TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025075757
公報種別
公開特許公報(A)
公開日
2025-05-15
出願番号
2023187146
出願日
2023-10-31
発明の名称
包丁の製造方法
出願人
株式会社貝印刃物開発センター
代理人
弁理士法人ゆうあい特許事務所
主分類
B26B
3/00 20060101AFI20250508BHJP(切断手工具;切断;切断機)
要約
【課題】製造工程の簡略化を図ることができると共に、余剰材料の発生や粉塵の発生を抑制できる包丁の製造方法を提供する。
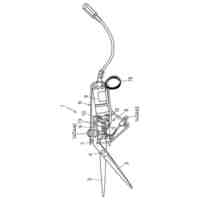
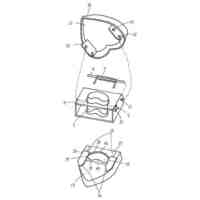
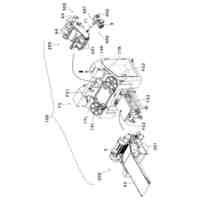
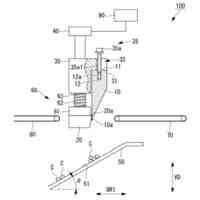
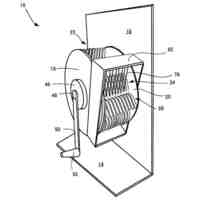
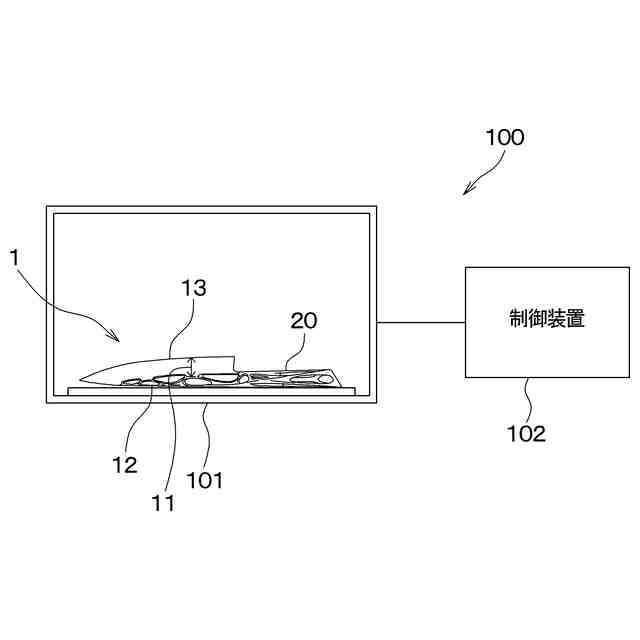
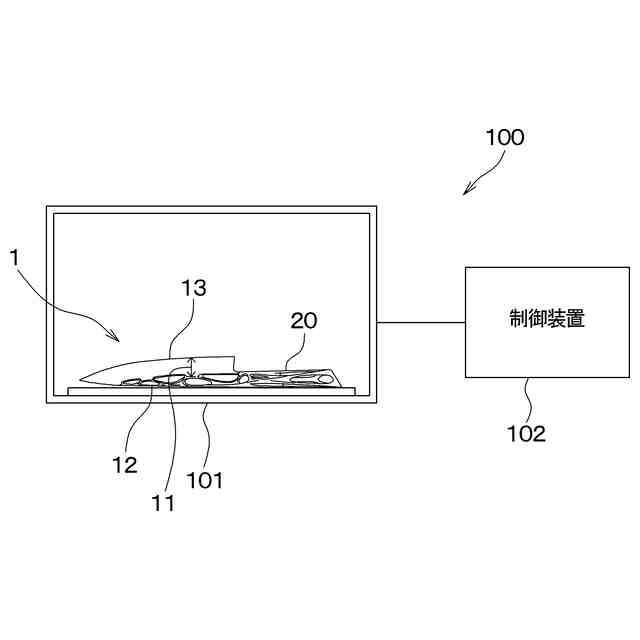
【解決手段】刃先13を含む切刃部11と該切刃部11における刃先13と反対側に位置する背部12とを含み、背部12側から刃先13に向って切刃部11の厚みが徐々に小さくなる刀身部10と、刀身部10に繋がるハンドル部20と、を有する包丁1の全体の造形を3Dプリンタ100により行う3Dプリント造形工程を実施する。
【選択図】図3
特許請求の範囲
【請求項1】
刃先(13)を含む切刃部(11)と該切刃部における前記刃先と反対側に位置する背部(12)とを含み、前記背部側から前記刃先に向って前記切刃部の厚みが徐々に小さくなる刀身部(10)と、前記刀身部に繋がるハンドル部(20)と、を有する包丁(1)の全体の造形を3Dプリンタ(100)により行う3Dプリント造形工程を含む、包丁の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
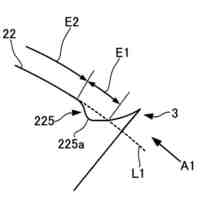
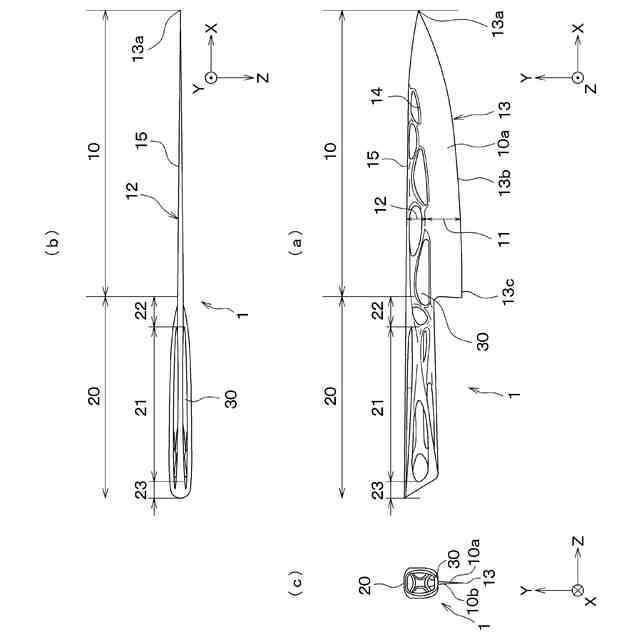
前記3Dプリント造形工程では、前記ハンドル部の一部として、柄部(21)に加えて、前記刀身部と前記柄部とを繋ぎつつ前記刀身部から前記柄部に掛けて前記刀身部の厚みから前記柄部の厚みに徐々に寸法が大きくされた柄元(22)を前記刀身部と共に造形する、請求項1に記載の包丁の製造方法。
【請求項3】
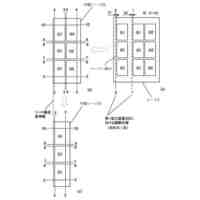
前記3Dプリント造形工程では、前記3Dプリンタにて、複数の層を前記包丁の形状に積層することで前記包丁を造形し、前記包丁における前記背部が下を向き、前記刃先が上を向くように、前記背部から前記刃先に向かって積層して前記包丁を造形する、請求項1に記載の包丁の製造方法。
【請求項4】
前記3Dプリント造形工程では、前記3Dプリンタにて、複数の層を前記包丁の形状に積層することで前記包丁を造形し、前記包丁における前記刀身部の両面のうちの一方が上を向き、他方が下を向くようにして前記包丁を造形する、請求項1に記載の包丁の製造方法。
【請求項5】
前記3Dプリント造形工程の後に、前記刃先を含む前記切刃部を研ぐ刃付け工程を含む請求項1に記載の包丁の製造方法。
【請求項6】
前記3Dプリント造形工程の後に、
前記包丁の硬化を行う熱処理工程と、
前記熱処理工程が行われた前記包丁の歪みを取る歪取工程と、
前記歪取工程が行われた前記包丁に対して、前記刃先を含む前記切刃部を研ぐ刃付け工程と、を含む請求項1に記載の包丁の製造方法。
【請求項7】
前記3Dプリント造形工程の後に、
前記包丁の硬化を行う熱処理工程と、
前記熱処理工程が行われた前記包丁の歪みを取る歪取工程と、
前記歪取工程が行われた前記包丁に対して、前記刀身部における前記切刃部の前記刃先と異なる場所の表面を粗化するショットブラスト工程と、
前記ショットブラスト工程が行われた前記包丁に対して、前記刃先を含む前記切刃部を研ぐ刃付け工程と、を含む請求項1に記載の包丁の製造方法。
【請求項8】
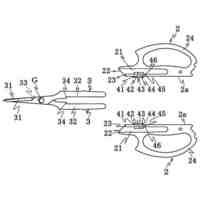
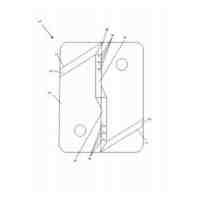
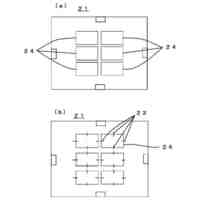
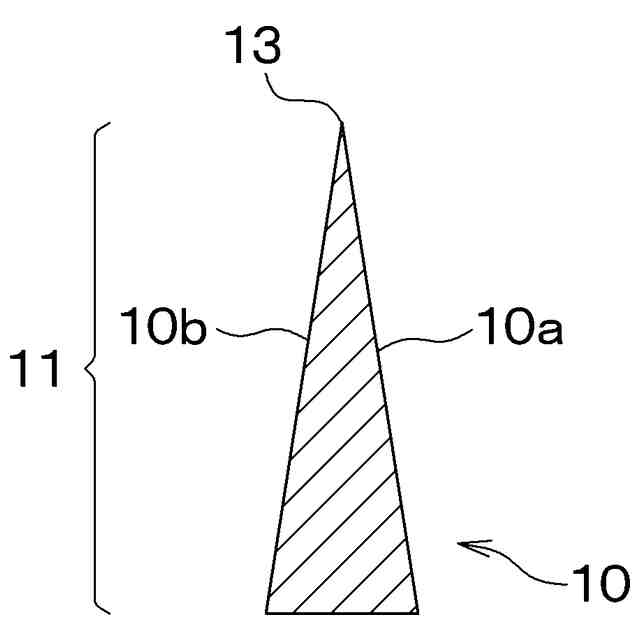
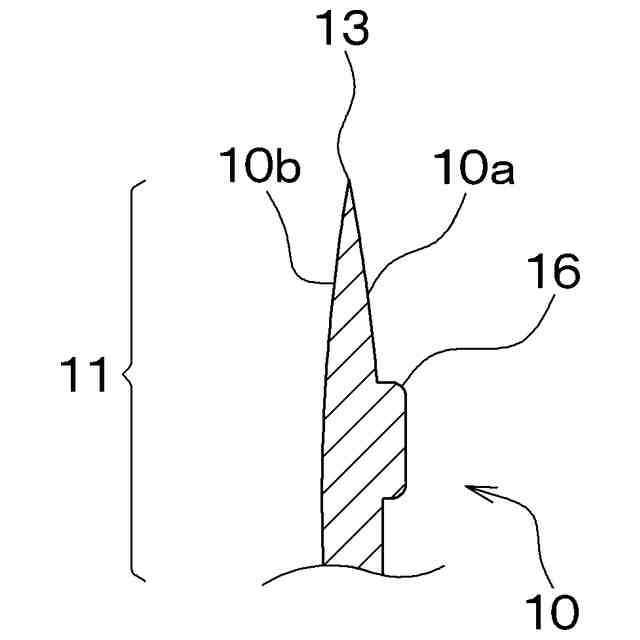
前記3Dプリント造形工程では、前記刀身部の一面側に突起状のリブ(16)を形成すると共に、前記刀身部における一面(10a)の反対側となる他面(10b)のうち前記一面における前記リブの形成位置と対応する位置および前記リブの形成位置の周囲と対応する位置が面一となるように前記包丁の造形を行う、請求項1ないし7のいずれか1つに記載の包丁の製造方法。
【請求項9】
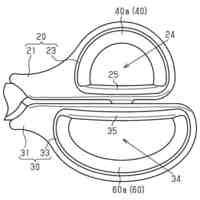
前記3Dプリント造形工程では、前記刀身部における前記切刃部の前記刃先と異なる場所と前記ハンドル部の少なくとも一方について、前記包丁の表面から窪んだ構造または貫通した構造による空洞(30)を有した立体構造とする、請求項1ないし7のいずれか1つに記載の包丁の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、包丁の製造方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
包丁は、刃先を含む金属製の刀身部に対して口金およびハンドル部が取付けられた構造とされる(例えば、特許文献1参照)。従来では、平板状の金属板をレーザ加工もしくはプレス加工したものを熱処理工程で硬化させたのち、研削研磨工程など各種工程を経て刀身部を形作り、さらに口金溶接してから、ハンドル部を組付ける仕組み工程を行うなどにより包丁を製造している。
【先行技術文献】
【特許文献】
【0003】
特開2023-042088号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の包丁の製造方法では、刀身部を形作るのに必要な工程が多いのに加えて、刀身部に口金を接続する工程、ハンドルを組付ける工程など、多くの製造工程が必要になる。また、金属板から刀身部を形作るため、刀身部として使用されなかった余剰材料が発生し、さらに刃先の形状を形成するための研削研磨工程などにおいて粉塵が多く発生する。
【0005】
本開示は、製造工程の簡略化を図ることができると共に、余剰材料の発生や粉塵の発生を抑制できる包丁の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
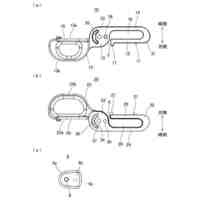
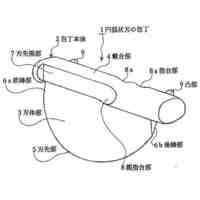
上記目的を達成するため、請求項1に記載の包丁の製造方法では、刃先(13)を含む切刃部(11)と該切刃部における刃先と反対側に位置する背部(12)とを含み、背部側から刃先に向って切刃部の厚みが徐々に小さくなる刀身部(10)と、刀身部に繋がるハンドル部(20)と、を有する包丁(1)の全体の造形を3Dプリンタ(100)により行う3Dプリント造形工程を含んでいる。
【0007】
このように、3Dプリンタを用いて、はじめから刃先が先細り形状の刀身部およびハンドル部を有する包丁の全体の造形を行うことで、従来のように各部を所望の形状にしてから組付ける場合と比較して、製造工程を少なくして簡略化することができる。また、刀身部やハンドル部を所望の形状に加工することがほぼ必要なくなり、当該加工を行う際に生じる余剰材料を無くせ、必要以上に材料を使用しなくても済むため、材料低減を図ることが可能となる。そして、はじめから刃先が先細り形状となるように刀身部の造形を行えば、粉塵の発生を抑制することが可能となる。
【0008】
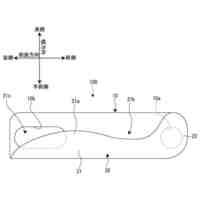
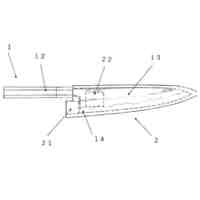
請求項2に記載の発明では、3Dプリント造形工程においては、ハンドル部の一部として、柄部(21)に加えて、刀身部と柄部とを繋ぎつつ刀身部から柄部に掛けて刀身部の厚みから柄部の厚みに徐々に寸法が大きくされた柄元(22)を刀身部と共に造形する。
【0009】
3Dプリンタを用いて包丁を造形することで、従来にない構造で包丁を造形できるため、刀身部およびハンドル部を形成する際に、柄部と刀身部とが柄元を介して繋がれる構造を同時に造形することができる。そして、刀身部から柄部に掛けて、薄板状の刀身部の厚みから柄部の厚みに徐々に寸法が大きくされるような柄元とすることで刀身部から柄部に至るまで連続的に繋がる構造を造形できる。
【0010】
請求項3に記載の発明では、3Dプリント造形工程においては、3Dプリンタにて、複数の層を包丁の形状に積層することで包丁を造形し、包丁における背部が下を向き、刃先が上を向くように、背部から刃先に向かって積層して包丁を造形する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハサミ
5日前
個人
円弧状刃の包丁
3か月前
個人
理美容はさみ
2日前
有限会社カルチエ
ナイフ
6か月前
株式会社サボテン
鋏
2か月前
個人
折り畳みナイフ
6か月前
個人
2wayコーナーパンチ
4か月前
コクヨ株式会社
ハサミ
7か月前
株式会社文創
切創抑制器具
7か月前
やおき工業株式会社
鋏
4日前
株式会社フタミ
表面処理装置
2か月前
トヨタ自動車株式会社
切断装置
5か月前
大創株式会社
打抜き部受支装置
7か月前
株式会社日本キャリア工業
食料切断装置
25日前
株式会社日本キャリア工業
食料切断装置
1か月前
株式会社日本キャリア工業
食料切断装置
1か月前
株式会社日本キャリア工業
食料切断装置
1か月前
株式会社日本キャリア工業
食料切断装置
23日前
株式会社日本キャリア工業
食料切断装置
5か月前
株式会社日本キャリア工業
食料切断装置
23日前
デュプロ精工株式会社
用紙積載装置
4か月前
鈴茂器工株式会社
棒状食材切断装置
4か月前
近畿刃物工業株式会社
切断加工用刃物
1か月前
近畿刃物工業株式会社
切断加工用刃物
16日前
西川ゴム工業株式会社
薪割り具
5か月前
THESTANDBYME合同会社
鋏
9日前
近畿刃物工業株式会社
切断加工用刃物
1か月前
株式会社ホリゾン
断裁装置
3か月前
日本協同企画株式会社
葉柄切断装置
4か月前
株式会社DIC
ヘアカット用レザー
4か月前
株式会社カネシゲ刃物
抜け止め防止付き刃物の鞘
4か月前
株式会社シーダース
プラスチック製ナイフ
5か月前
小峯セロファン株式会社
シート材加工装置
5か月前
大宮高圧有限会社
食材切断装置及び切断方法
7か月前
デュプロ精工株式会社
用紙搬送スリッタ装置
7か月前
THESTANDBYME合同会社
毛すき鋏
23日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ