TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025077261
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023189326
出願日
2023-11-06
発明の名称
巻き締めキャップの良否判定方法およびキャッピング装置
出願人
澁谷工業株式会社
代理人
個人
,
個人
主分類
B67B
3/26 20060101AFI20250512BHJP(びん,広口びんまたは類似の容器の開封または密封;液体の取扱い)
要約
【課題】 高精度にキャッピング不良を検出する。
【解決手段】 良品キャップか不良キャップかの良否判定を行う巻き締めキャップの良否判定方法およびキャッピング装置に関する。
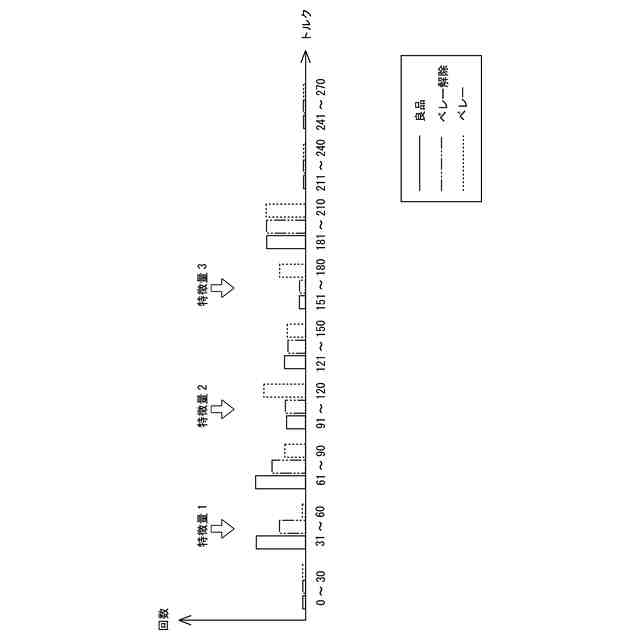
予め、良品キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした良品トルク波形と、不良キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした不良トルク波形とをそれぞれ複数準備するとともに、上記良品トルク波形および不良トルク波形からトルク値毎の発生頻度を示したヒストグラムを作成する。
上記ヒストグラムから所定の複数のトルク値における発生頻度を特徴量として選択して良否判定のアルゴリズムを作成し、新たにキャップを容器に巻き締めする際には、トルク波形から複数のトルク値における発生頻度を算出し、算出された発生頻度を上記アルゴリズムによって解析することで良否を判定する。
【選択図】 図5
特許請求の範囲
【請求項1】
口部にネジ部が形成された容器に、ネジ部が形成されたキャップを巻き締め、巻き締めされたキャップが正常な状態で巻き締めされた良品キャップか、正常でない状態で巻き締めされた不良キャップかの良否判定を行う巻き締めキャップの良否判定方法において、
予め、良品キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした良品トルク波形と、不良キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした不良トルク波形とをそれぞれ複数準備するとともに、上記良品トルク波形および不良トルク波形からトルク値毎の発生頻度を示したヒストグラムを作成し、
上記ヒストグラムから所定の複数のトルク値における発生頻度を特徴量として選択して、複数の特徴量に基づいて良否判定のアルゴリズムを作成し、
新たにキャップを容器に巻き締めする際には、所定時間ごとに検出されるトルク値をプロットしたトルク波形から、複数のトルク値における発生頻度を算出し、算出された発生頻度を上記アルゴリズムによって解析することで良否を判定することを特徴とする巻き締めキャップの良否判定方法。
続きを表示(約 1,400 文字)
【請求項2】
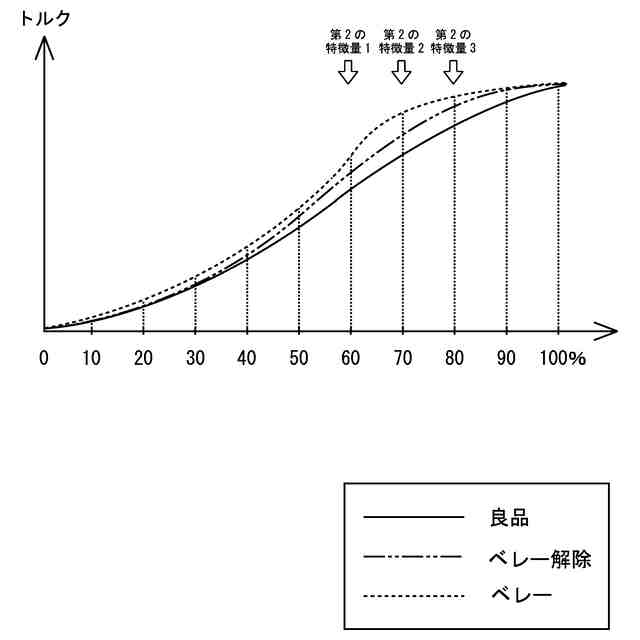
上記良品トルク波形と上記不良トルク波形のそれぞれからトルク値を小さい順に並べたパーセンタイルを作成するとともに、上記パーセンタイルの所定のパーセント値におけるトルク値を第2の特徴量として選択して、上記ヒストグラムから選択された特徴量と上記パーセンタイルから選択された第2の特徴量とに基づいて良否判定のアルゴリズムを作成し、
新たにキャップを容器に巻き締めする際には、所定時間ごとに検出されるトルク値をプロットしたトルク波形から上記複数のトルク値における発生頻度と、上記所定のパーセント値におけるトルク値とを算出し、算出された発生頻度とトルク値とを上記アルゴリズムによって解析することで良否を判定することを特徴とする請求項1に記載の巻き締めキャップの良否判定方法。
【請求項3】
口部にネジ部が形成された容器を保持する容器保持手段と、ネジ部が形成されたキャップを把持するキャッピングヘッドと、上記キャッピングヘッドを自転させるサーボモータと、上記キャッピングヘッドに作用するトルクを所定時間ごとに検出するトルク検出手段と、上記トルク検出手段が検出したトルク値をプロットしてトルク波形を作成するトルク波形作成手段と、上記サーボモータを制御する制御手段とを備え、上記キャッピングヘッドが把持するキャップを所定のトルクで容器に巻き締めするキャッピング装置において、
上記制御手段は、予め良品キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした複数の良品トルク波形と、過去に不良キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした複数の不良トルク波形とから、トルク値毎の発生頻度を示したヒストグラムを作成し、上記ヒストグラムから所定の複数のトルク値における発生頻度を特徴量として選択し、複数の特徴量に基づいて作成されたアルゴリズムを記憶した良否判定部と、
新たにキャップを容器に巻き締めする際に、所定時間ごとに検出されるトルク値をプロットしたトルク波形から上記複数のトルク値における発生頻度を算出する特徴量算出部とを備え、
上記特徴量算出部により算出された発生頻度を上記良否判定部のアルゴリズムによって解析することにより、容器に巻き締めされたキャップの良否を判定することを特徴とするキャッピング装置。
【請求項4】
上記良品トルク波形と上記不良トルク波形とのそれぞれからトルク値を小さい順に並べたパーセンタイルを作成して、上記パーセンタイルの所定のパーセント値におけるトルク値を第2の特徴量として選択し、上記良否判定部の上記アルゴリズムは、上記ヒストグラムから選択された特徴量と上記パーセンタイルから選択された第2の特徴量とに基づいて作成され、
上記特徴量算出部は、新たにキャップを容器に巻き締めする際に所定時間ごとに検出されるトルク値をプロットしたトルク波形から、上記複数のトルク値における発生頻度に加えて所定のパーセント値におけるトルク値を算出し、
上記良否判定部は、上記特徴量算出部によって算出された発生頻度とトルク値とを前記アルゴリズムによって解析することにより、容器に巻き締めされたキャップの良否を判定することを特徴とする請求項3に記載のキャッピング装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は巻き締めキャップの良否判定方法およびキャッピング装置に関し、詳しくはいわゆるベレーキャップやベレー解除キャップなどのキャッピング不良を検出する巻き締めキャップの良否判定方法およびキャッピング装置に関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
従来、ペットボトルなどの容器にキャップを装着する際には、外周にネジ部が形成された容器の口部に対し、キャップの内周に形成されたネジ部を螺合させて巻き締めることが行われている。
このような容器にキャップを巻き締めるキャッピング装置として、容器を保持する容器保持手段と、キャップを把持するキャッピングヘッドと、キャッピングヘッドを自転させるサーボモータとを備えたものが知られている(特許文献1、2)。
このようなキャッピング装置を用いて容器にキャップを巻き締める際、上記容器のネジ部にキャップのネジ部が乗り上げてしまい、キャップが斜めに装着されてしまう、いわゆるベレーキャップと呼ばれるキャッピング不良が発生することがある。
このようなベレーキャップを検出するため、特許文献1では上記容器とキャップとをカメラで撮影してキャップの傾きを検出しており、また特許文献2ではキャッピングの際に上記サーボモータに作用するトルク波形を測定して、正常時とベレーキャップ時との差異を検出するようになっている。
【先行技術文献】
【特許文献】
【0003】
特許第7168845号公報
特許第6163636号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、上記ベレーキャップの発生過程において、一度乗り上げたネジ部が正常な螺合状態に戻り、その後正常にキャッピングがされてしまう場合がある。以下、このようなネジ部の乗り上げが発生したものの、その後正常に戻った場合のことをベレー解除キャップと呼ぶこととする。
このようなベレー解除キャップが発生すると、上記ネジ部の乗り上げの際にネジ部の破損によるくずが発生する恐れがあることから、このようなベレー解除キャップについても不良品として扱うことが望ましい。
しかしながら、上記ベレー解除キャップは、外見上正常なキャッピング結果と同じとなるため、上記特許文献1のようにカメラによって良否判定を行うことはできず、また特許文献2のようにトルク波形を測定する場合も、ベレー解除キャップはベレーキャップよりも判定が難しいという問題があった。
このような問題に鑑み、本発明はより正確に巻き締めキャップの不良を検出することが可能な巻き締めキャップの良否判定方法およびキャッピング装置を提供するものである。
【課題を解決するための手段】
【0005】
すなわち請求項1の発明にかかる巻き締めキャップの良否判定方法は、口部にネジ部が形成された容器に、ネジ部が形成されたキャップを巻き締め、巻き締めされたキャップが正常な状態で巻き締めされた良品キャップか、正常でない状態で巻き締めされた不良キャップかの良否判定を行う巻き締めキャップの良否判定方法において、
予め、良品キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした良品トルク波形と、不良キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした不良トルク波形とをそれぞれ複数準備するとともに、上記良品トルク波形および不良トルク波形からトルク値毎の発生頻度を示したヒストグラムを作成し、
上記ヒストグラムから所定の複数のトルク値における発生頻度を特徴量として選択して、複数の特徴量に基づいて良否判定のアルゴリズムを作成し、
新たにキャップを容器に巻き締めする際には、所定時間ごとに検出されるトルク値をプロットしたトルク波形から、複数のトルク値における発生頻度を算出し、算出された発生頻度を上記アルゴリズムによって解析することで良否を判定することを特徴としている。
また請求項3の発明にかかるキャッピング装置は、口部にネジ部が形成された容器を保持する容器保持手段と、ネジ部が形成されたキャップを把持するキャッピングヘッドと、上記キャッピングヘッドを自転させるサーボモータと、上記キャッピングヘッドに作用するトルクを所定時間ごとに検出するトルク検出手段と、上記トルク検出手段が検出したトルク値をプロットしてトルク波形を作成するトルク波形作成手段と、上記サーボモータを制御する制御手段とを備え、上記キャッピングヘッドが把持するキャップを所定のトルクで容器に巻き締めするキャッピング装置において、
上記制御手段は、予め良品キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした複数の良品トルク波形と、過去に不良キャップを巻き締めした際に所定時間ごとに検出されたトルク値をプロットした複数の不良トルク波形とから、トルク値毎の発生頻度を示したヒストグラムを作成し、上記ヒストグラムから所定の複数のトルク値における発生頻度を特徴量として選択し、複数の特徴量に基づいて作成されたアルゴリズムを記憶した良否判定部と、
新たにキャップを容器に巻き締めする際に、所定時間ごとに検出されるトルク値をプロットしたトルク波形から上記複数のトルク値における発生頻度を算出する特徴量算出部とを備え、
上記特徴量算出部により算出された発生頻度を上記良否判定部のアルゴリズムによって解析することにより、容器に巻き締めされたキャップの良否を判定することを特徴としている。
【発明の効果】
【0006】
上記発明によれば、良品キャップを巻き締めした際に検出された良品トルク波形と不良キャップを巻き締めした際に検出された不良トルク波形とからトルク値毎の発生頻度を示したヒストグラムを作成し、上記ヒストグラムから所定の複数のトルク値における発生頻度を特徴量として選択して、少なくとも上記複数の特徴量に基づいて良否判定のアルゴリズムを予め作成しておく。
そして新たにキャップを容器に巻き締めする際には、検出されるトルク波形から上記複数のトルク値における発生頻度を算出し、算出された発生頻度を上記アルゴリズムによって解析することで、ベレーキャップやベレー解除キャップといったキャッピング不良を高精度に検出することが可能となる。
【図面の簡単な説明】
【0007】
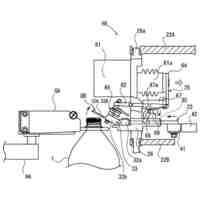
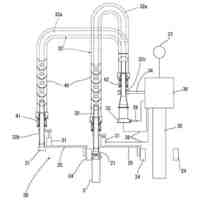
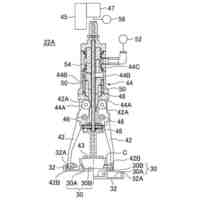
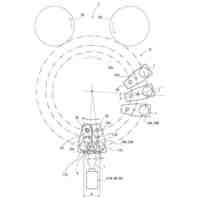
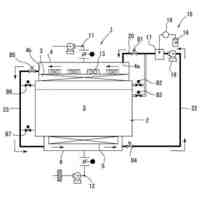
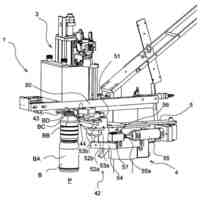
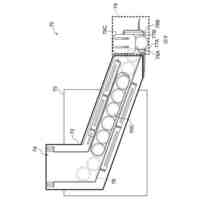
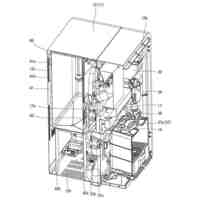
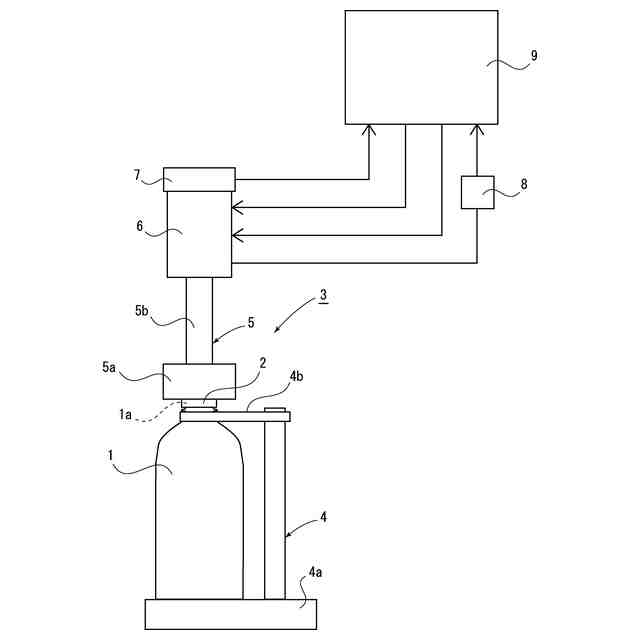
キャッピング装置の側面図
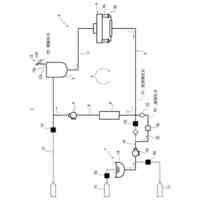
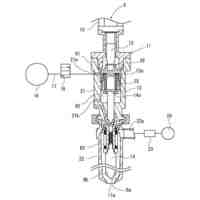
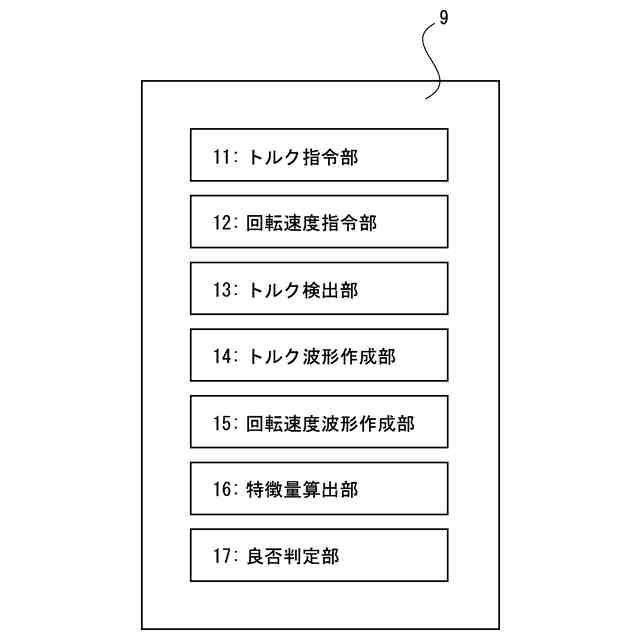
制御手段の構成を説明する図
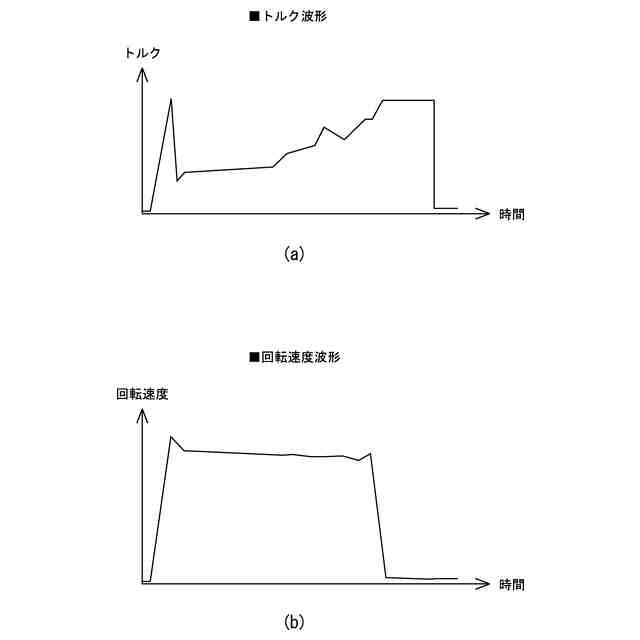
トルク波形と回転速度波形を示すグラフ
トルク波形を示すグラフ
ヒストグラムを示すグラフ
パーセンタイルを示すグラフ
【発明を実施するための形態】
【0008】
以下図示実施形態について説明すると、図1は容器1にキャップ2を巻き締めして装着するキャッピング装置3の側面図を示している。
本実施形態において、容器1はPETなどの樹脂製となっており、上部に形成された口部1aの外周には図示しないがネジ部が形成されている。また上記キャップ2も樹脂製となっており、内周には図示しないがネジ部が形成されている。
このような構成により、容器1にキャップ2を装着(キャッピング)する際には、上記容器1の口部1aの上部にキャップ2を位置させ、その後容器1とキャップ2とを相対的に回転させながらキャップ2を下降させることで、上記容器1のネジ部とキャップ2のネジ部とが螺合し、容器1にキャップ2が巻き締められてキャッピングが行われるようになっている。
【0009】
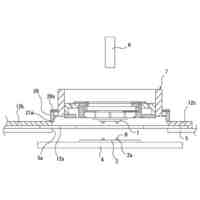
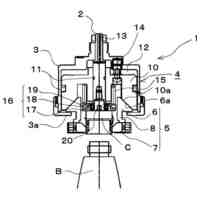
上記キャッピング装置3は、容器1を保持する容器保持手段4と、キャップ2を保持するキャッピングヘッド5と、キャッピングヘッド5を駆動するサーボモータ6と、上記サーボモータ6の回転部に接続されてパルス信号を出力するエンコーダ7と、サーボモータ6から出力される電流値を検出するための電流計8とを備え、上記サーボモータ6は制御手段9によって制御されるようになっている。
上記容器保持手段4は、上記容器1が載置されるテーブル4aと、当該テーブル4aに設けられるとともに上記容器1の口部1aの下方に形成された首部を把持するグリッパ4bとを備え、上記容器保持手段4は図示しない回転テーブルの外周に等間隔に設けられたものとなっている。
上記キャッピングヘッド5は、上記キャップ2を保持するチャック5aと、当該チャック5aに上記サーボモータ6の駆動を伝達する回転軸5bとを備え、当該キャッピングヘッド5は上記サーボモータ6によって回転駆動されるようになっている。また、キャッピングヘッド5は図示しない昇降手段によって昇降可能になっている。
上記サーボモータ6は上記制御手段9によって制御され、所定のトルクと回転速度とでキャッピングヘッド5を回転させることにより、キャップ2を容器1に巻き締めるようになっている。
【0010】
ここで、上記容器1にキャップ2を巻き締めるために容器1とキャップ2とを相対的に回転させると、上記容器1のネジ部にキャップ2のネジ部が乗り上げてしまう場合がある。
このようにネジ部の乗り上げが発生したままキャッピングが完了してしまうと、キャップ2が容器1に対して斜めに装着される、いわゆるベレーキャップと呼ばれる装着不良が発生する。
このベレーキャップに対し、キャッピング当初はネジ部の乗り上げが発生しているものの、その後キャップ2を回転させているうちにネジ部の螺合状態が正常に戻ってしまい、そのままキャッピングが完了する場合がある。
この場合、一見すると正常にキャッピングされた良品と見分けがつかないが、ネジ部の乗り上げが発生した際に、容器1やキャップ2の一部が破損してくずが落下する恐れがある。
このため、このように一度乗り上げたネジ部が正常な螺合状態に戻り、その後正常にキャッピングがされてしまうベレー解除キャップについても、不良品として取り扱うことが望ましい。
従来、このようなベレー解除キャップを判別することは困難であったが、本発明にかかる巻き締めキャップの良否判定方法を用いることにより、ベレー解除キャップであっても高精度に判定することが可能となった。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
澁谷工業株式会社
容器搬送装置
8日前
澁谷工業株式会社
容器搬送装置
9日前
澁谷工業株式会社
容器整列装置
29日前
澁谷工業株式会社
容器移載装置
1か月前
澁谷工業株式会社
容器搬送装置
1か月前
澁谷工業株式会社
容器搬送装置
2か月前
澁谷工業株式会社
容器処理装置
2か月前
澁谷工業株式会社
容器処理システム
23日前
澁谷工業株式会社
ボンディング装置
1か月前
澁谷工業株式会社
キャッピング装置
2か月前
澁谷工業株式会社
レーザマーキング装置
2か月前
澁谷工業株式会社
パウチ・ボトル兼用グリッパ
23日前
澁谷工業株式会社
充填装置の洗浄・殺菌システム
26日前
澁谷工業株式会社
充填装置の洗浄システムおよび洗浄方法
15日前
澁谷工業株式会社
アイソレータとアイソレータの除染方法
1か月前
澁谷工業株式会社
学習データの作成方法および学習データの作成システム
14日前
個人
万能シリコン漏斗。
2か月前
靜甲株式会社
キャッパ
11か月前
株式会社タツノ
給油装置
9日前
澁谷工業株式会社
充填装置
4か月前
澁谷工業株式会社
キャッパ
8か月前
有限会社ユウアイ
内容物充填装置
16日前
個人
ボトルキャップ用開栓具
10か月前
有限会社ユウアイ
キャップ載置装置
11か月前
靜甲株式会社
キャップの巻締め機構
2か月前
株式会社サイレック
キャッパー装置
11か月前
株式会社青木製作所
タンクローリの配管装置
10か月前
個人
開封具
3か月前
富士電機株式会社
液体供給装置
10か月前
澁谷工業株式会社
キャッピング装置
7か月前
澁谷工業株式会社
キャッピング装置
2か月前
ホシザキ株式会社
飲料供給装置
7か月前
個人
液体注出補助具
2か月前
ホシザキ株式会社
飲料供給装置
7か月前
澁谷工業株式会社
キャッピングヘッド
11か月前
ホシザキ株式会社
飲料供給装置
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ