TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025071535
公報種別
公開特許公報(A)
公開日
2025-05-08
出願番号
2023181782
出願日
2023-10-23
発明の名称
T字形状プレス部品のプレス成形法及びT字形状プレス成形部品
出願人
豊田鉄工株式会社
代理人
弁理士法人岡田国際特許事務所
主分類
B21D
22/26 20060101AFI20250428BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】第1プレス成形工程において、第2部品形成部における平板状形態箇所のプレス成形面の長さを長くすることにより、第2部品成形部にシワが発生するのを防止ないし抑制する。
【解決手段】
センターピラー10等のT字形状プレス成形部品Xのプレス成形法は、第1プレス成形工程と、第2プレス成形工程を有して成形される。そして、第1プレス成形工程において、T字形状プレス成形部品Xにおける第1部品形成部Aの端部から当該第1部品形成部Aを第2部品形成部B方向に延長した領域の第2部品形成部Bの特定領域範囲Yを、第1部品形成部Aの天板部24の高さ位置より上方に突出した高さの凸形状形態としてプレス成形する。
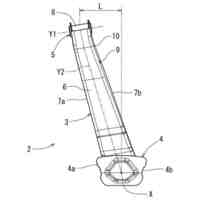
【選択図】図8
特許請求の範囲
【請求項1】
T字形状プレス部品は、天板部と側板部とフランジ部とを有して形成されるハット型断面形状が長尺状に配設されて形成される第1部品形成部と、当該第1部品形成部の端部に当該第1部品形成部に対して交差する方向に平板状形態で配置され、当該第1部品形成部に一体的に連続して形成され、前記平板状形態の形成位置は前記第1部品形成部におけるハット型断面形状の天板部の位置より突出した位置とされる第2部品形成部と、を有して形成されており、
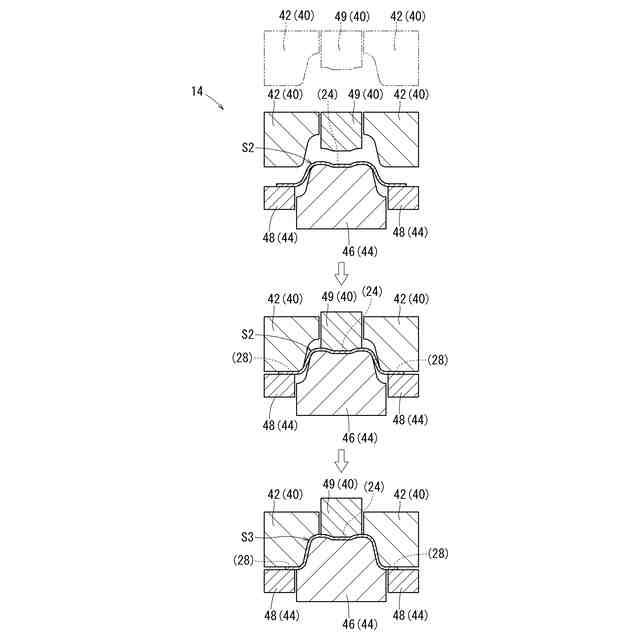
前記T字形状プレス部品は、少なくとも、第1プレス成形工程と、第2プレス成形工程を有して成形されるプレス成形法であって、
前記第1プレス成形工程において、前記T字形状プレス部品における前記第1部品形成部の端部から当該第1部品形成部を前記第2部品形成部方向に延長した領域の前記第2部品形成部の特定領域範囲を、前記第1部品形成部の天板部の高さ位置より上方に突出した高さの凸形状形態としてプレス成形する、T字形状プレス部品のプレス成形法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載のT字形状プレス部品のプレス成形法であって、
前記第1プレス成形工程において、前記第2部品形成部の特定領域範囲に設定される凸形状形態の形成高さは、前記第2プレス成形工程でプレス成形される第2部品形成部の平板状形態の形成高さより低い高さとされている、T字形状プレス部品のプレス成形法。
【請求項3】
請求項2に記載のT字形状プレス部品のプレス成形法であって、
前記第2プレス成形工程のプレス成形において、前記第1部品形成部の端部から第2部品形成部への接続部の登り傾斜面位置に追加凸形状形態を設定してプレス成形する、T字形状プレス部品のプレス成形法。
【請求項4】
請求項3に記載のT字形状プレス部品のプレス成形法であって、
前記第1部品形成部の端部から第2部品形成部への接続部の登り傾斜面位置に設定する追加凸形状形態は、前記接続部位置における前記第1部品形成部における天板の両側位置である、T字形状プレス部品のプレス成形法。
【請求項5】
請求項1~請求項4のいずれかの請求項に記載のT字形状プレス部品のプレス成形法であって、
前記T字形状プレス部品は、自動車の側部骨格を形成するセンターピラーの上部位置形成部材である、T字形状プレス部品のプレス成形法。
【請求項6】
天板部と側板部とフランジ部とを有して形成されるハット型断面形状が長尺状に配設されて形成される第1部品形成部と、当該第1部品形成部の端部に当該第1部品形成部に対して交差する方向に平板状形態で配置され、当該第1部品形成部に一体的に連続して形成され、前記平板状形態の形成位置は前記第1部品形成部におけるハット型断面形状の天板部の位置より突出した位置とされる第2部品形成部と、を有した形態であり、
前記第1部品形成部の端部から第2部品形成部への接続部の登り傾斜面位置に追加凸形状形態が形成されている、T字形状プレス成形部品。
【請求項7】
請求項6に記載のT字形状プレス成形部品であって、
前記第1部品形成部の端部から第2部品形成部への接続部の登り傾斜面位置に形成する追加凸形状形態は、前記接続部位置における前記第1部品形成部における天板の両側位置である、T字形状プレス成形部品。
発明の詳細な説明
【技術分野】
【0001】
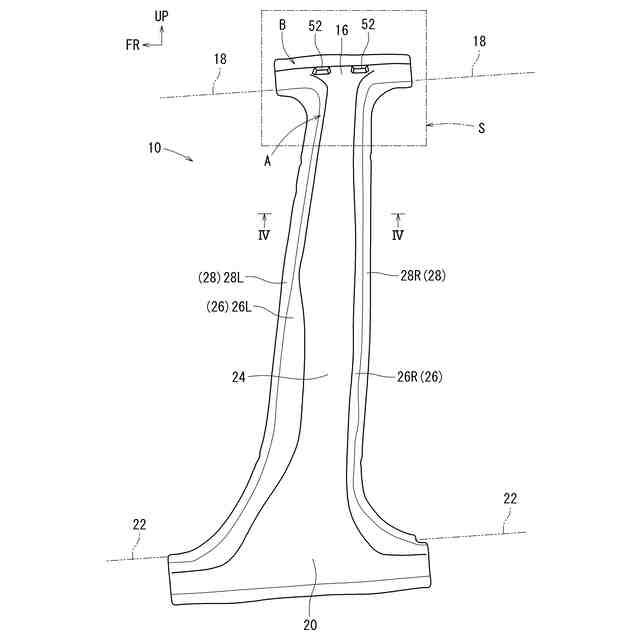
本発明は、T字形状プレス部品のプレス成形法及びT字形状プレス成形部品に関する。特に、本発明は、自動車の側部骨格を形成するセンターピラーの上部位置形成部材であるT字形状プレス成形部品を対象とする。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
自動車等車両の骨格を形成する部材としてT字形状プレス成形部品がある。例えば、自動車の側部骨格を形成するセンターピラーの上部位置形成部材がT字形状プレス成形部品となっている。
【0003】
センターピラーの上部位置形成部材のT字形状プレス成形部品は、通常、自動車の側部骨格において、次のような形態として配置されている。すなわち、T字形状プレス成形部品は、縦方向(車両の高さ方向)に配置される第1部品形成部と、水平方向(車両の前後方向)に配置される第2部品形成部とがT字形状に一体的に接続形成されて配置される。
【0004】
第1部品形成部は、天板部と側板部とフランジ部とから成るハット型断面形状が車両の高さ方向(縦方向)に配設される部材であり、長尺状形状として配設される。この場合、ハット型断面形状の天板部が車両の幅方向外方位置となるように配設される。
【0005】
第2部品形成部は、前述の長尺状形状の第1部品形成部の端部に該第1部品形成部に対して交差する方向に平板状形態で配置される部材である。そして、第2部品形成部は第1部品形成部に一体的に連続して形成されるが、第2部品形成部の平板状形態の形成位置は第1部品形成部におけるハット型断面形状の天板部の位置より突出した位置とされている。
【0006】
すなわち、第1部品形成部と第2部品形成部の接続部位置における両形成部の配設状態は、第2部品形成部の平板状形態の位置が、第1部品形成部のハット型断面形状の天板部の位置より、車両幅方向で見て、幅方向外側に突出した位置関係として配設されている。
【0007】
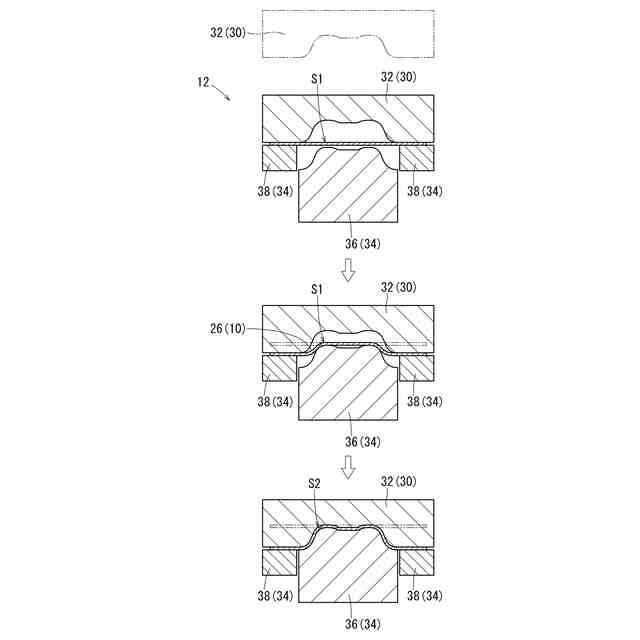
上記のようなT字形状プレス成形部品は、通常、第1プレス成形工程の絞り工程と、第2プレス成形工程の曲げ工程もしくはパッド絞り(つかみ曲)工程を有してプレス成形される。このプレス成形において、T字形状のプレス成形部品では、プレス成形面にプレス成形により、シワの発生を生じることがある。このため、第1プレス成形工程の絞り工程において、第1部品形成部における第2部品形成部との接続部近辺領域に凸部形状(小山の余肉形状)を形成してプレス成形する成形法が提案されている(下記特許文献1参照)。これにより、第1プレス成形工程の絞り成形におけるプレス加工面の線長をかせいで、シワが発生するのを防止ないし抑制している。
【先行技術文献】
【特許文献】
【0008】
特開2019-13952号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、上述した第1部品形成部の絞り成形では、第1プレス成形工程の絞り工程において、第2部品形成部における平板状形態箇所にシワの発生が生じる問題がある。これは第1部品形成部と第2部品形成部の車両前後方向の断面におけるプレス成形面の線長差によるものであることに本発明者は着目した。そして、本発明者は、シワが発生した場合には製品の品質を満たすことができないことに留意した。
【0010】
而して、本発明は上述した点に鑑みて創案されたものであって、本発明が解決しようとする課題は、第1プレス成形工程において、第2部品形成部における平板状形態箇所のプレス成形面の長さを長くすることにより、第2部品成形部にシワが発生するのを防止ないし抑制することにある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
豊田鉄工株式会社
金型
1日前
豊田鉄工株式会社
小型車両
22日前
豊田鉄工株式会社
コイル部品
1か月前
豊田鉄工株式会社
バッテリ装置
1か月前
豊田鉄工株式会社
キャリーカート
1か月前
豊田鉄工株式会社
車両用操作ペダル
1か月前
豊田鉄工株式会社
重ね合わせ複合部品の製造方法
2か月前
豊田鉄工株式会社
レーザー照射溶接装置のエアー供給装置
1か月前
個人
棒鋼連続引抜装置
4か月前
個人
ヘッダー加工機
1か月前
株式会社プロテリアル
鍛造装置
6か月前
トヨタ自動車株式会社
金型装置
6か月前
株式会社オプトン
曲げ加工装置
4か月前
日東精工株式会社
中空軸部品の製造方法
1か月前
日伸工業株式会社
プレス加工装置
1か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
22日前
トヨタ紡織株式会社
プレス金型
3か月前
株式会社西田製作所
パンチャーヘッド
2か月前
トヨタ紡織株式会社
プレス装置
2か月前
工機ホールディングス株式会社
ニブラ
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
日産自動車株式会社
逐次成形方法
5か月前
株式会社アマダ
曲げ加工機
1か月前
トヨタ自動車株式会社
打ち抜き加工方法
2か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社トラバース
パンチング加工装置
3か月前
株式会社TMEIC
監視装置
3か月前
ユニオンツール株式会社
転造ダイスセット
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
1か月前
トヨタ紡織株式会社
プレス金型装置
2か月前
株式会社三明製作所
転造装置
6か月前
加藤軽金属工業株式会社
押出材の加工装置
4か月前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社カネミツ
筒張出部形成方法
6か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ