TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025068306
公報種別
公開特許公報(A)
公開日
2025-04-28
出願番号
2023178103
出願日
2023-10-16
発明の名称
表面欠陥検査装置および表面欠陥検査方法
出願人
株式会社日立製作所
代理人
ポレール弁理士法人
主分類
G01N
21/952 20060101AFI20250421BHJP(測定;試験)
要約
【課題】ロール径が変更されても拡大倍率を確保することができる表面欠陥検査方法および表面欠陥検査装置を提供する。
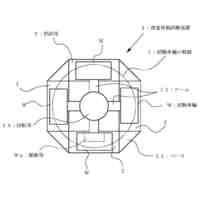
【解決手段】円筒形状の試料の円筒表面に照明光を照射する手段と、試料の表面で反射した光を投射する平面板と、平面板の表面に投射された反射光を観察する手段と、試料を回転させる手段を備えた表面欠陥検査装置であって、試料の表面に対して照明光の一部が接線方向から照射されることを特徴とする表面欠陥検査装置。
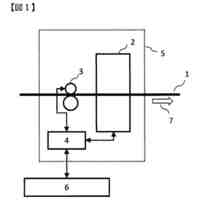
【選択図】図1
特許請求の範囲
【請求項1】
円筒形状の試料の円筒表面に照明光を照射する手段と、前記試料の表面で反射した光を投射する平面板と、前記平面板の表面に投射された反射光を観察する手段と、前記試料を回転させる手段を備えた表面欠陥検査装置であって、
前記試料の表面に対して前記照明光の一部が接線方向から照射されることを特徴とする表面欠陥検査装置。
続きを表示(約 820 文字)
【請求項2】
請求項1に記載の表面欠陥検査装置であって、
照明光の軸と円筒形状の試料の相対位置を調節することで、前記円筒形状の試料の円筒表面に入射する照明光の入射角を所望の値に調節することを特徴とする表面欠陥検査装置。
【請求項3】
請求項2に記載の表面欠陥検査装置であって、
円筒形状の試料の半径と、その表面に入射する照明光の入射角に基づいて、前記円筒形状の試料の表面で反射した光を投射する平面板の設置角度(設置位置)を決定することを特徴とする表面欠陥検査装置。
【請求項4】
請求項3に記載の表面欠陥検査装置であって、
平面板上におけるカメラの観察視野位置が、円筒形状の試料の表面に対して所望の入射角で入射した光軸位置と一致していることを特徴とする表面欠陥検査装置。
【請求項5】
請求項1に記載の表面欠陥検査装置を用いる表面欠陥検査方法であって、
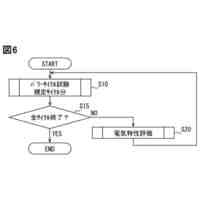
表面欠陥の検査開始にあたり、所望の照明入射角から円筒表面の観察位置(θ)を求め、照明光軸高さを調節し、リンク設置角を調節して円筒表面の拡大倍率を決定し、ロッド回転数を決定することを特徴とすることを特徴とする表面欠陥検査方法。
【請求項6】
請求項1に記載の表面欠陥検査装置を用いる表面欠陥検査方法であって、
円筒表面の拡大倍率を決定する時、さらに、リンク設置角及び円筒とスクリーン間の距離Lを調節することを特徴とする表面欠陥検査方法。
【請求項7】
請求項1に記載の表面欠陥検査装置を用いる表面欠陥検査方法であって、
ロッド回転数Nを決定する時、さらに、スクリーン法線とカメラ光軸のなす角度γについて、画素寸法C、スキャンレートf、拡大倍率との関係において、N≦c・f/(2πr・M・cosγ)の条件を遵守することを特徴とする表面欠陥検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面欠陥検査装置および表面欠陥検査方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
表面の微小な凹凸等を自動検出する方法として、被検体表面の凹凸疵を魔鏡原理で検査する方法が知られている。特許文献1には、走行する平坦状の鋼板表面に収束光を照射し、鋼板表面で反射した光をスクリーンに投射することで、凹凸疵をスクリーン上で明暗パターンとして顕在化する方法が開示されている。この文献では、鋼板への入射角をθ、光源からの光の波長をλとした場合、cosθ/λを所定値以下にすると凹凸疵を顕在化できることが記載されている。また、特許文献1では、鋼板をロールに巻き付け、このロールに巻き付いている部分を測定することにより、走行する鋼板のパスライン変動の影響を避けることが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-139447号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1には、スクリーン上に投射される光学像の拡大倍率についての記載は無いが、ロール径が大きくなると、ロール曲率変化に伴い反射光の拡大倍率が低下する。また、円筒径が異なると照明入射角が変わることから、同一の拡大倍率を得るためには、照明入射角を変える必要がある。
【0005】
以上のことから本発明においては、ロール径が変更されても拡大倍率を確保することができる表面欠陥検査装置および表面欠陥検査方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明においては、「円筒形状の試料の円筒表面に照明光を照射する手段と、試料の表面で反射した光を投射する平面板と、平面板の表面に投射された反射光を観察する手段と、試料を回転させる手段を備えた表面欠陥検査装置であって、試料の表面に対して照明光の一部が接線方向から照射されることを特徴とする表面欠陥検査装置」としたものである。
【0007】
本発明においては、「表面欠陥検査装置を用いる表面欠陥検査方法であって、表面欠陥の検査開始にあたり、所望の照明入射角から円筒表面の観察位置(θ)を求め、照明光軸高さを調節し、リンク設置角を調節して円筒表面の拡大倍率を決定し、ロッド回転数を決定することを特徴とすることを特徴とする表面欠陥検査方法」としたものである。
【発明の効果】
【0008】
本発明によれば、ロッド径が変更されても拡大倍率を確保することができる表面欠陥検査方法および表面欠陥検査装置を得ることができる。
【0009】
より具体的に述べると、本発明の実施例によれば、異径円筒部品を同一の拡大倍率(解像度)で観察できることから、同一の検出感度で欠陥検査ができる。また本発明の実施例によれば、径の異なる円筒部品に同じ大きさの欠陥がある場合、検出光学像上で同一の寸法の欠陥として検出できる。さらに本発明の実施例によれば、円筒表面粗さが大きい場合(光沢面以外)を想定した時、照明入射角は重要なパラメータとなることから、円筒表面への照明入射角を一定に制御して上記を達成できる。
【図面の簡単な説明】
【0010】
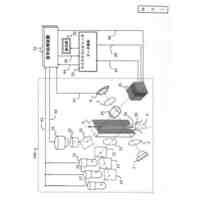
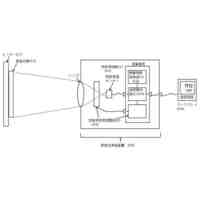
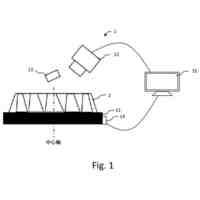
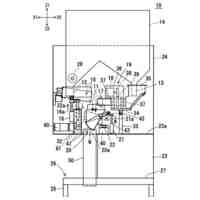
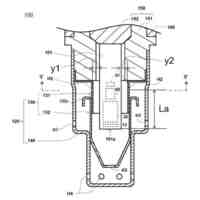
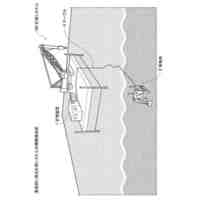
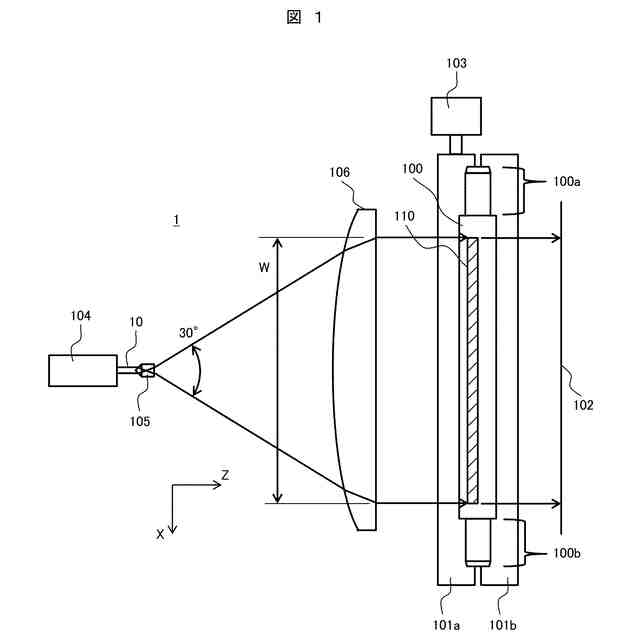
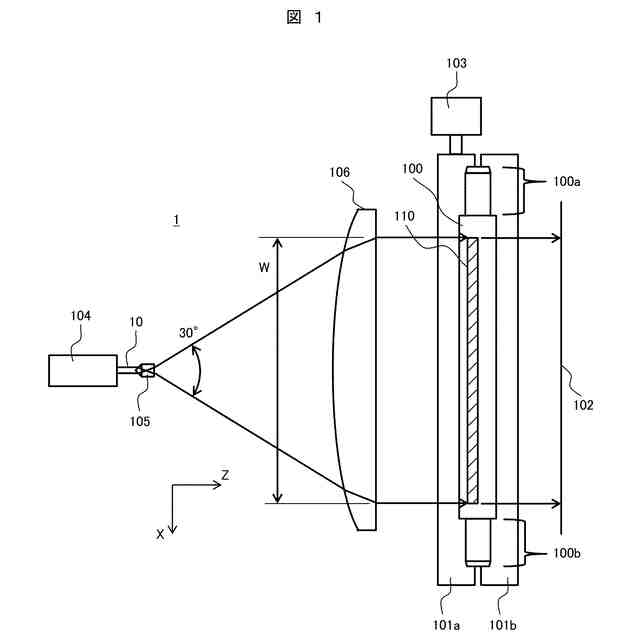
本発明の前提とする表面欠陥検査装置の基本構成例を示す平面図。
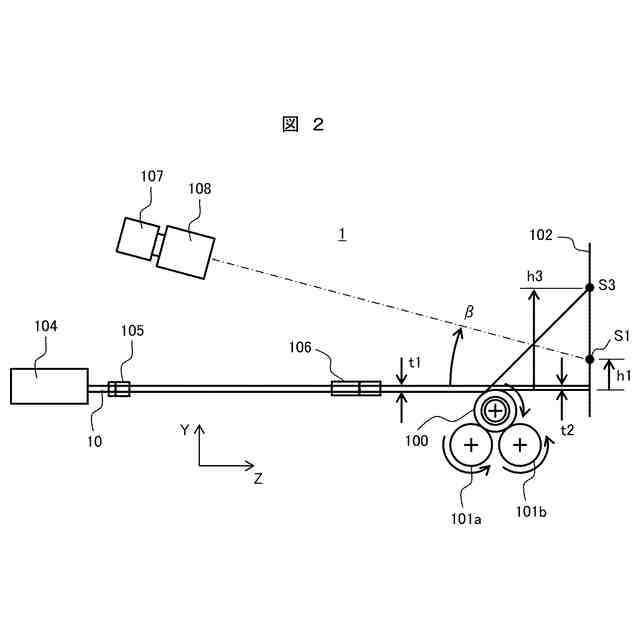
図1に示す表面欠陥検査装置の側面図。
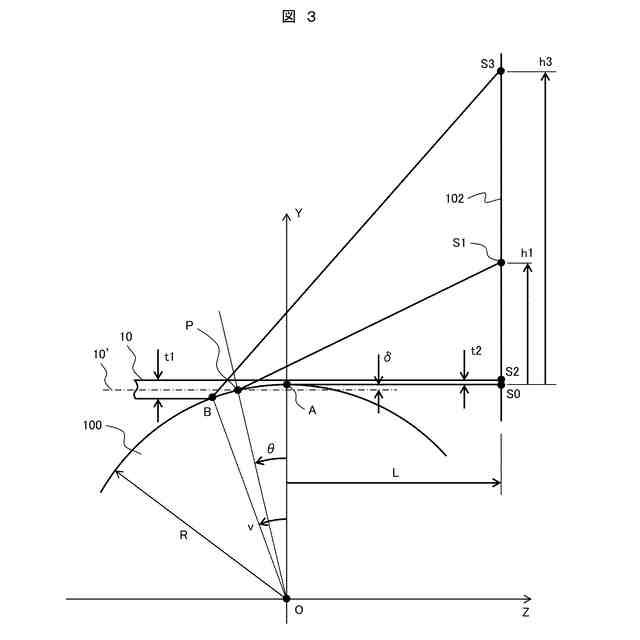
被検査試料である試料の表面に照射光を照射した状態における光学像を説明するための拡大図。
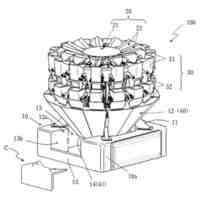
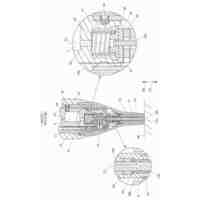
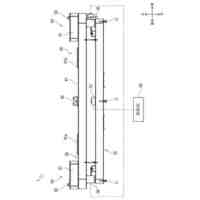
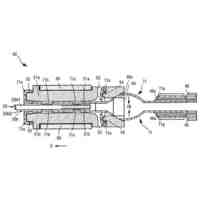
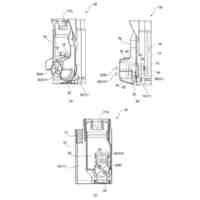
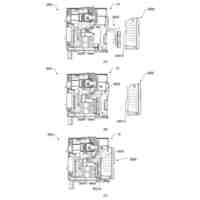
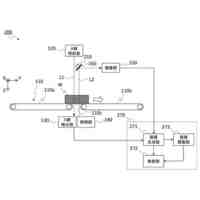
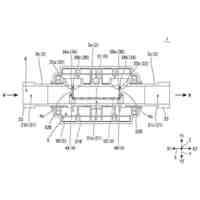
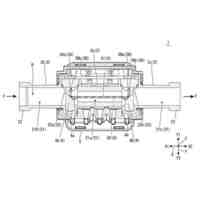
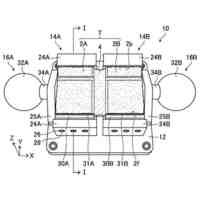
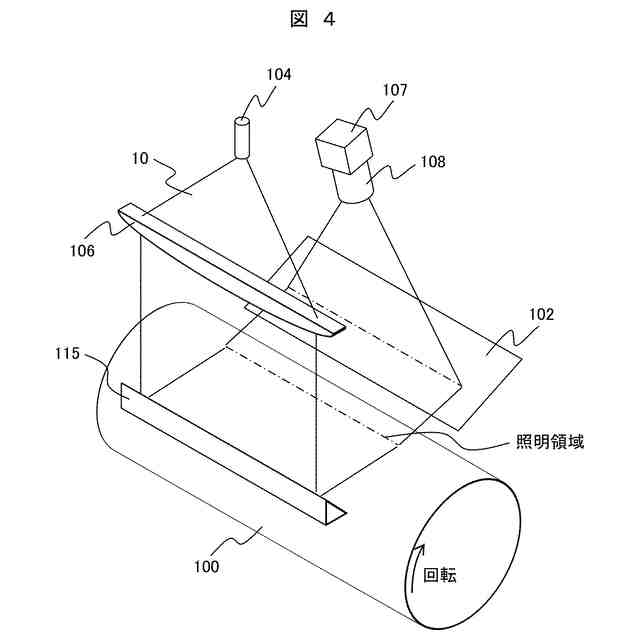
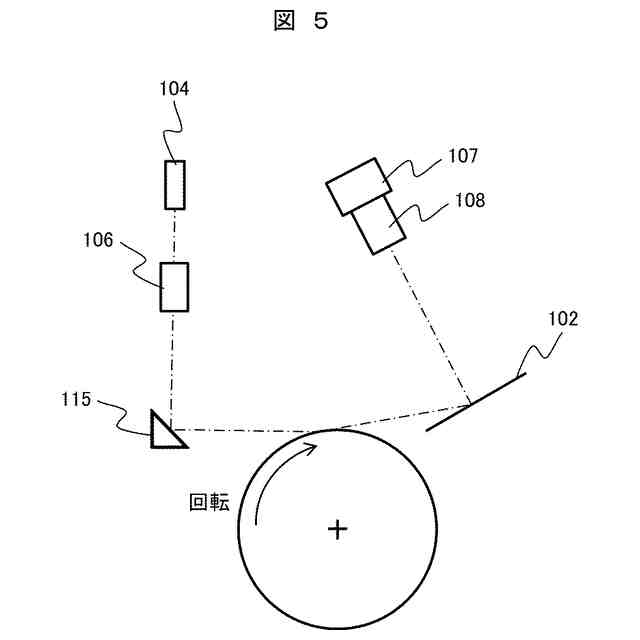
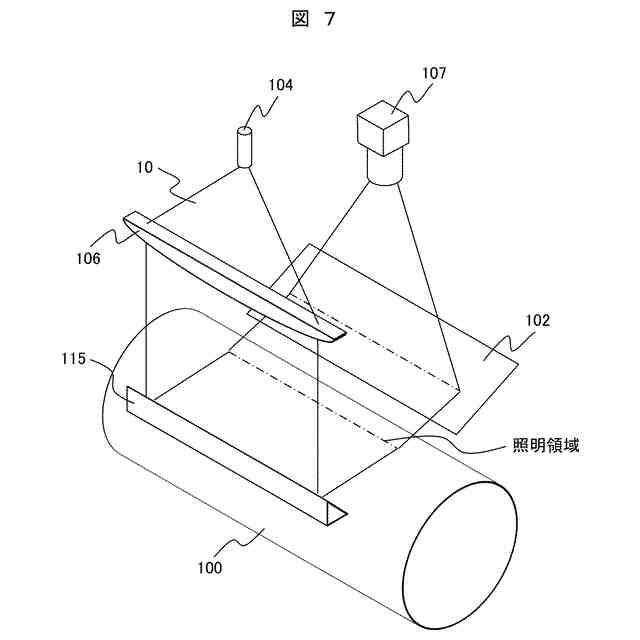
本発明の実施例1に係る表面欠陥検査装置の立体構成例を示す図。
本発明の実施例1に係る表面欠陥検査装置の光学系配置例を示す図。
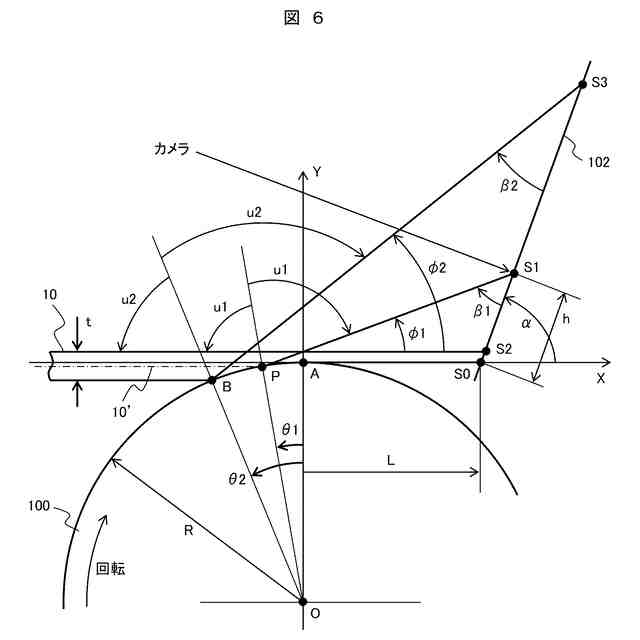
本発明の実施例1の場合の試料の表面に照射光を照射した状態における光学像を説明するための拡大図。
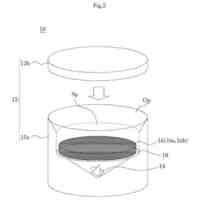
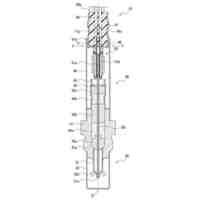
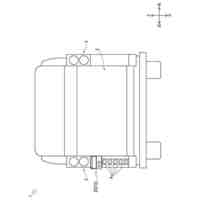
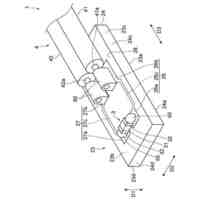
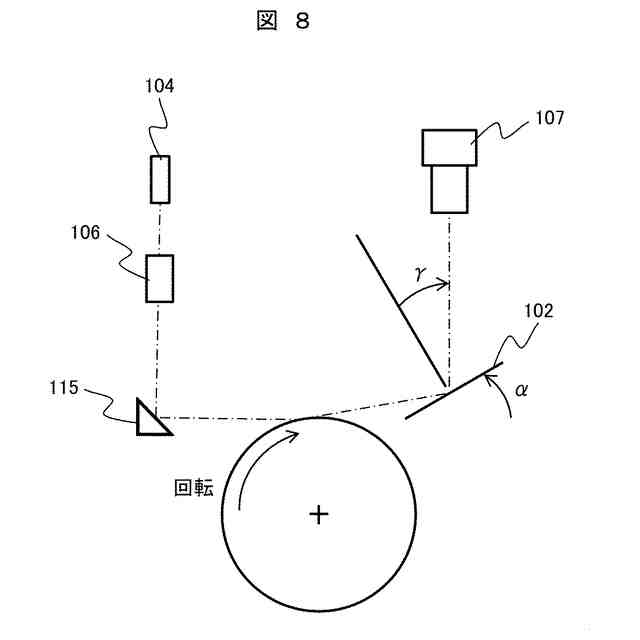
本発明の実施例2に係る表面欠陥検査装置の立体構成例を示す図。
本発明の実施例2に係る表面欠陥検査装置の光学系配置例を示す図。
本発明の実施例2の場合の試料の表面に照射光を照射した状態における光学像を説明するための拡大図。
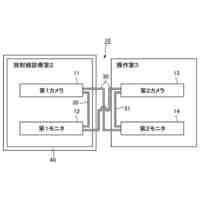
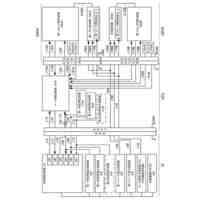
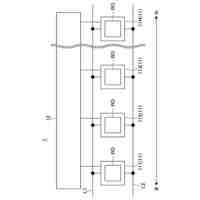
本発明の実施例3に係る表面欠陥検査システムの構成例を示す図。
計算機を用いる表面欠陥検査システムにより実現される表面欠陥検査方法の処理フロー例を示す図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
粒子分析装置
11日前
株式会社イシダ
計量装置
5日前
個人
アクセサリー型テスター
12日前
株式会社ミツトヨ
画像測定機
13日前
東レ株式会社
シート状物の検査方法
26日前
栄進化学株式会社
浸透探傷用濃縮液
18日前
エイブリック株式会社
電流検出回路
25日前
株式会社テイエルブイ
振動検出装置
11日前
ダイハツ工業株式会社
試料セル
11日前
株式会社チノー
放射光測温装置
25日前
トヨタ自動車株式会社
検査装置
5日前
トヨタ自動車株式会社
電気自動車
12日前
大和製衡株式会社
計量装置
18日前
株式会社 キョーワ
食品搬送装置
25日前
日本特殊陶業株式会社
ガスセンサ
25日前
日本特殊陶業株式会社
ガスセンサ
25日前
理研計器株式会社
ガス検出器
13日前
理研計器株式会社
ガス検出器
13日前
日本碍子株式会社
ガスセンサ
25日前
理研計器株式会社
ガス検出器
13日前
理研計器株式会社
ガス検出器
13日前
大成建設株式会社
画像表示システム
21日前
東ソー株式会社
簡易型液体クロマトグラフ
7日前
株式会社熊谷組
計測システム
18日前
理研計器株式会社
ガス検出器
13日前
富士電機株式会社
エンコーダ
26日前
株式会社 システムスクエア
検査装置
19日前
大和製衡株式会社
表示システム
3日前
リバークル株式会社
荷重移動試験装置
5日前
株式会社ニコン
検出装置
11日前
株式会社デンソー
試験装置
21日前
東洋計器株式会社
超音波式流量計
18日前
東洋計器株式会社
超音波式流量計
18日前
東洋計器株式会社
超音波式流量計
18日前
大和ハウス工業株式会社
引張装置
4日前
TDK株式会社
温度センサ
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ