TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025074348
公報種別
公開特許公報(A)
公開日
2025-05-13
出願番号
2025035369,2020192985
出願日
2025-03-06,2020-11-20
発明の名称
デバイスの製造方法
出願人
日亜化学工業株式会社
代理人
主分類
H01L
21/52 20060101AFI20250502BHJP(基本的電気素子)
要約
【課題】 被実装部材を安定して接合することができる。
【解決手段】 基体の実装面と被実装部材の接合面とを接合して基体の所定位置に被実装部材を固定するための接合材を、ノズルの先端面の外縁形状の面積が接合面の面積の75%以上であるボンディング装置のノズルから吐出し、接合材の外縁の少なくとも一部が接合面からはみ出る大きさ及び形状で実装面上に接合材を塗布する工程と、基体の所定位置に被実装部材を配し、実装面と接合面との間に挟まれた接合材の少なくとも一部を押圧によって接合面からさらにはみ出させて、被実装部材を基体に接合させる工程と、を含むデバイスの製造方法。
【選択図】 図3C
特許請求の範囲
【請求項1】
基体の実装面と被実装部材の接合面とを接合して前記基体の所定位置に被実装部材を固定するための接合材を、ノズルの先端面の外縁形状が前記接合面からはみ出ない大きさ及び形状であるボンディング装置のノズルから吐出し、前記接合材の外縁の一部のみが前記接合面からはみ出る大きさ及び形状で前記実装面上に前記接合材を塗布する工程と、
前記基体の所定位置に前記被実装部材を配し、前記実装面と前記接合面との間に挟まれた前記接合材の少なくとも一部を押圧によって前記接合面の外縁の一部以外の外縁からさらにはみ出させて、前記被実装部材を前記基体に接合させる工程と、
を含むデバイスの製造方法。
続きを表示(約 1,600 文字)
【請求項2】
前記接合材を塗布する工程において、前記接合材の外縁形状の最大長が0.5mm以上2mm以下である前記接合材を塗布する、請求項1に記載の製造方法。
【請求項3】
前記ノズルの先端面の外縁形状の面積は、前記接合面の面積の75%以上100%以下である、請求項1に記載の製造方法。
【請求項4】
前記接合面は、長辺及び短辺を有する矩形であり、
前記接合材を塗布する工程において、前記接合材の外縁は、前記接合面の対辺である二つの長辺からはみ出る大きさ及び形状であり、
前記被実装部材を前記基体に接合させる工程において、前記接合材の少なくとも一部が、押圧により、前記接合面の対辺である二つの短辺のうちの少なくとも一辺からさらにはみ出る、請求項1乃至3のいずれか一項に記載の製造方法。
【請求項5】
前記接合材を塗布する工程において、前記実装面からの厚みが50μm未満である外周領域と、前記外周領域よりも中央にあり前記実装面からの厚みが前記外周領域より大きい領域であって、かつ、最大厚みが100μm以上である中央領域と、が形成されるように前記基体上に前記接合材を塗布し、
前記被実装部材を前記基体に接合させる工程において、前記実装面の上方であって、上面視で、前記中央領域が前記被実装部材に覆われ、かつ、前記接合材の外縁の一部が前記被実装部材からはみ出る位置から前記実装面の所定位置に前記被実装部材を配置し、前記中央領域の前記接合材の一部が押圧によって前記接合面からはみ出るようにして、前記被実装部材を前記基体に接合させる
請求項1乃至4のいずれか一項に記載の製造方法。
【請求項6】
前記被実装部材を前記基体に接合させる工程において、前記中央領域の前記接合材の少なくとも一部が押圧によって、長方形の前記接合面の少なくとも対向する二つの短辺からはみ出るようにして、前記被実装部材を前記基体に接合させる、請求項5に記載の製造方法。
【請求項7】
前記接合面は、長辺及び短辺を有する矩形であり、
前記接合材を塗布する工程において、前記接合材の外縁は、前記接合面の対辺である二つの長辺からはみ出る大きさ及び形状であり、
前記被実装部材を前記基体に接合させる工程において押圧によって前記接合面の長辺からはみ出た部分の外縁は、前記接合材を塗布する工程において塗布された前記接合材の外縁よりも内側にある、請求項1乃至6のいずれか一項に記載の製造方法。
【請求項8】
前記被実装部材を前記基体に接合させる工程において押圧によって前記接合面の長辺からはみ出た部分の前記接合材の前記基体からの最大高さは、押圧によって前記接合面の長辺からはみ出た部分の外側における前記接合材の前記基体からの最大高さの、2倍以上20倍以下である、請求項7に記載の製造方法。
【請求項9】
前記接合面は、長辺及び短辺を有する矩形であり、
前記接合材を塗布する工程において、前記接合材の外縁は、前記接合面の対辺である二つの長辺からはみ出る大きさ及び形状であり、
前記被実装部材を前記基体に接合させる工程において押圧によって前記接合面の長辺からはみ出た部分の外縁は、前記接合材を塗布する工程において塗布された前記接合材の外縁よりも外側にある、請求項1乃至6のいずれか一項に記載の製造方法。
【請求項10】
前記接合材を塗布する工程において塗布され前記接合面の長辺からはみ出る前記接合材の外縁の前記接合面の長辺からの最大距離は、前記被実装部材を前記基体に接合させる工程において押圧によって前記接合面の長辺からはみ出た部分の外縁の前記接合面の長辺からの最大距離の1倍を超え、かつ、3倍以下である、請求項9に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発光装置などのデバイスの製造方法、又は、発光装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
例えば、半導体チップを基体上の所定の位置に固定するときに接合材が利用される。特許文献1には、接合材が、半導体チップの上面に這い上がる現象などに配慮し、ペースト状の接合材を使用して、塗布厚さが半導体チップの厚さよりも薄くなるように接合材を転写する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
WO2011/121756
【発明の概要】
【発明が解決しようとする課題】
【0004】
半導体チップなど、実装される対象となる被実装部材を安定して接合する方法には、なお工夫の余地がある。
【課題を解決するための手段】
【0005】
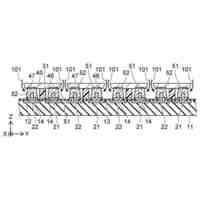
実施形態に開示されるデバイスの製造方法は、基体の実装面と被実装部材の接合面とを接合して前記基体の所定位置に被実装部材を固定するための接合材を、ノズルの先端面の外縁形状の面積が前記接合面の面積の75%以上であるボンディング装置のノズルから吐出し、前記接合材の外縁の少なくとも一部が前記接合面からはみ出る大きさ及び形状で前記実装面上に前記接合材を塗布する工程と、前記基体の所定位置に前記被実装部材を配し、前記実装面と前記接合面との間に挟まれた前記接合材の少なくとも一部を押圧によって前記接合面からさらにはみ出させて、前記被実装部材を前記基体に接合させる工程と、を含む。
【0006】
また、実施形態に開示される発光装置は、発光素子と、上面に前記発光素子が配置され、150μm以上500μm以下の厚みを有するサブマウントと、前記サブマウントが実装される基体と、前記サブマウントと前記基体の間に設けられた介在部分と、前記サブマウントからはみ出たはみ出し部分と、を有し、前記はみ出し部分において少なくとも一部に二段形状が形成されている接合部と、を備え、断面視で、前記接合部は、二段形状における上段の最外点は、上段と下段の連結点よりも外側かつ上方に位置し、上段の頂点は、前記サブマウントの側面から離れた位置にある。
【発明の効果】
【0007】
発光装置などのデバイスの製造において、被実装部材を安定して接合することができる。または、発光装置などのデバイスを、安定した品質で提供することができる。
【図面の簡単な説明】
【0008】
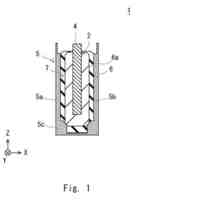
図1は、実施形態に係る接合方法のフロー図である。
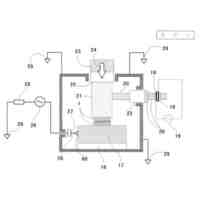
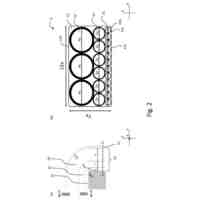
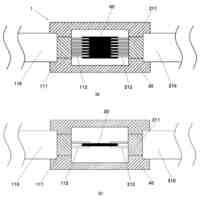
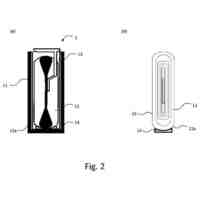
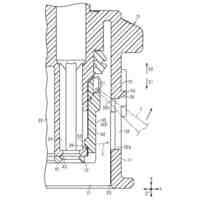
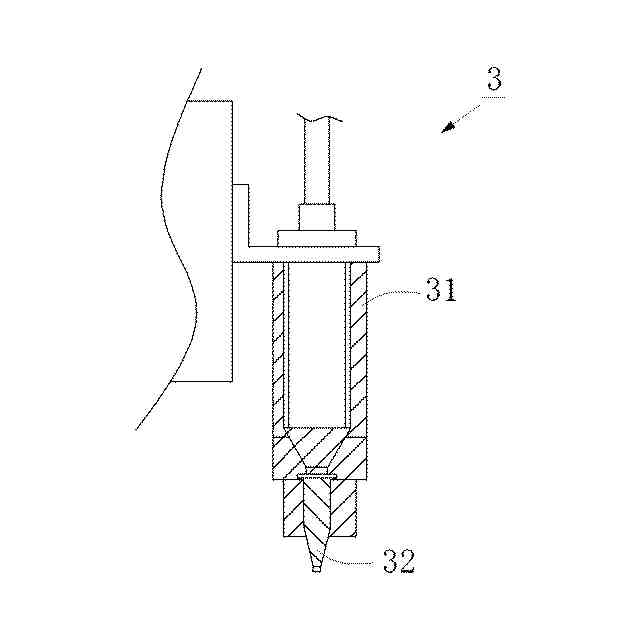
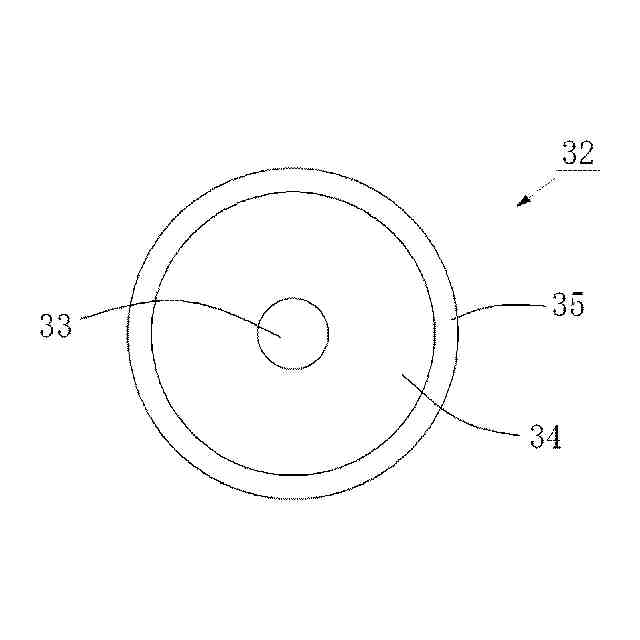
図2Aは、実施形態に係るボンディング装置の概略図である。
図2Bは、実施形態に係るボンディング装置のノズルの平面図である。
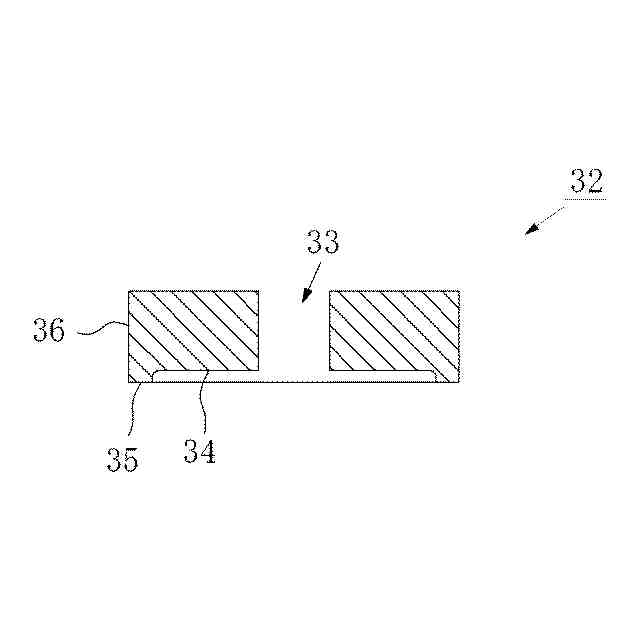
図2Cは、実施形態に係るボンディング装置のノズルの断面図である。
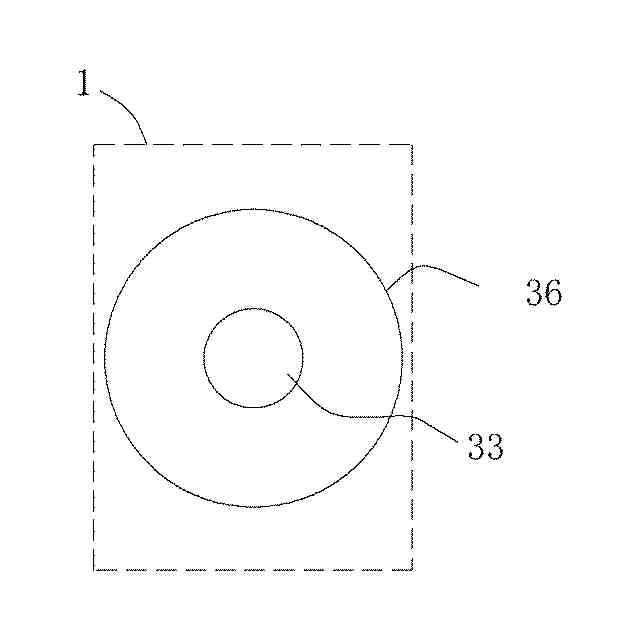
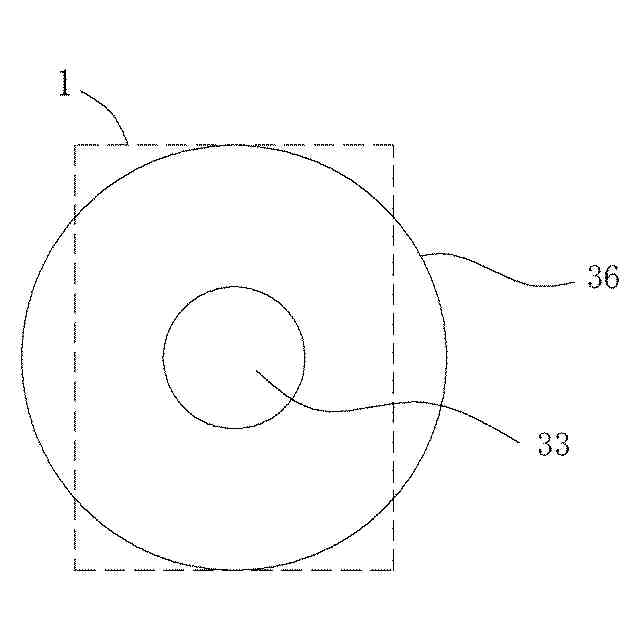
図3Aは、実施形態に係る接合方法において、接合材を塗布する位置と、被実装部材が配される位置との位置関係の一例を説明するための上面図である。
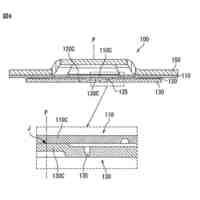
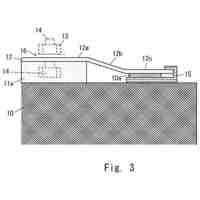
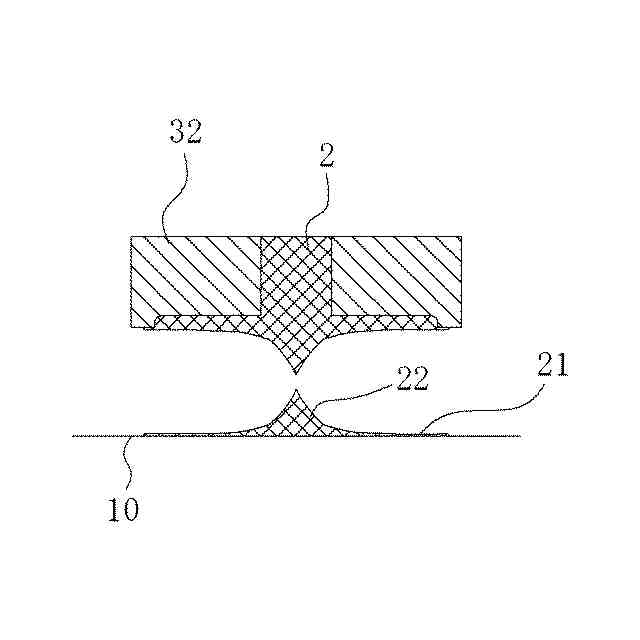
図3Bは、実施形態に係る接合方法において、ボンディング装置によって接合材を塗布するときの様子の一例を説明するための断面図である。
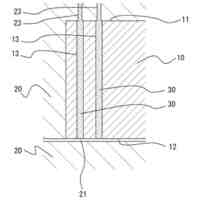
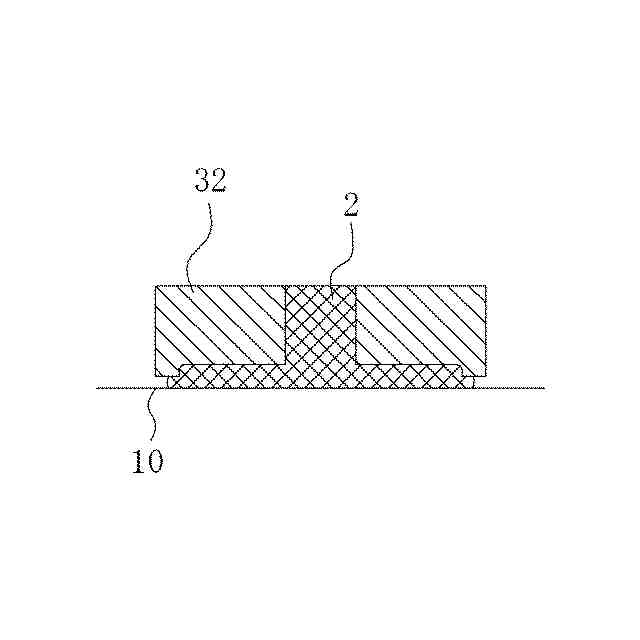
図3Cは、実施形態に係る接合方法において、ボンディング装置によって基体に塗布された接合材の様子の一例を説明するための断面図である。
図3Dは、実施形態に係る接合方法において、ボンディング装置によって基体に塗布された接合材の様子の一例を説明するための上面図である。
図3Eは、実施形態に係る接合方法において、接合材を塗布する位置と、被実装部材が配される位置との位置関係の他の一例を説明するための上面図である。
図3Fは、実施形態に係る接合方法において、ボンディング装置によって基体に塗布された接合材の様子の他の一例を説明するための上面図である。
図3Gは、実施形態に係る接合方法において、ボンディング装置によって基体に塗布された接合材の様子の他の一例を説明するための上面図である。
図3Hは、実施形態に係る接合方法において、接合材を塗布する位置と、被実装部材が配される位置との位置関係の他の一例を説明するための上面図である。
図3Iは、実施形態に係る接合方法において、接合材を塗布する位置と、被実装部材が配される位置との位置関係の他の一例を説明するための上面図である。
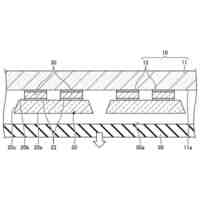
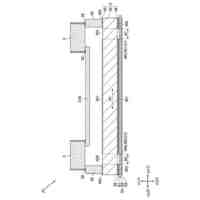
図4Aは、実施形態に係る接合方法によって、被実装部材が基体に接合された様子の一例を説明するための側面図である。
図4Bは、実施形態に係る接合方法によって、被実装部材が基体に接合された様子の他の一例を説明するための側面図である。
図5Aは、従来の接合方法において、ボンディング装置によって基体に塗布された接合材の様子の一例を説明するための上面図である。
図5Bは、従来の接合方法において、ボンディング装置によって基体に塗布された接合材の様子の一例を説明するための断面図である。
図5Cは、従来の接合方法によって、被実装部材が基体に接合された様子の一例を説明するための側面図である。
図6は、接合材の塗布量について、従来の接合方法と実施形態に係る接合方法とを比較したグラフである。
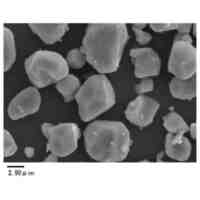
図7Aは、被実装部材が安定して接合していた場合の、被実装部材を基体から剥がした状態の一例を表す画像である。
図7Bは、被実装部材が安定して接合していなかった場合の、被実装部材を基体から剥がした状態の一例を表す画像である。
図8Aは、実施形態にかかる接合方法によって接合された状態の一例を表す画像である。
図8Cは、実施形態にかかる接合方法によって接合された状態の他の一例を表す画像である。
図8Cは、従来の接合方法によって接合された状態の一例を表す画像である。
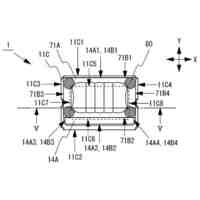
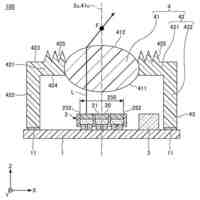
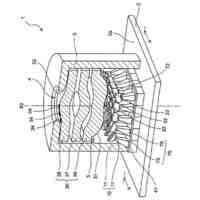
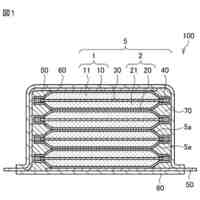
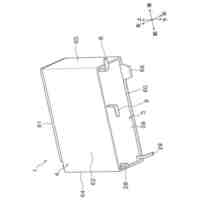
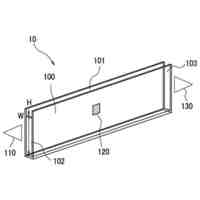
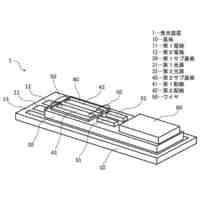
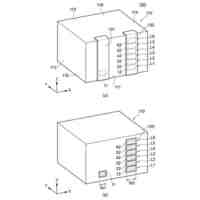
図9は、実施形態に係る発光装置の斜視図である。
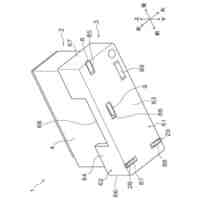
図10は、実施形態に係る発光装置の上面図である。
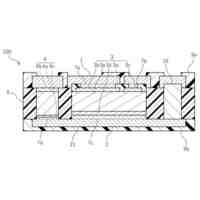
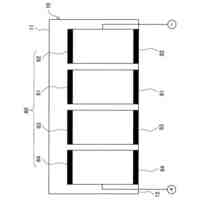
図11は、実施形態に係る発光装置の内部構造を説明するための上面図である。
【発明を実施するための形態】
【0009】
本明細書または特許請求の範囲において、三角形や四角形などの多角形に関しては、多角形の隅に角丸め、面取り、角取り、丸取り等の加工が施された形状も含めて、多角形と呼ぶものとする。また、隅(辺の端)に限らず、辺の中間部分に加工が施された形状も同様に、多角形と呼ぶものとする。つまり、多角形をベースに残しつつ、部分的な加工が施された形状は、本明細書及び特許請求の範囲で記載される“多角形”の解釈に含まれるものとする。
【0010】
また、多角形に限らず、台形や円形や凹凸など、特定の形状を表す言葉についても同様である。また、その形状を形成する各辺を扱う場合も同様である。つまり、ある辺において、隅や中間部分に加工が施されていたとしても、“辺”の解釈には加工された部分も含まれる。なお、部分的な加工のない“多角形”や“辺”を、加工された形状と区別する場合は“厳密な”を付して、例えば、“厳密な四角形”などと記載するものとする。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日亜化学工業株式会社
発光装置
13日前
日亜化学工業株式会社
発光装置の製造方法
13日前
日亜化学工業株式会社
窒化物半導体発光素子
3日前
日亜化学工業株式会社
磁石ユニット及びその製造方法
6日前
日亜化学工業株式会社
発光モジュール、およびスマートフォン
6日前
日亜化学工業株式会社
光源装置
6日前
日亜化学工業株式会社
デバイスの製造方法
2日前
日亜化学工業株式会社
発光モジュール及びその製造方法
6日前
日亜化学工業株式会社
非水系電解質二次電池用正極活物質の製造方法
2日前
日亜化学工業株式会社
非水電解質二次電池用正極活物質及びその製造方法
2日前
個人
超音波接合
29日前
甲神電機株式会社
変流器
6日前
APB株式会社
二次電池
今日
ローム株式会社
半導体装置
2日前
オムロン株式会社
電磁継電器
14日前
オムロン株式会社
電磁継電器
14日前
株式会社GSユアサ
蓄電装置
13日前
株式会社FLOSFIA
半導体装置
1か月前
太陽誘電株式会社
全固体電池
1日前
キヤノン株式会社
無線通信装置
1か月前
トヨタ自動車株式会社
集合導線
2日前
シチズン電子株式会社
発光装置
28日前
日本特殊陶業株式会社
保持装置
13日前
日星電気株式会社
ケーブルの接続構造
1か月前
トヨタ自動車株式会社
二次電池
28日前
トヨタ自動車株式会社
二次電池
1日前
株式会社村田製作所
電池
1か月前
株式会社村田製作所
電池
1か月前
株式会社村田製作所
電池
1か月前
株式会社バンダイ
電池収容構造及び玩具
13日前
トヨタバッテリー株式会社
組電池
22日前
住友電装株式会社
コネクタ
1か月前
TDK株式会社
コイル部品
21日前
住友電装株式会社
コネクタ
21日前
APB株式会社
二次電池セルの製造方法
今日
株式会社プロテリアル
シート状磁性部材
7日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ