TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025064427
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174191
出願日
2023-10-06
発明の名称
リフレクタ成形用金型の製造方法、リフレクタの製造方法及び切削工具
出願人
芝浦機械株式会社
代理人
個人
主分類
B23D
1/20 20060101AFI20250410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】切削による凹凸の形成に関して簡便性及び/又は精度が向上させる。
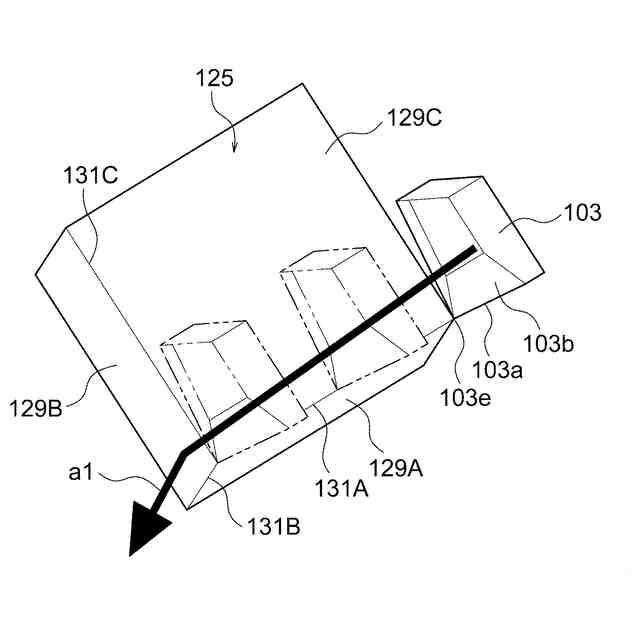
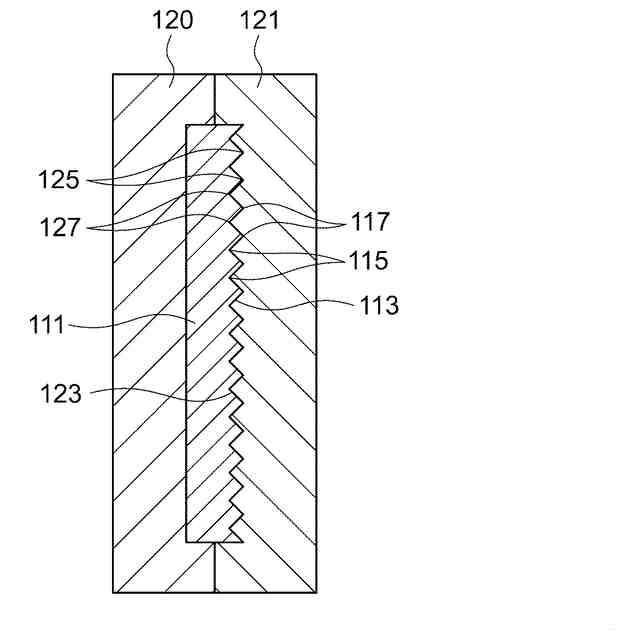
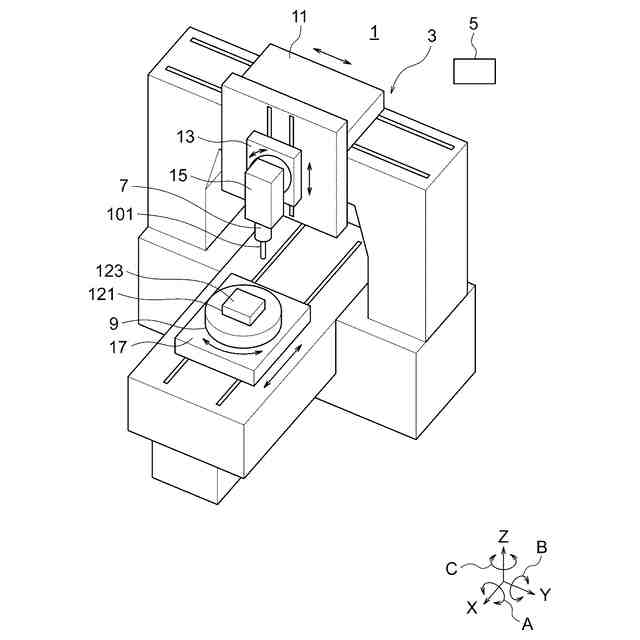
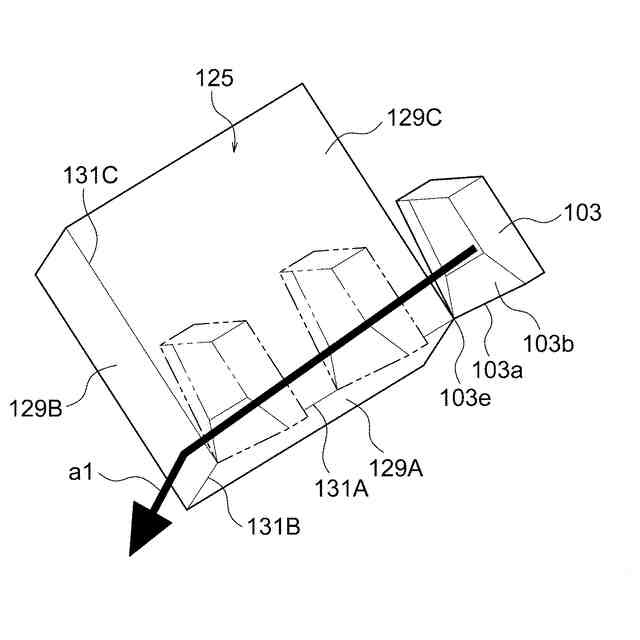
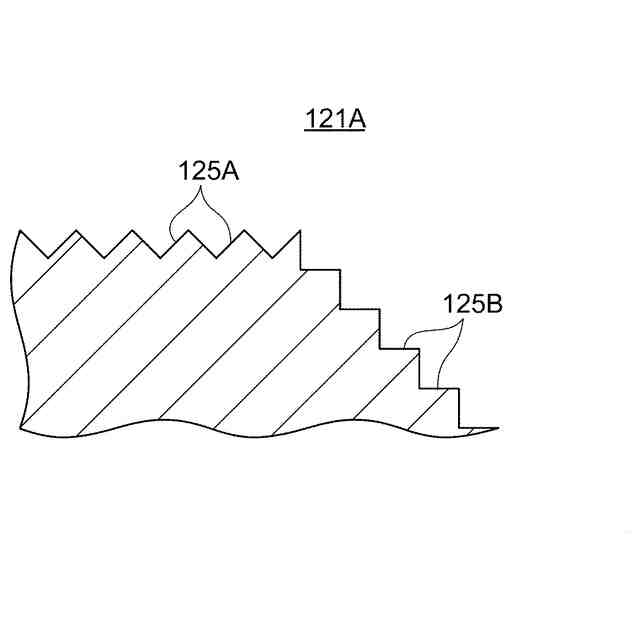
【解決手段】光を反射するリフレクタ111を成形する金型121の製造方法は、リフレクタ111の反射面に凹凸(凹部115及び凸部117)を形成するために切削によって金型121の内面に複数の凹部125を形成する切削ステップを有する。切削ステップは、工具101の回転及び振動を伴わない工具101の金型121に対する相対移動によって複数の凹部125のそれぞれを切削するシェーパステップを有する。
【選択図】図7
特許請求の範囲
【請求項1】
光を反射するリフレクタを成形する金型の製造方法であって、
前記リフレクタの反射面に凹凸を形成するために切削によって前記金型の内面に複数の凹部を形成する切削ステップを有し、
前記切削ステップは、工具の回転及び振動を伴わない前記工具の前記金型に対する相対移動によって前記複数の凹部のそれぞれを切削するシェーパステップを有する
リフレクタ成形用金型の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記工具は、シャンクの中心線に対して交差する方向に延びる切れ刃を有しており、
前記切れ刃の両端を第1端及び第2端と称するとき、前記第1端の前記中心線からの距離は、前記第2端の前記中心線からの距離よりも短く、
前記第1端から前記シャンクの側へ延びる稜線は、前記シャンクの側ほど前記第2端の側へ位置するように傾斜している
請求項1に記載のリフレクタ成形用金型の製造方法。
【請求項3】
前記第1端は、前記中心線に位置しており、
前記稜線は、前記シャンクの側ほど前記中心線から離れるように傾斜している
請求項2に記載のリフレクタ成形用金型の製造方法。
【請求項4】
前記シェーパステップでは、前記複数の凹部のそれぞれが有する全ての面が、前記工具が有する直線状の同一の切れ刃によって切削される
請求項1に記載のリフレクタ成形用金型の製造方法。
【請求項5】
前記複数の凹部のそれぞれにおいて、隣り合う面同士の間の全ての角隅部が、前記切れ刃が有する第1端及び第2端のうちの前記第1端によって切削される
請求項4に記載のリフレクタ成形用金型の製造方法。
【請求項6】
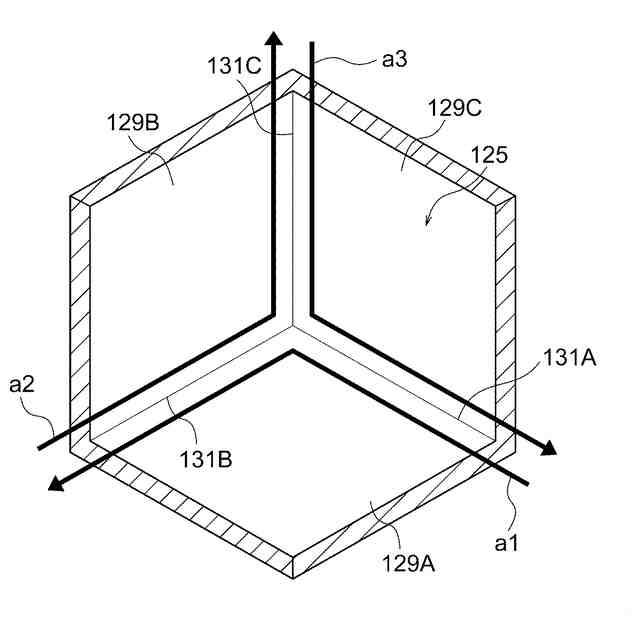
前記複数の凹部のそれぞれは、互いに直交する第1平面、第2平面及び第3平面を有し、
前記シェーパステップは、
前記切れ刃を前記第2平面の形成予定位置に向かって相対移動させ、前記切れ刃によって前記第1平面を形成しつつ、前記第1端によって前記第3平面と前記第1平面との間の角隅部を形成する第1ステップと、
前記第1ステップの後に、前記切れ刃を前記第3平面の形成予定位置に向かって相対移動させて、前記切れ刃によって前記第2平面を形成しつつ、前記第1端によって前記第1平面と前記第2平面との間の角隅部を形成する第2ステップと、
前記第2ステップの後に、前記切れ刃を前記第1平面に向かって相対移動させて、前記切れ刃によって前記第3平面を形成しつつ、前記第1端によって前記第2平面と前記第3平面との間の角隅部を形成する第3ステップと、を有している
請求項5に記載のリフレクタ成形用金型の製造方法。
【請求項7】
直線3軸と回転2軸との同時制御が可能な加工機の主軸に前記工具が取り付けられている
請求項4に記載のリフレクタ成形用金型の製造方法。
【請求項8】
前記複数の凹部は、光軸の向きが互いに異なる2以上の凹部を含んでいる
請求項1に記載のリフレクタ成形用金型の製造方法。
【請求項9】
前記複数の凹部は、内面の面積が互いに異なる2以上の凹部を含んでいる
請求項1に記載のリフレクタ成形用金型の製造方法。
【請求項10】
前記複数の凹部は、形状が互いに異なる2以上の凹部を含んでいる
請求項1に記載のリフレクタ成形用金型の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、リフレクタ成形用金型の製造方法、リフレクタの製造方法及び切削工具に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
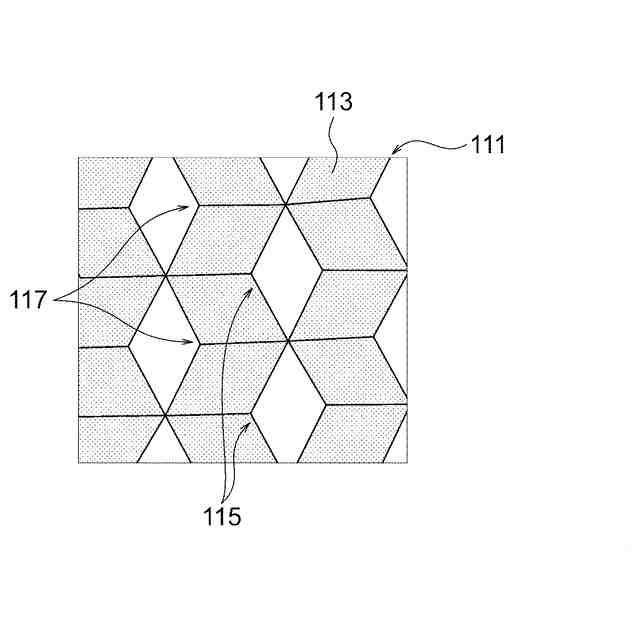
光を反射するリフレクタとして、反射面に凹凸を有するものが知られている。その具体例としては、自動車の後部に設けられ、他の自動車からの光を反射するリトロリフレクタ(日本ではリフレックスリフレクタと称されることがある。以下、リトロリフレクタを「RR」と称することがある。)が挙げられる。このようなリフレクタは、例えば、金型に成形材料(例えば樹脂)を充填することによって成形される。特許文献1~3では、RRの凹凸に対応する金型の凹凸又はこれに類する凹凸を工具の切削によって形成する技術が開示されている。
【0003】
特許文献1は、先端が丸い工具によって金型の凹部を切削する技術を開示している。なお、特許文献1に明記は無いが、図示された工具の形状及び技術常識に照らして、工具は、軸回りに回転されて使用される。特許文献2は、工具を振動させることによって金型の凹部を切削する技術を開示している。特許文献3は、中心線に切れ刃が位置する工具を用いて凹部を切削する技術を開示している。工具は、回転されて使用され、又は振動が付与されて使用される。特許文献1及び2では、曲面に凹凸が形成された金型も開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2012-108213号公報
特開2013-202750号公報
特開2022-87422号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
切削による凹凸の形成に関して簡便性及び/又は精度が向上する、リフレクタ成形用金型の製造方法、リフレクタの製造方法及び切削工具が待たれる。
【課題を解決するための手段】
【0006】
本開示の一態様に係るリフレクタ成形用金型の製造方法は、光を反射するリフレクタを成形する金型の製造方法であって、前記リフレクタの反射面に凹凸を形成するために切削によって前記金型の内面に複数の凹部を形成する切削ステップを有し、前記切削ステップは、工具の回転及び振動を伴わない前記工具の前記金型に対する相対移動によって前記複数の凹部のそれぞれを切削するシェーパステップを有する。
【0007】
本開示の一態様に係るリフレクタの製造方法は、上記リフレクタ成形用金型の製造方法によって製造された前記金型によって前記リフレクタを成形する。
【0008】
本開示の一態様に係るリフレクタの製造方法は、光を反射するリフレクタの製造方法であって、前記リフレクタの反射面を構成する複数の凹部を切削によって形成する切削ステップを有し、前記切削ステップは、工具の回転及び振動を伴わない前記工具の前記リフレクタに対する相対移動によって前記複数の凹部のそれぞれを切削するシェーパステップを有する。
【0009】
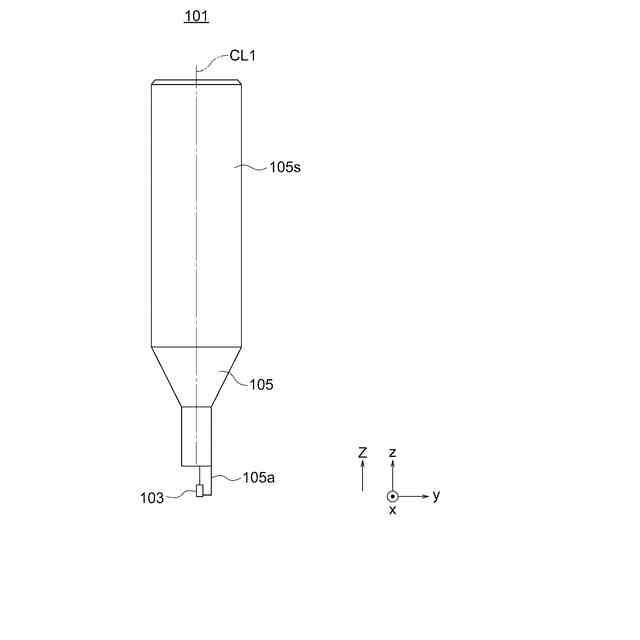
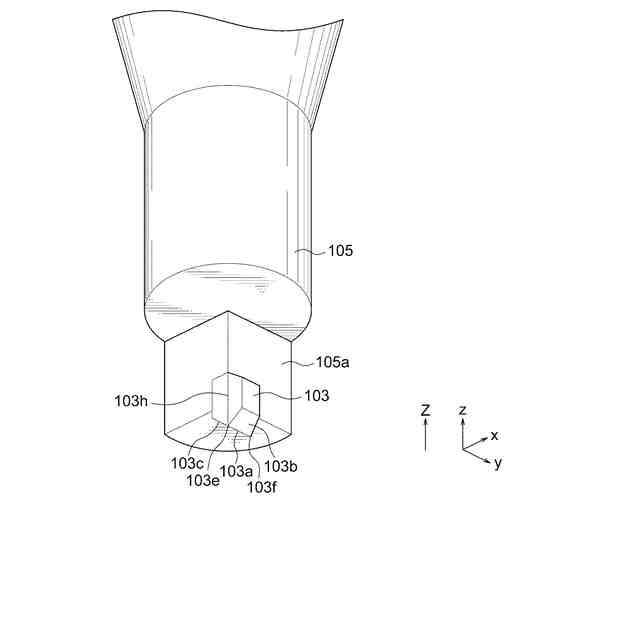
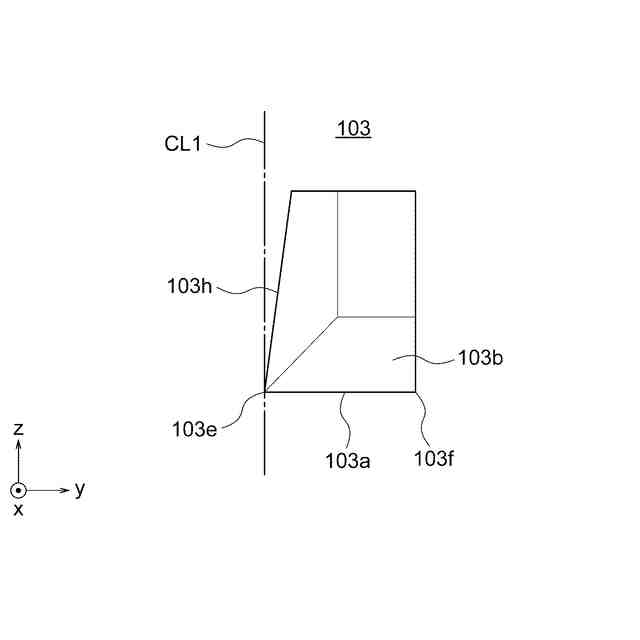
本開示の一態様に係る切削工具は、シャンクの中心線に対して交差する方向に延びる切れ刃を有しており、前記切れ刃の両端を第1端及び第2端と称するとき、前記第1端の前記中心線からの距離は、前記第2端の前記中心線からの距離よりも短く、前記第1端から前記シャンクの側へ延びる稜線は、前記シャンクの側ほど前記第2端の側へ位置するように傾斜している。
【発明の効果】
【0010】
上記の手順及び構成によれば、リフレクタ成形用金型の製造方法及びリフレクタの製造方法において、凹凸の形成に係る簡便性及び/又は精度が向上する。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
タップ
11日前
個人
加工機
5日前
株式会社不二越
ドリル
1か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社不二越
ドリル
4日前
日東精工株式会社
多軸ねじ締め機
1か月前
株式会社FUJI
工作機械
1か月前
株式会社アンド
半田付け方法
4日前
日進工具株式会社
エンドミル
21日前
エフ・ピー・ツール株式会社
リーマ
21日前
株式会社ダイヘン
多層盛り溶接方法
19日前
株式会社アンド
半田付け方法
4日前
トヨタ自動車株式会社
接合方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
大肯精密株式会社
自動送り穿孔機
1か月前
株式会社プロテリアル
金属箔の溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
17日前
株式会社不二越
管用テーパタップ
1か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社ダイヘン
溶接装置
1か月前
株式会社不二越
通り穴加工用タップ
25日前
日東精工株式会社
はんだこて先の製造方法
6日前
個人
管の切断装置及び管の切断方法
19日前
株式会社不二越
スカイビングカッタ
1か月前
株式会社FUJI
周辺装置制御用治具
5日前
株式会社ダイヘン
非消耗電極アーク溶接方法
1か月前
株式会社ダイヘン
溶接システム
4日前
株式会社アドウェルズ
超音波加工装置
17日前
トヨタ自動車株式会社
グラフ生成方法
1か月前
宸チエ精機股フェン有限公司
伸縮カバー
25日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
高周波熱錬株式会社
鋼材接合体及びその製造方法
1か月前
日進工具株式会社
エンドミル
17日前
高周波熱錬株式会社
鋼材接合体及びその製造方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ