TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025077675
公報種別
公開特許公報(A)
公開日
2025-05-19
出願番号
2023190052
出願日
2023-11-07
発明の名称
重ね合わせ複合部品の製造方法
出願人
豊田鉄工株式会社
代理人
個人
主分類
B32B
3/18 20060101AFI20250512BHJP(積層体)
要約
【課題】容易に形成することのできる重ね合わせ複合部品および同重ね合わせ複合部品の製造方法を提供する。
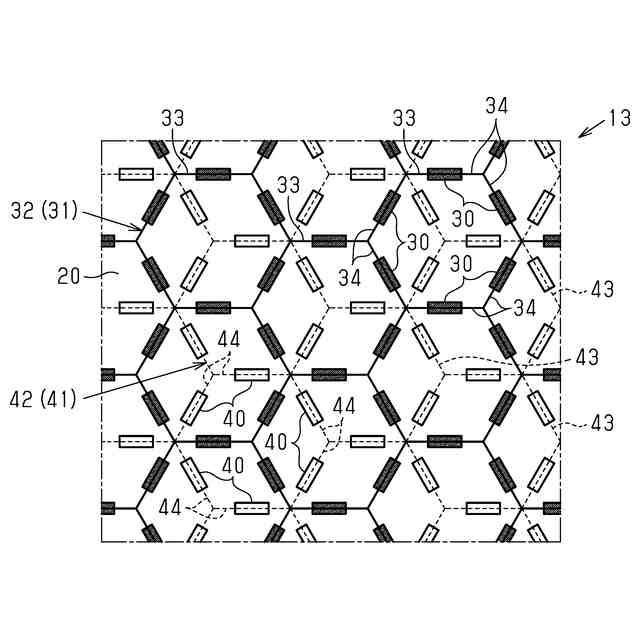
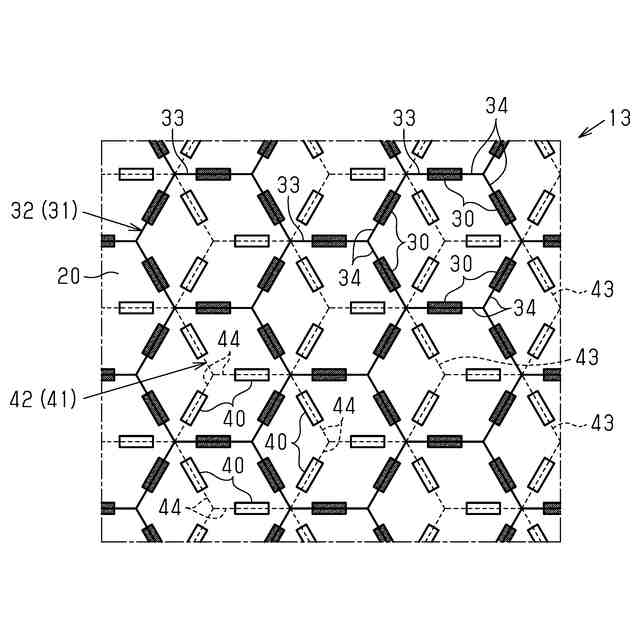
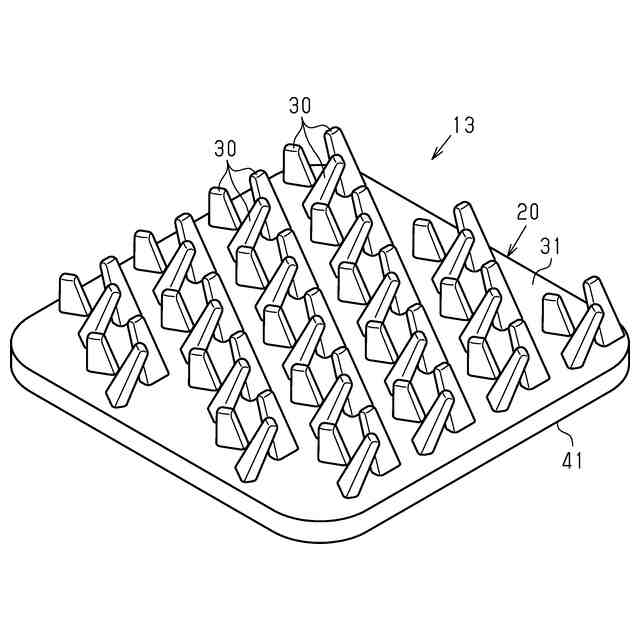
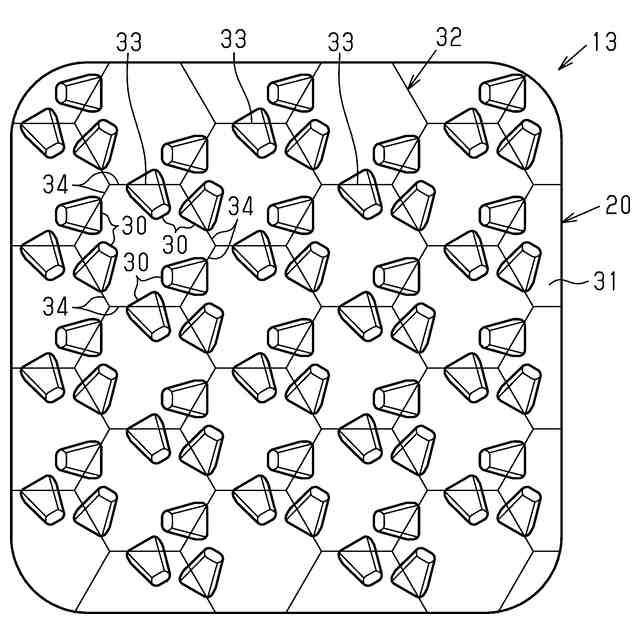
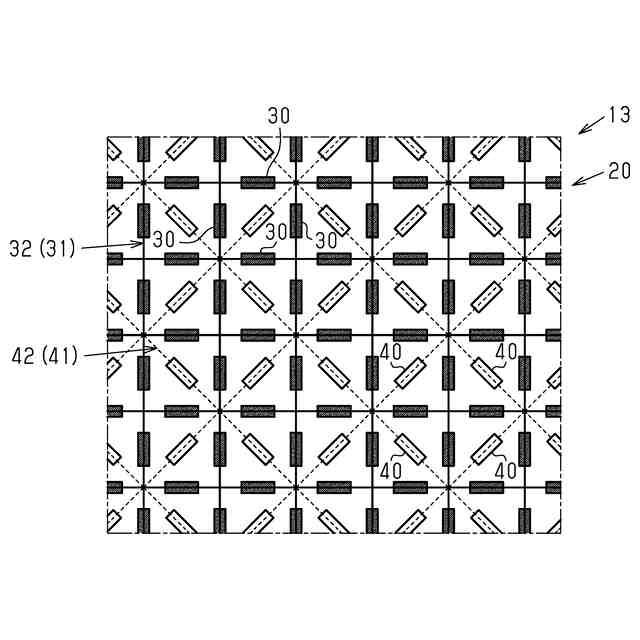
【解決手段】重ね合わせ複合部品は、基材、表皮材、中間部材13が重ね合わされることで形成されている。中間部材13は、軟質樹脂材料により形成されるとともに基材と表皮材との間に設けられる。中間部材13は、板状のベース部20と、ベース部20における基材に対向する第1面31から突出する複数の第1突起30と、ベース部20における表皮材に対向する第2面41から突出する複数の第2突起40とを有する。第1突起30および第2突起40は、第1面31における第1突起30の基端部分と第2面41における第2突起40の基端部分とがベース部20の厚さ方向において重ならないように配置されている。
【選択図】図1
特許請求の範囲
【請求項1】
基材と、前記基材を覆う表皮材と、軟質樹脂材料により形成されるとともに前記基材と前記表皮材との間に設けられる中間部材と、を備え、前記基材および前記中間部材および前記表皮材が重ね合わされてなる重ね合わせ複合部品であって、
前記中間部材は、板状のベース部と、前記ベース部における前記基材に対向する第1面から突出する複数の第1突起と、前記ベース部における前記表皮材に対向する第2面から突出する複数の第2突起と、を有し、
前記第1突起および前記第2突起は、前記第1面における前記第1突起の基端部分と前記第2面における前記第2突起の基端部分とが前記ベース部の厚さ方向において重ならないように配置されている、
重ね合わせ複合部品。
続きを表示(約 1,200 文字)
【請求項2】
前記第1面に設定されて多角形格子をなす仮想線を第1仮想格子とするとともに、前記第2面に設定されて多角形格子をなす仮想線を第2仮想格子とするとき、
前記第1仮想格子および前記第2仮想格子は、前記第1仮想格子の多角形格子を構成する第1多角形の辺の少なくとも一部と、前記第2仮想格子の多角形格子を構成する第2多角形の辺の少なくとも一部と、が前記中間部材の延在方向にずれる態様で設定されており、
前記第1突起は、前記第1多角形の辺にあたる位置に設けられており、
前記第2突起は、前記第2多角形の辺にあたる位置に設けられている、
請求項1に記載の重ね合わせ複合部品。
【請求項3】
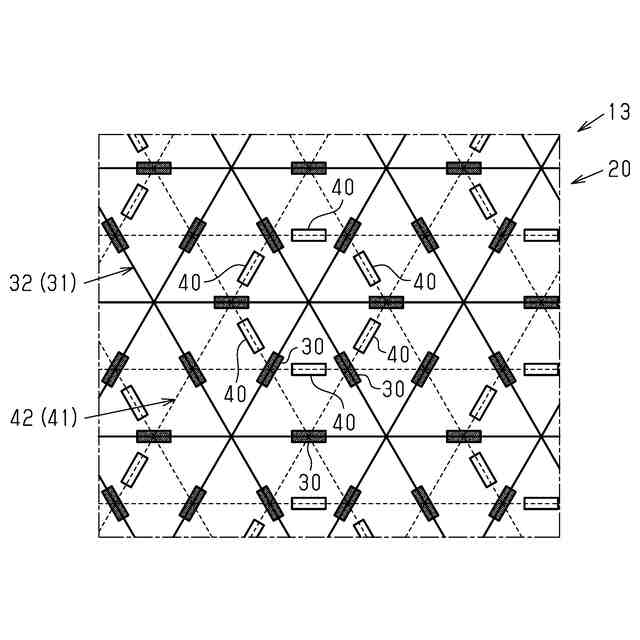
前記第1仮想格子および前記第2仮想格子は、各々が正六角形格子をなす仮想線であり、且つ、正六角形状をなす前記第1多角形の大きさと正六角形状をなす前記第2多角形の大きさとが同一になるとともに前記第1多角形の中心と前記第2多角形の角とが前記厚さ方向において重なるように設定されている、
請求項2に記載の重ね合わせ複合部品。
【請求項4】
前記ベース部の延在方向において延在して多角形格子をなす仮想線を仮想格子とするとき、
前記第1突起および前記第2突起は、前記厚さ方向から見て、前記第1突起の基端部分と前記第2突起の基端部分との間に前記仮想格子を構成する多角形の辺を挟むように配置されている、
請求項1に記載の重ね合わせ複合部品。
【請求項5】
基材と、前記基材を覆う表皮材と、軟質樹脂材料により形成されるとともに前記基材と前記表皮材との間に設けられる中間部材と、を備え、
前記中間部材は、板状のベース部と、前記ベース部における前記基材に対向する第1面から突出する複数の第1突起と、前記ベース部における前記表皮材に対向する第2面から突出する複数の第2突起と、を有し、
前記第1突起および前記第2突起は、前記第1面における前記第1突起の基端部分と前記第2面における前記第2突起の基端部分とが前記ベース部の厚さ方向において重ならないように配置され、
前記基材および前記中間部材および前記表皮材が重ね合わされてなる重ね合わせ複合部品の製造方法であって、
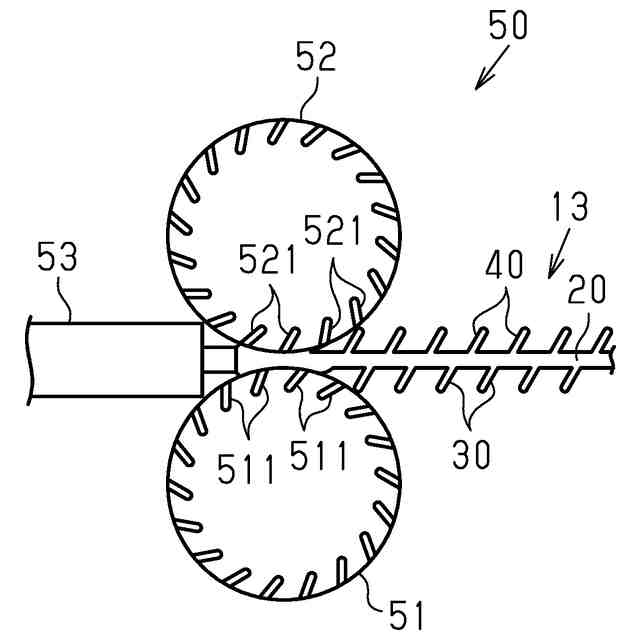
前記中間部材を成形する成形装置としては、外周面が前記第1突起を成形するための第1孔を有する第1加工ロールと、外周面が前記第2突起を成形するための第2孔を有する第2加工ロールと、が外周面同士が対向配置された状態で回転駆動されるものが用いられ、
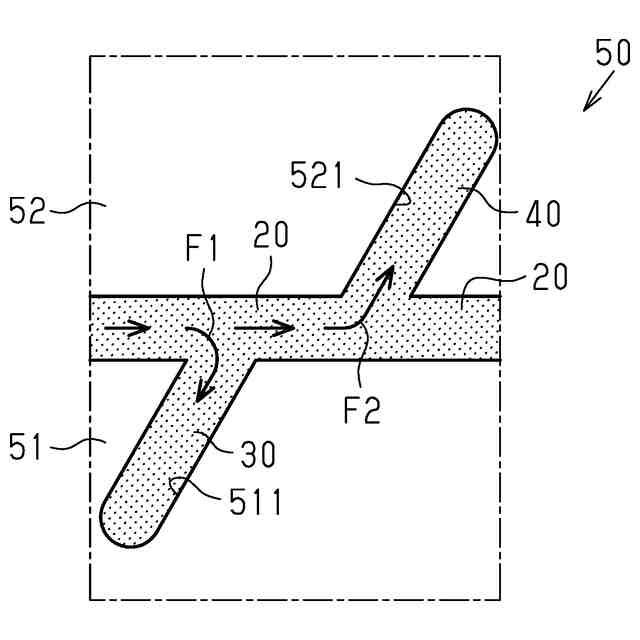
前記第1加工ロールおよび前記第2加工ロールを回転駆動した状態で、前記第1加工ロールの外周面と前記第2加工ロールの外周面との間に溶融樹脂材料を送り込むことで、前記中間部材を押出成形する、
重ね合わせ複合部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、重ね合わせ複合部品および重ね合わせ複合部品の製造方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、基材と、同基材に向かって突出するとともに撓み変形可能にされた複数の突起を有する表皮材とを備える重ね合わせ複合部品が開示されている。この複合部品では、表皮材が基材に向かって押し込まれると、複数の突起の少なくとも一部が基材と接触するとともに撓み変形する。そのため、使用者に対して、発泡ウレタンなどの発泡材が埋め込まれた複合部品に似た感触を提示することができる。
【先行技術文献】
【特許文献】
【0003】
特開2021-112931号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
重ね合わせ複合部品として、基材と表皮材との間に、板状のベース部と同ベース部の両面に設けられる複数の突起とを有する中間部材が設けられたものを採用することが考えられる。この複合部品によれば、上記感触の設定についての自由度が高くなる。しかしながら、この場合には、中間部材の構造が両面に複数の突起を有する複雑な形状になってしまう。そのため、成形装置を用いて中間部材を成形する場合に、ショートショットが発生し易くなるなど、中間部材の形成に際して不具合が発生し易くなる。
【課題を解決するための手段】
【0005】
上記課題を解決するための重ね合わせ複合部品は、基材と、前記基材を覆う表皮材と、軟質樹脂材料により形成されるとともに前記基材と前記表皮材との間に設けられる中間部材と、を備え、前記基材および前記中間部材および前記表皮材が重ね合わされてなる重ね合わせ複合部品であって、前記中間部材は、板状のベース部と、前記ベース部における前記基材に対向する第1面から突出する複数の第1突起と、前記ベース部における前記表皮材に対向する第2面から突出する複数の第2突起と、を有し、前記第1突起および前記第2突起は、前記第1面における前記第1突起の基端部分と前記第2面における前記第2突起の基端部分とが前記ベース部の厚さ方向において重ならないように配置されている。
【0006】
前記課題を解決するための重ね合わせ複合部品の製造方法は、基材と、前記基材を覆う表皮材と、軟質樹脂材料により形成されるとともに前記基材と前記表皮材との間に設けられる中間部材と、を備え、前記中間部材は、板状のベース部と、前記ベース部における前記基材に対向する第1面から突出する複数の第1突起と、前記ベース部における前記表皮材に対向する第2面から突出する複数の第2突起と、を有し、前記第1突起および前記第2突起は、前記第1面における前記第1突起の基端部分と前記第2面における前記第2突起の基端部分とが前記ベース部の厚さ方向において重ならないように配置され、前記基材および前記中間部材および前記表皮材が重ね合わされてなる重ね合わせ複合部品の製造方法であって、前記中間部材を成形する成形装置としては、外周面が前記第1突起を成形するための第1孔を有する第1加工ロールと、外周面が前記第2突起を成形するための第2孔を有する第2加工ロールと、が外周面同士が対向配置された状態で回転駆動されるものが用いられ、前記第1加工ロールおよび前記第2加工ロールを回転駆動した状態で、前記第1加工ロールの外周面と前記第2加工ロールの外周面との間に溶融樹脂材料を送り込むことで、前記中間部材を押出成形する。
【図面の簡単な説明】
【0007】
第1実施形態の重ね合わせ複合部品について中間部材における第1突起および第2突起の配置態様を示す模式図である。
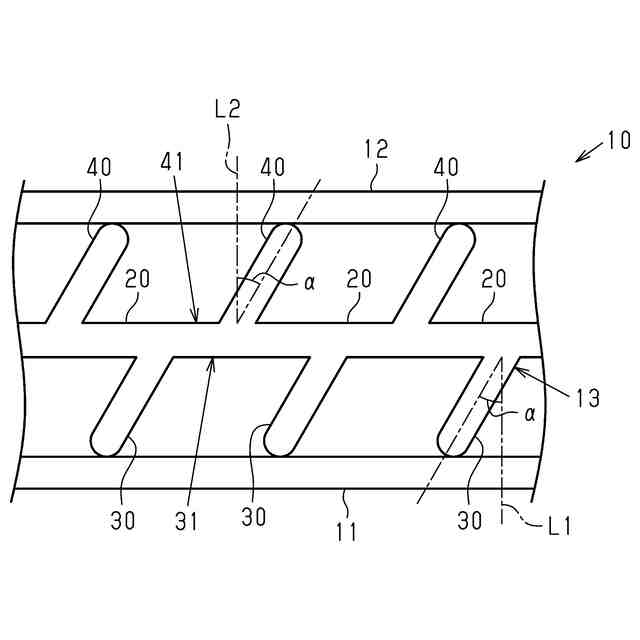
第1実施形態の重ね合わせ複合部品の断面構造を模式的に示す断面図である。
第1実施形態の中間部材の第1面側を示す斜視図である。
第1実施形態の中間部材の第1面側を示す平面図である。
第1実施形態の中間部材の形成に用いる成形装置を示す略図である。
第1実施形態の作用を説明するための作用図である。
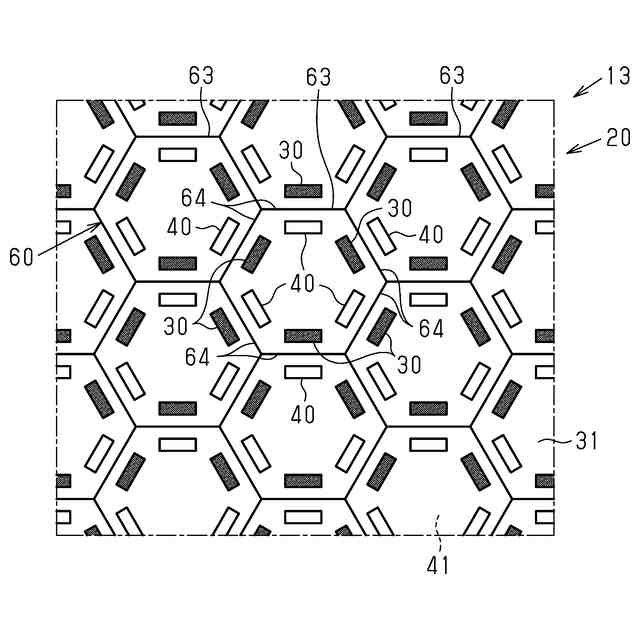
第2実施形態の重ね合わせ複合部品について中間部材における第1突起および第2突起の配置態様を示す模式図である。
変形例の重ね合わせ複合部品について中間部材における第1突起および第2突起の配置態様を示す模式図である。
他の変形例の重ね合わせ複合部品について中間部材における第1突起および第2突起の配置態様を示す模式図である。
その他の変形例の重ね合わせ複合部品について中間部材における第1突起および第2突起の配置態様を示す模式図である。
【発明を実施するための形態】
【0008】
(第1実施形態)
以下、図1~図6を参照して、重ね合わせ複合部品および同重ね合わせ複合部品の製造方法の第1実施形態について説明する。
【0009】
図2に示すように、重ね合わせ複合部品(以下、内装部品10)は、例えば自動車のドアトリムなどである。内装部品10は、基材11や、同基材11を覆う薄板状の表皮材12、基材11と表皮材12との間に設けられる中間部材13を備えている。内装部品10は、基材11、中間部材13、および表皮材12が重ね合わされることで形成されている。
【0010】
基材11は、ポリプロピレンなどの硬質樹脂材料により形成されている。表皮材12は、軟質ポリ塩化ビニルなどの軟質樹脂材料により形成されている。中間部材13は、軟質ポリ塩化ビニルなどの軟質樹脂材料により形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ