ素樹脂を使用すると共に、弁座部と弁部のシール部とにPFAから形成した部材を熱融着するようにした流体制御弁が開示されており、接離によりパーティクルが発生しやすい部位をPFAから形成し、柔軟性と耐繰り返し屈曲性とが求められるダイヤフラム部すなわち膜部をフッ素樹脂から形成するようにしている。しかしながら、上述のフッ素樹脂としてPTFEを用いる場合、PTFEと弁座部や弁部のシール部に使用されるPFAとは融着効率が良くないため、耐久性に不安が生じる。さらに、ダイヤフラム部はPTFEとなるため、繰り返しの屈曲によるパーティクルの発生が懸念される。また、特許文献2は、流動性は低いが柔軟性は高い種類の第1のPFA材料から、薄くて射出成形による形成が困難な膜部を圧延加工により形成した後に、流動性が高い種類の第2のPFA材料から、膜部上に射出成形により柱状部を形成し、柱状部と膜部とを直接的に接合させるようにしたダイヤフラムを開示している。しかしながら、このようなダイヤフラムを作製するためには、圧延加工の設備と射出成形の設備の両方が必要となり、コストが増加するという問題がある。
【0008】
よって、本発明の目的は、従来技術に存する問題を解消して、耐繰り返し屈曲性が高く且つパーティクルの発生を抑制することが可能なバルブ用ダイヤフラムを提供することにある。
【課題を解決するための手段】
【0009】
上記目的に鑑み、本発明は、第1の態様として、弁座に当接してシールするためのシール面を有した弁体部と該弁体部から外方へ延び且つ該弁体部を支持する膜部とを備えるバルブ用ダイヤフラムを製造するダイヤフラムの製造方法であって、パーフルオロアルコキシアルカンを原材料として半製品を成形する工程と、前記半製品に切削加工を施す工程とを含み、前記原材料は、比重が2.135未満であり、かつ、前記ダイヤフラムの開閉耐久性試験結果が55000回以上となるように、選択されるようにしたダイヤフラムの製造方法を提供する。
【0010】
上記ダイヤフラムの製造方法では、ダイヤフラムの原材料として、比重が2.135未満であり且つダイヤフラムの開閉耐久性試験結果が55000以上となるように選択されたパーフルオロアルコキシアルカンすなわちPFAを用いている。したがって、ダイヤフラム全体がPFAから形成され、一般的に用いられるポリテトラフルオロエチレン(PTFE)からダイヤフラムを形成する場合と比較して、パーティクルの発生を抑制することができる。また、PFAの結晶化度が低く、分子量が高いほど、繰り返しの屈曲への耐久性である耐繰り返し屈曲性は高くなる。分子量が高い場合、比重が低くなることから、本発明者は、比重が2.135未満の場合に開閉耐久性試験結果が急激に向上し、比重が2.135未満であり且つ開閉耐久性試験結果が55000以上である場合に、ダイヤフラムバルブ用のダイヤフラムとしての使用に耐え得ることを見出した。上記ダイヤフラムの製造方法では、比重が2.135未満であり且つ開閉耐久性試験結果が55000以上であるPFAを使用してダイヤフラムを製造するので、PFAの使用によりパーティクルの発生を抑制しながら、ダイヤフラムバルブでの使用に耐え得る高い耐繰り返し屈曲性を確保することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
旭有機材株式会社
鋳型の製造方法
12日前
旭有機材株式会社
地山固結用薬液組成物
3か月前
旭有機材株式会社
ダイヤフラムの製造方法、バルブ用ダイヤフラム及びこれを備えるダイヤフラムバルブ
2か月前
個人
流路体
6か月前
個人
ホース保持具
3か月前
個人
クラッチ装置
6か月前
個人
回転伝達機構
今日
個人
差動歯車用歯形
1か月前
個人
トーションバー
4か月前
個人
地震の揺れ回避装置
13日前
個人
固着具と成形品部材
6か月前
個人
回転式配管用支持具
5か月前
株式会社不二工機
電磁弁
2か月前
個人
ボルトナットセット
4か月前
株式会社不二工機
電磁弁
1か月前
株式会社オンダ製作所
継手
6か月前
株式会社アイシン
駆動装置
6か月前
株式会社ミクニ
弁装置
6か月前
株式会社ミクニ
弁装置
6か月前
カヤバ株式会社
ダンパ
1か月前
個人
ベルトテンショナ
5か月前
カヤバ株式会社
ダンパ
1か月前
カヤバ株式会社
緩衝器
6か月前
カヤバ株式会社
緩衝器
6か月前
カヤバ株式会社
緩衝器
1か月前
カヤバ株式会社
緩衝器
4か月前
カヤバ株式会社
緩衝器
1か月前
株式会社三協丸筒
枠体
4か月前
株式会社不二工機
逆止弁
6か月前
株式会社ナジコ
自在継手
6か月前
カヤバ株式会社
緩衝装置
6か月前
個人
固着具と固着具の固定方法
4か月前
株式会社フジキン
ボールバルブ
1か月前
株式会社ノーリツ
分配弁
3か月前
矢崎化工株式会社
連結具
6か月前
協和工業株式会社
空気弁
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ