TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025082787
公報種別
公開特許公報(A)
公開日
2025-05-29
出願番号
2024066465,2023195679
出願日
2024-04-17,2023-11-17
発明の名称
ガス圧接用還元材、その加工用工具及びガス圧接工法
出願人
有限会社村吉ガス圧接工業
代理人
個人
,
個人
,
個人
主分類
B23K
20/00 20060101AFI20250522BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ガス圧接用還元材を固定側の鋼材等の被圧接材の先端部に装着する際に、各被圧接材の先端面の隙間が狭い状態での被圧接材の先端部への装着を可能にしたガス圧接用還元材を提供する。
【解決手段】
ガス圧接用還元材D1は、熱可塑性樹脂製で、被圧接材の圧接側の先端部に対し外嵌め可能なキャップ体1aを備えており、キャップ体1aの胴部10には、キャップ体1aの天板11に沿って所定の厚みで周方向へ被圧接材に嵌め込み可能な幅で切り縁120が設けられ、切り縁120に続けて胴部10の残りの厚み部分に、天板11に対して略直角に裾端部まで切り縁122、123が設けられて、嵌込口部12が形成してある。
【選択図】図11
特許請求の範囲
【請求項1】
被圧接材の先端部に外嵌め可能なキャップ体を備えており、該キャップ体の胴部には、前記被圧接材に側面から嵌め込み可能な開閉部が形成してある
ガス圧接用還元材。
続きを表示(約 980 文字)
【請求項2】
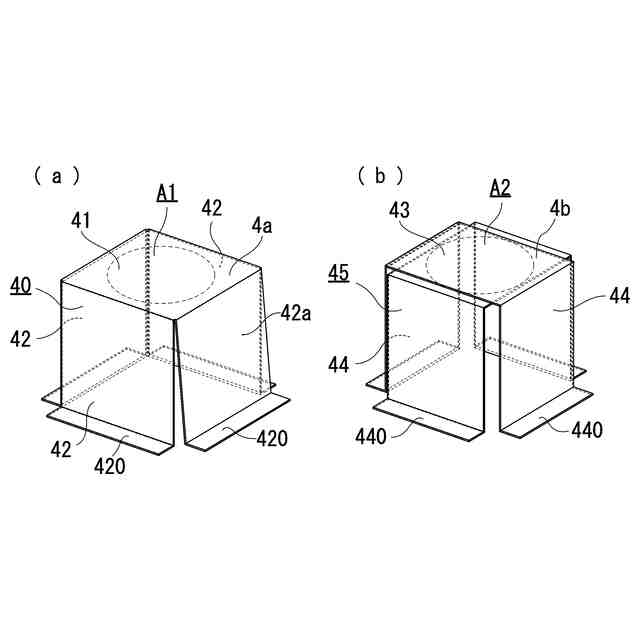
前記胴部は、天部の周方向に設けられた前記胴部を形成する所要数の側板を有し、該側板のうち所定の側板が他の側板とは独立して変形可能である
請求項1記載のガス圧接用還元材。
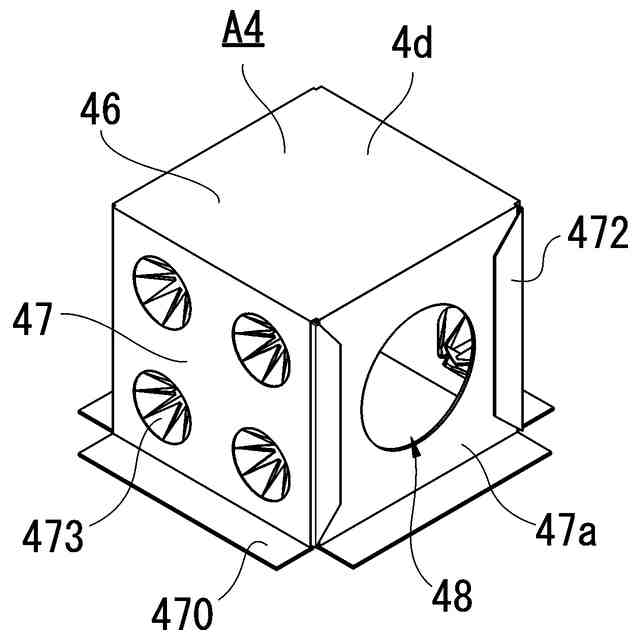
【請求項3】
前記胴部は、同一平面上においてシートで十字形状に形成された4つの胴脚部が略同じ長さで同方向に曲げられ、天部の周方向に形成された前記胴脚部のうち所定の胴脚部が変形可能である
請求項1記載のガス圧接用還元材。
【請求項4】
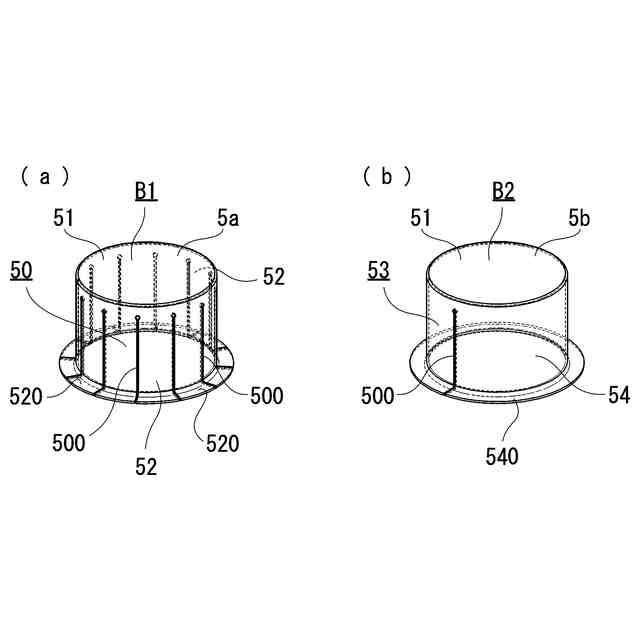
前記胴部は、天部の周方向に切り込み部によって分けて設けられた前記胴部を形成する所要数の胴脚部を備えており、該胴脚部が変形可能である
請求項1記載のガス圧接用還元材。
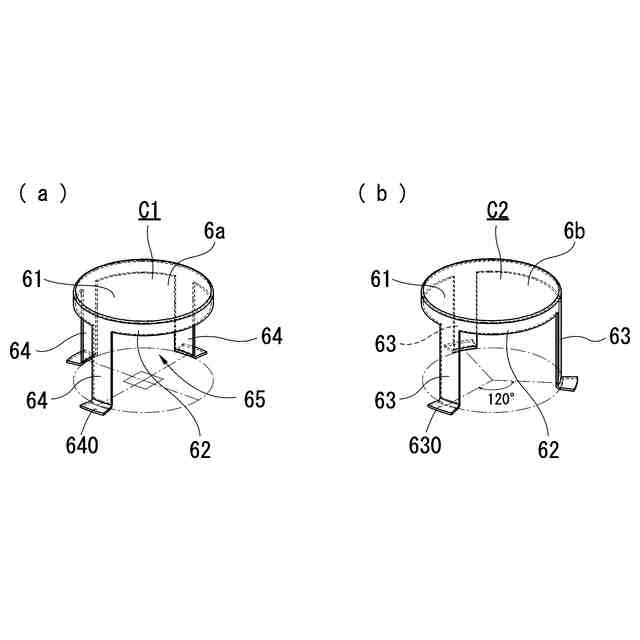
【請求項5】
被圧接材の先端部に外嵌め可能なキャップ体を備えており、該キャップ体は、天部と、該天部の周方向に設けられた所要数の胴脚部とを有し、少なくとも隣り合う一組の前記胴脚部の間隔が前記被圧接材の径と略同じ、若しくは、前記被圧接材の径よりも大きく形成してある
ガス圧接用還元材。
【請求項6】
被圧接材の先端部に外嵌め可能なキャップ体を備えており、該キャップ体の胴部は、その形状が変形することにより、前記被圧接材に側面から嵌め込み可能に形成してある
ガス圧接用還元材。
【請求項7】
被圧接材の先端部に外嵌め可能なキャップ体を備えており、該キャップ体の胴部には、前記被圧接材に側面から嵌め込み可能な嵌込口部が形成してある
ガス圧接用還元材。
【請求項8】
被圧接材の先端部に外嵌め可能なキャップ体を備えており、該キャップ体の胴部には、切り離しが可能な脆弱線が、前記被圧接材に側面から嵌め込み可能な嵌込口部を形成可能に設けてある
ガス圧接用還元材。
【請求項9】
前記胴部の所定の箇所に、表裏方向へ貫通した穴が形成してある
請求項1、2、3、4、5、6、7、又は8記載のガス圧接用還元材。
【請求項10】
前記胴部の所定の箇所に、内部方向へ突出した掛かり部が形成してある
請求項1、2、3、4、5、6、7、又は8記載のガス圧接用還元材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガス圧接用還元材、その加工用工具及びガス圧接工法に関するものである。詳しくは、ガス圧接用還元材を被圧接材の先端部に装着する際に、各被圧接材の先端面の隙間が狭い状態での被圧接材の先端部への装着を可能にするものに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
鉄筋等の鋼材の圧接は、鉛直方向又は水平方向に配した二本の鋼材を、中心軸を共通にして先端面同士を当接させた後、可動側の鋼材に所定の圧力を加えて上限の圧力になったところで当接部分の周りを可燃ガスを燃料とする炎で加熱し、加熱部の温度が塑性変形する温度になると、圧接部が太く変形し、いわゆるコブが形成されて完了する。
【0003】
また、鋼材の圧接においては、多くの場合、より強固な圧接を行うために、ガス圧接用の還元材が使用されている。ガス圧接用の還元材は、二本の鋼材を対向させてガス圧接する際に、接合する端面間に挟み込んで、又は端面の近傍に配して使用されるもので、例えば特許文献1に示すような「ガス圧接用環体を内蔵した環体保持部材」がある。
【0004】
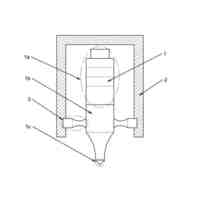
この環体保持部材は、端面と略同形状で、鋼材と略同材料で形成されてガス抜き部を有する環体と、底面側に環体が収納される環体設置空間を有する突出部及びそれに連結し鋼材の外形に接触して取付けるための凸部とを有する合成樹脂製の保持容器と、保持容器の環体設置空間に冠着し環体の回転を止める合成樹脂製の蓋体とを備える。
【0005】
従来の環体保持部材は、この構成を有することで、保持容器内に蓋体で環体の回転を止めることにより、ガス抜き部の位置を所定の位置に確実に設定して、環体の鋼材の端部へのセット作業を極めて簡単かつ安全に行うことができるというものである。
【先行技術文献】
【特許文献】
【0006】
特開2011-177780号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、この環体保持部材は、保持容器が合成樹脂製の薄いシートで形成されており、全体が軽量であるため、屋外で作業をするとき等、突発的な強い風で鋼材の先端部から外れて飛ばされてしまうことがある。或いは、作業者が鋼材の当接部の周りで作業する際に、過って環体保持部材に手袋を引っ掛ける等して外してしまうこともある。
【0008】
具体的には、従来、環体保持部材を使用して鋼材の圧接を行う際には、まず固定側の鋼材と可動側の鋼材の先端面の隙間の間隔を、環体保持部材の保持容器が通るように、その高さと略同等の間隔に設定している。環体保持部材をセットする際には、各鋼材の先端面の隙間から環体保持部材を入れて、固定側の鋼材の先端部に装着し、この環体保持部材の円形の天部を挟むために、圧接機の油圧シリンダーによって可動側の鋼材の先端面を固定側の鋼材の先端面に接近させている。
【0009】
しかし、このタイミングで風が強く吹いたり、或いは作業者が触れてしまい、環体保持部材が鋼材の先端部から外れて、まだ充分に狭くなっていない隙間を通り抜け、落ちたり飛んでしまうことがある。この場合、環体保持部材が隙間を通り抜けた後も、可動側の鋼材は固定側の鋼材方向へ動いてしまうので、鋼材を止める操作をしたとしても、多くの場合、その先端面が固定側の鋼材の先端面に当たって先端面間に隙間がない状態となる。
【0010】
そして、環体保持部材を改めて固定側の鋼材の先端部に装着するためには、可動側の鋼材を固定側の鋼材の先端面に当たっている位置から、再度当初の位置まで戻して、各鋼材の先端面の隙間に環体保持部材が通るようにし、その位置で鋼材を一旦止める作業をしなくてはならない。この各鋼材の先端面の隙間を確保する作業は、非常に手間のかかる面倒な作業であり、特に隙間が大きくて、作業負担が大きくなる場合は尚更である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
28日前
個人
加工機
22日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
15日前
株式会社不二越
ドリル
21日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
7日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社アンド
半田付け方法
21日前
株式会社アンド
半田付け方法
21日前
日進工具株式会社
エンドミル
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社トヨコー
被膜除去方法
9日前
トヨタ自動車株式会社
接合方法
1か月前
村田機械株式会社
レーザ加工機
8日前
村田機械株式会社
レーザ加工機
8日前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社不二越
スカイビングカッタ
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
23日前
株式会社不二越
通り穴加工用タップ
1か月前
春日機械工業股ふん有限公司
挟持装置
17日前
株式会社ダイヘン
非消耗電極アーク溶接方法
1か月前
株式会社アドウェルズ
超音波加工装置
1か月前
株式会社ダイヘン
溶接システム
21日前
株式会社FUJI
周辺装置制御用治具
22日前
トヨタ自動車株式会社
金属塊の製造方法
7日前
個人
加熱ヘッドおよびホットバー接合機
14日前
国立大学法人長岡技術科学大学
超音波加工装置
17日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
大和ハウス工業株式会社
回転治具
10日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ