TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098577
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214806
出願日
2023-12-20
発明の名称
レーザー照射溶接装置のエアー供給装置
出願人
豊田鉄工株式会社
代理人
弁理士法人岡田国際特許事務所
主分類
B23K
26/142 20140101AFI20250625BHJP(工作機械;他に分類されない金属加工)
要約
【課題】長尺状部品のレーザー照射溶接接合における溶接加工点に生じる溶接ヒユームを、正確にかつ効率よく飛ばして、良好な接合品質を得る。
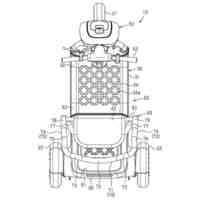
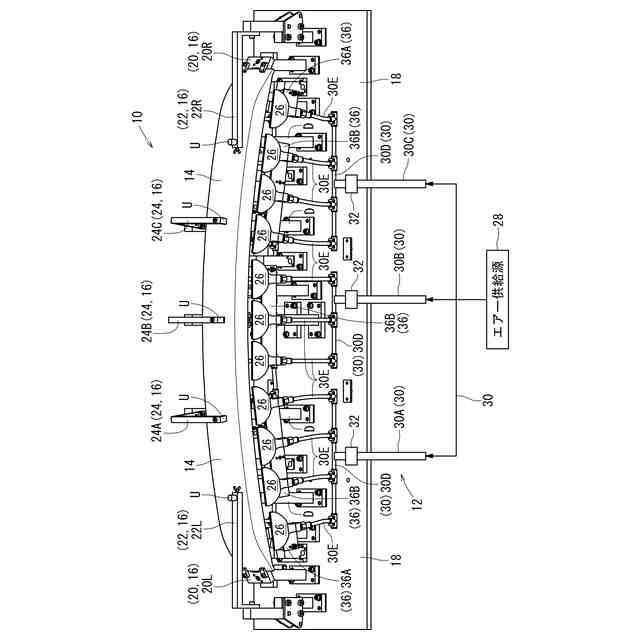
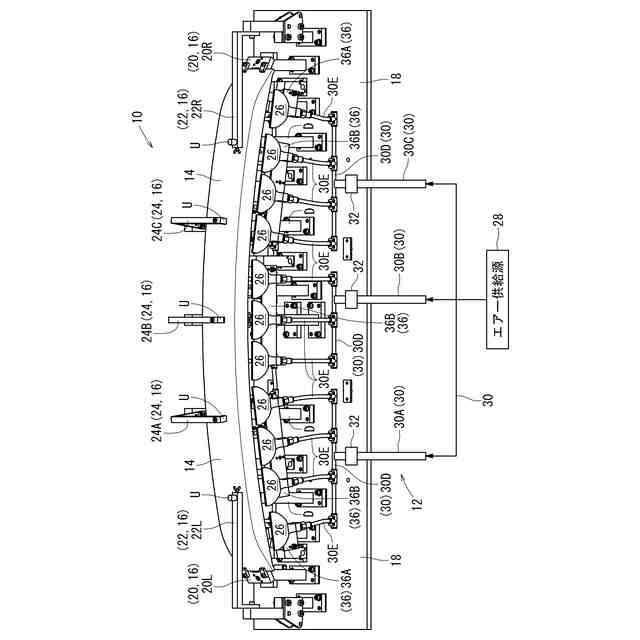
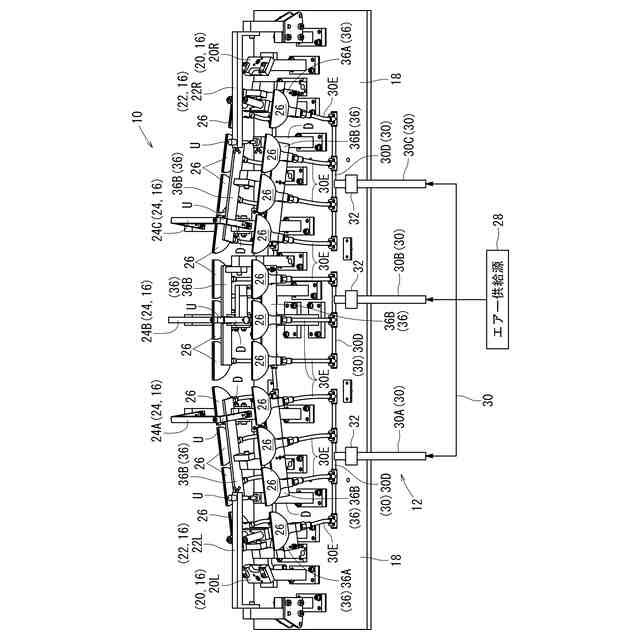
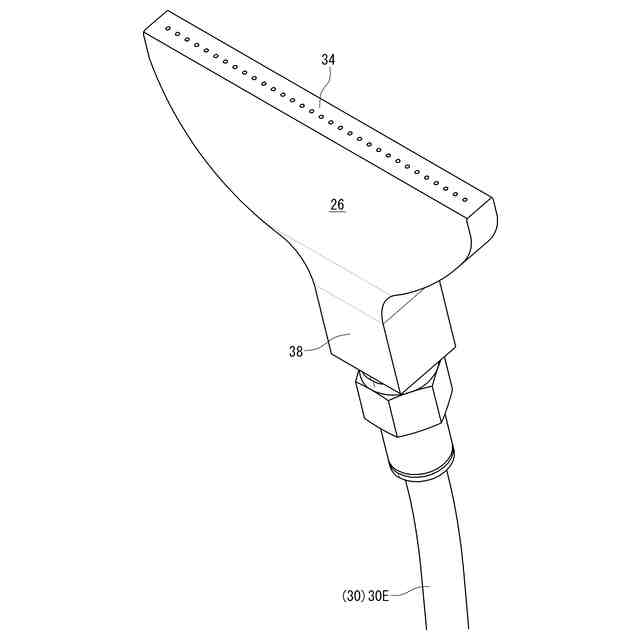
【解決手段】レーザー照射溶接装置10における溶接加工点に生じる溶接ヒユームを飛ばすためのエアー供給装置12であって、エアー供給装置12は、長尺状部品(バンパーリインフォースメント14)に設定される溶接加工点にエアー吹き出し孔が近接して配設されるエアーノズル26と、エアーノズル26にエアーを供給するエアー供給源28と、エアー供給源28とエアーノズル26を接続するエアー供給経路30と、を備える。そして、エアーノズル26はエアー吹き出し孔が扁平形状で、一つのエアーノズル26は、少なくとも互いに隣接する複数個の溶接加工点に向けて吹き出し可能に配設されており、エアーノズル26の複数個が一連の連続した多数の溶接加工点Wに沿って連続して配設されている。
【選択図】図1
特許請求の範囲
【請求項1】
長尺状部品を、長尺方向に一連の連続した多数の溶接加工点で接合するレーザー照射溶接装置における前記溶接加工点に生じる溶接ヒユームを飛ばすためのエアー供給装置であって、
前記長尺状部品に設定される溶接加工点にエアー吹き出し孔が近接して配設されるエアーノズルと、
前記エアーノズルにエアーを供給するエアー供給源と、
前記エアー供給源と前記エアーノズルを接続するエアー供給経路と、を備え、
前記エアーノズルは吹き出し孔が扁平形状で、一つのエアーノズルの扁平形状の吹き出し孔は、少なくとも互いに隣接する複数個の前記溶接加工点に向けて吹き出し可能に配設されており、当該エアーノズルの複数個が前記一連の連続した多数の溶接加工点に沿って連続して配設されている、レーザー照射溶接装置のエアー供給装置。
続きを表示(約 610 文字)
【請求項2】
請求項1に記載のレーザー照射溶接装置のエアー供給装置であって、
前記長尺方向に一連の連続した多数の溶接加工点は、長尺状部品の長尺方向の側部位置に設定されている、レーザー照射溶接装置のエアー供給装置。
【請求項3】
請求項1に記載のレーザー照射溶接装置のエアー供給装置であって、
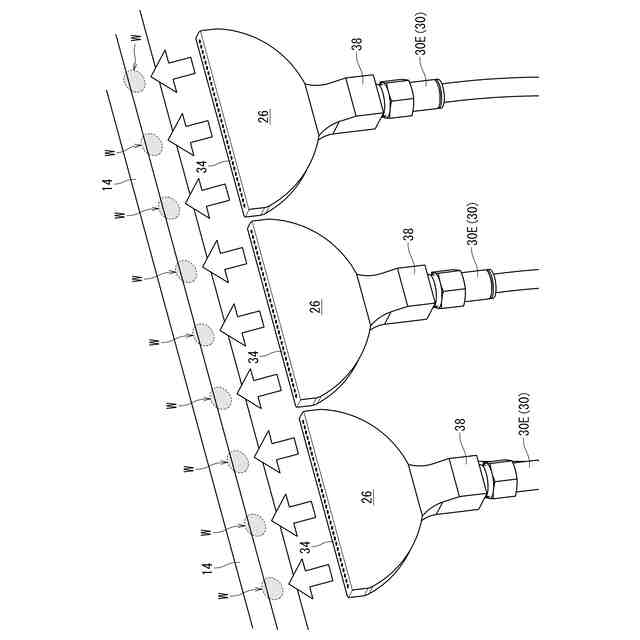
前記エアーノズルは前記エアー供給経路から溶接加工点方向に向けて広がる形状に形成されていると共に、扁平形状の吹き出し孔は網目形状であり、エアーが均等に前記溶接加工点に向けて供給されるようになっている、レーザー照射溶接装置のエアー供給装置。
【請求項4】
請求項3に記載のレーザー照射溶接装置のエアー供給装置であって、
前記エアーノズルの形状は前記エアー供給経路から溶接加工点方向に向けて広がる形状である、レーザー照射溶接装置のエアー供給装置。
【請求項5】
請求項1に記載のレーザー照射溶接装置のエアー供給装置であって、
前記エアー供給経路に流量調整装置が設置されている、レーザー照射溶接装置のエアー供給装置。
【請求項6】
請求項1~請求項5のいずれかの請求項に記載のレーザー照射溶接装置のエアー供給装置であって、
前記長尺状部品はバンパーリインフォースメントである、レーザー照射溶接装置のエアー供給装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザー照射溶接装置のエアー供給装置に関する。詳細には、長尺状部品を、長尺方向に一連の連続した多数の溶接加工点で接合するレーザー照射溶接装置における前記溶接加工点に生じる溶接ヒユームを飛ばすためのエアー供給装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
通常の自動車等車両においては、車体構成部材として多くの鋼鈑部材が使われており、鋼鈑部材を溶接接合して構造部材がとされることが多い。そして、溶接接合としてレーザー照射溶接装置が用いられることが多い。例えば、自動車の前後部に配置されるバンパーを構成する骨格部材のバンパーリインフォースメントが、レーザー照射溶接装置により溶接接合されて構成される。
【0003】
レーザー照射溶接は、レーザーを接合すべき被接合体の溶接加工点に照射して行われる。レーザー照射溶接は、レーザーが被接合体に照射される際に溶接ヒユームが発生する。そのため、溶接ヒユームによりレーザー光のエネルギーが低下し、接合品質が低下する問題がある。
【0004】
この問題の対応として、従来から、レーザー照射装置から溶接加工点に向けてエアーブローを行い、溶接加工点の品質低下の抑制を図ることが行われている。しかし、かかる対応においても、レーザー照射装置の治具ユニットにより加工点付近の風量に乱流、バラツキが生じ、接合品質に影響を及ぼすことがあった。このため、レーザー照射溶接装置の治具ユニット自体に溶接ヒユームを飛ばすためのエアー供給口(エアー吹き出し孔)を溶接加工点付近に設定する方策が提案されている(下記特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特開2008-168318号公報
特開2010-105041号公報
特開平1-107994号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、上述した従来の方策では、バンパーリインフォースメントのような長尺状部品を、長尺方向に一連の連続した多数のレーザー照射溶接加工点で接合する場合には、当該加工点に生じる溶接ヒユームを、正確にかつ効率よく飛ばすことは困難であった。特に、バンパーリインフォースメントのような長尺状部品の長尺方向の側面位置をレーザー照射溶接接合する場合には適したものではなかった。
【0007】
而して、本発明は上述した点に鑑みて創案されたものであって、本発明が解決しようとする課題は、長尺状部品のレーザー照射溶接接合における溶接加工点に生じる溶接ヒユームを、確実で正確に、かつ効率よく飛ばして、接合品質の良好なレーザー照射溶接接合を行うことにある。
【課題を解決するための手段】
【0008】
上記課題を解決するため、本発明に係るレーザー照射溶接装置のエアー供給装置は、次の手段をとる。
【0009】
本発明の第1の発明は、長尺状部品を、長尺方向に一連の連続した多数の溶接加工点で接合するレーザー照射溶接装置における前記溶接加工点に生じる溶接ヒユームを飛ばすためのエアー供給装置であって、前記長尺状部品に設定される溶接加工点にエアー吹き出し孔が近接して配設されるエアーノズルと、前記エアーノズルにエアーを供給するエアー供給源と、前記エアー供給源と前記エアーノズルを接続するエアー供給経路と、を備え、前記エアーノズルは吹き出し孔が扁平形状で、一つのエアーノズルの扁平形状の吹き出し孔は、少なくとも互いに隣接する複数個の前記溶接加工点に向けて吹き出し可能に配設されており、当該エアーノズルの複数個が前記一連の連続した多数の溶接加工点に沿って連続して配設されている、レーザー照射溶接装置のエアー供給装置である。
【0010】
なお、本発明において、溶接加工点に生じる溶接ヒユームを飛ばすためのエアーには、ガスを含む意味であることを付記しておく。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
豊田鉄工株式会社
金型
1か月前
豊田鉄工株式会社
小型車両
1か月前
豊田鉄工株式会社
コイル部品
2か月前
豊田鉄工株式会社
バッテリ装置
2か月前
豊田鉄工株式会社
キャリーカート
2か月前
豊田鉄工株式会社
クラッシュボックス
9日前
豊田鉄工株式会社
レーザー照射溶接装置のエアー供給装置
2か月前
個人
タップ
3か月前
個人
加工機
3か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
3か月前
株式会社北川鉄工所
回転装置
2か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
12日前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
27日前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社FUJI
工作機械
2か月前
個人
切削油供給装置
9日前
株式会社FUJI
工作機械
4か月前
有限会社 ナプラ
金属粒子
5か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
多軸ねじ締め機
4か月前
株式会社ダイヘン
多層盛り溶接方法
4か月前
日進工具株式会社
エンドミル
4か月前
キヤノン電子株式会社
加工システム
22日前
エフ・ピー・ツール株式会社
リーマ
4か月前
株式会社アンド
半田付け方法
3か月前
株式会社アンド
半田付け方法
3か月前
ブラザー工業株式会社
工作機械
4か月前
大見工業株式会社
ドリル
1か月前
トヨタ自動車株式会社
接合方法
4か月前
株式会社FUJI
チャック装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ