TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025063818
公報種別
公開特許公報(A)
公開日
2025-04-16
出願番号
2024084189,2023172968
出願日
2024-05-23,2023-10-04
発明の名称
錫球製造用金属錫
出願人
JX金属株式会社
代理人
弁理士法人綾船国際特許事務所
,
個人
主分類
B22F
1/00 20220101AFI20250409BHJP(鋳造;粉末冶金)
要約
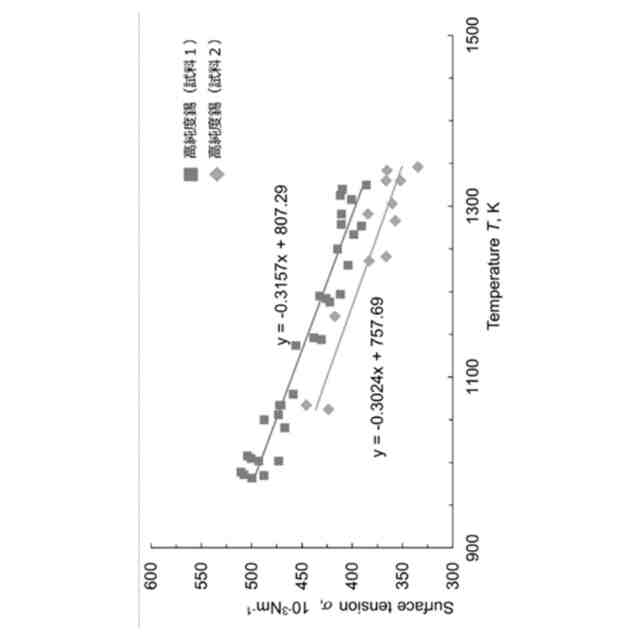
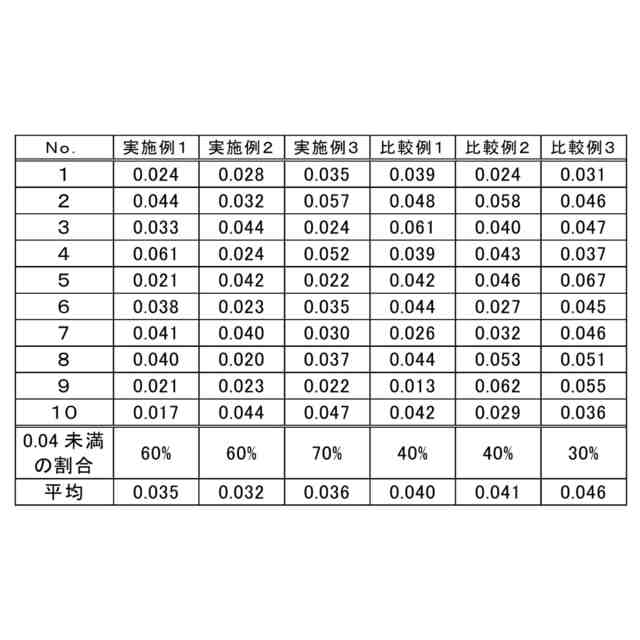
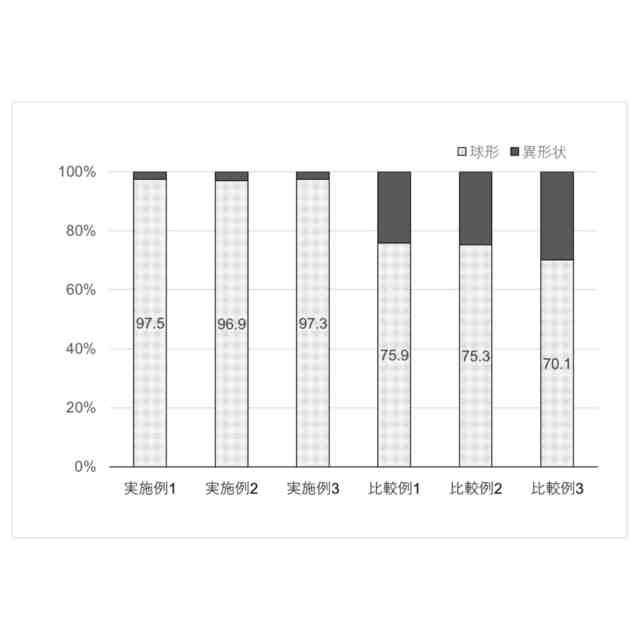
【課題】約1ミリメートルよりも大きな直径と高い真球性を備えた錫球を高い収率で製造する手段を提供する。
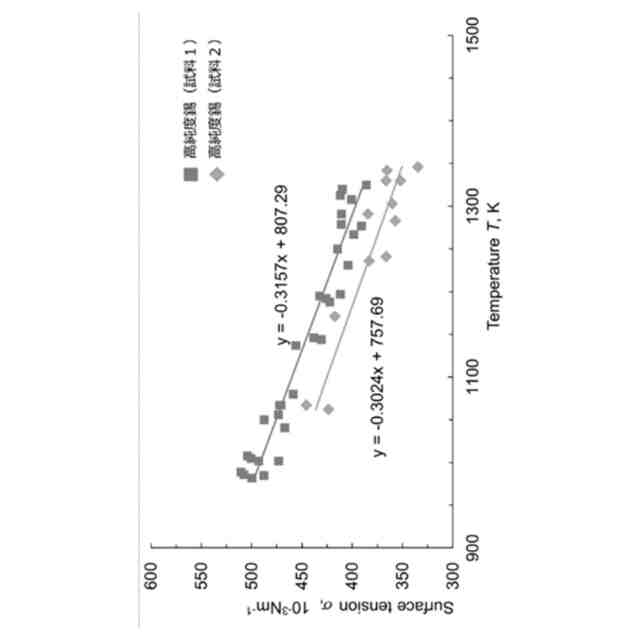
【解決手段】電磁浮遊法で測定した表面張力が、1,000Kの温度で490×10
-3
Nm
-1
以上であり、1,300Kの温度で390×10
-3
Nm
-1
以上である、金属錫。
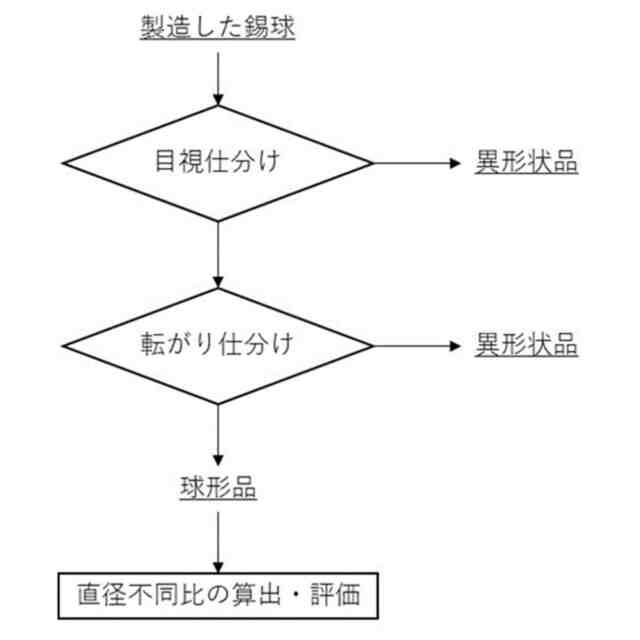
【選択図】 図2
特許請求の範囲
【請求項1】
電磁浮遊法で測定した表面張力が、
1,000Kの温度で490×10
-3
Nm
-1
以上であり、
1,300Kの温度で390×10
-3
Nm
-1
以上である、金属錫。
続きを表示(約 250 文字)
【請求項2】
電磁浮遊法で測定した表面張力が、
1,000Kの温度で490×10
-3
Nm
-1
~510×10
-3
Nm
-1
の範囲にあり、
1,300Kの温度で390×10
-3
Nm
-1
~410×10
-3
Nm
-1
の範囲にある、請求項1に記載の金属錫。
【請求項3】
錫球製造用金属錫である、請求項1に記載の金属錫。
発明の詳細な説明
【技術分野】
【0001】
本発明は錫球製造用の金属錫に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
金属球の産業的規模での製造は、極めて重要な基本技術である。そこで従来から、金属球の産業的規模での製造技術が開発されてきた。
【0003】
金属球製造の一般的な手法として、プレス、研磨等の機械加工による球製造方法がある。ただし、これは機械加工を伴うことから、高炭素クロム軸受鋼やステンレス鋼等の硬い金属材料に適した手法である。一方、錫、鉛及びその合金であるはんだ等の柔らかい金属材料は研磨等の機械加工に適さないために、鋳造による金属球の製造手法が用いられる。
【0004】
柔らかい金属材料を使用した金属球製造の古典的な例として、散弾の製造方法が知られている。これは、溶融した鉛を高所(例えば50m以上)から落下させて水槽で回収するという手法であり、製造のために塔を建築するという大がかりな手法であった。もちろん、得られる鉛球のばらつきは大きく、純度や真球性の制御を意図するような手法ではない。
【0005】
特許文献1(特開平11-221662号公開公報)には、大豆油中に溶融ハンダを滴下してハンダボールを製造する技術が開示されている。しかし、特許文献1では、得られたハンダボールの大きさ、真球性、及び純度についての記載はなく、単にボール状の形状となったハンダが得られればよいという古典的な技術が開示されている。
【0006】
特許文献2(特開昭54-085171号公開公報)には、半田合金の溶融金属をカッティング穴を持つ回転板を回転させつつノズルからシリコンオイル中へ噴出することで、金属球を得たことが開示されている。しかし、得られた金属球のサイズは直径1mmであり、これ以上のサイズの金属球を得られる技術は開示されていない。
【0007】
特許文献3(特開昭55-158875号公開公報)は、鉄の融液の液滴を水中へ滴下して、鉄球を得たことが開示されている。しかし、この技術では、鉄球の直径が1mmを越えるとワレ率が急上昇してしまい、例えば直径8mmとなるとワレ率は70%にも達する。また、得られた鉄球の真球性、及び純度についての記載はない。
【0008】
特許文献4(特開2001-226705号公開公報)は、はんだの溶湯をピエゾ素子で振動を付与しながら水素ガスを混合した窒素ガスで充填したチャンバー内へ噴出させて、直径400μm程度の微細金属球を製造する技術を開示している。この技術により得られる微細金属球は直径400μm程度と小さく、直径や真球性のばらつきも大きい。
【0009】
特許文献5(特開昭50-17363号公開公報)は、銅の溶湯をステンレス金網へ通過させてOF油中へ滴下して銅粒を製造する技術を開示している。しかし、特許文献5では、得られた銅粒の純度や真球性についての記載はなく、特許文献5の拡大写真からはサイズや真球性のばらつきが極めて大きいものとなっている。
【0010】
特許文献6(特開昭60-114508号公開公報)は、Co-W合金、Ni-B合金、及びCu-B合金の溶湯の液滴をノズルから冷却油へ滴下して、合金粒を得る技術を開示している。しかし、特許文献6では、得られた合金粒の純度、サイズ、真球性についての記載はなく、重量とその分布によって「良好」と評価しているだけである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
JX金属株式会社
金属材料
6日前
JX金属株式会社
電池材料の評価方法
16日前
JX金属株式会社
燃焼処理施設の運転方法
1か月前
JX金属株式会社
金属部材及び、金属部材の製造方法
10日前
JX金属株式会社
リン化インジウム基板及び半導体エピタキシャルウエハ
2日前
JX金属株式会社
リン化インジウム基板及び半導体エピタキシャルウエハ
2日前
JX金属株式会社
リン化インジウム基板及び半導体エピタキシャルウエハ
2日前
JX金属株式会社
銅張積層板、フレキシブルプリント配線板、及び電子機器
6日前
JX金属株式会社
銅張積層板、フレキシブルプリント配線板、及び電子機器
6日前
JX金属株式会社
銅張積層板、フレキシブルプリント配線板、及び電子機器
6日前
JX金属株式会社
銅張積層板、フレキシブルプリント配線板、及び電子機器
6日前
JX金属株式会社
錫球製造用金属錫
1か月前
JX金属株式会社
金属樹脂複合電磁波シールド材料
1か月前
JX金属株式会社
超電導線、並びに超電導線を用いた超電導線コイル、磁気共鳴画像装置、核磁気共鳴装置、及び核融合炉
10日前
JX金属株式会社
積層体、放熱部材及びその製造方法、放熱筐体及びその製造方法
1か月前
JX金属株式会社
積層体、放熱部材及びその製造方法、放熱筐体及びその製造方法
1か月前
JX金属株式会社
超電導線、超電導線の製造方法並びに超電導線を用いた超電導線コイル、磁気共鳴画像装置、核磁気共鳴装置、及び核融合炉
10日前
個人
ピストンの低圧鋳造金型
27日前
UBEマシナリー株式会社
成形機
5か月前
三菱電機株式会社
三次元造形装置
4か月前
株式会社 寿原テクノス
金型装置
4か月前
株式会社プロテリアル
合金粉末の製造方法
1か月前
株式会社エスアールシー
インゴット
4か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
個人
透かし模様付き金属板の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
1か月前
芝浦機械株式会社
成形機
3か月前
芝浦機械株式会社
成形機
3か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
東洋機械金属株式会社
ダイカストマシン
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
3か月前
トヨタ自動車株式会社
突き折り棒
12日前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社クボタ
弁箱用の消失模型
5か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
トヨタ自動車株式会社
金型温度調整装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ