TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025060827
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2024228169,2021568374
出願日
2024-12-25,2020-05-14
発明の名称
コーティングされた金属基材の製造方法
出願人
ウェルトストーン コンポーネンツ ゲーエムベーハー
代理人
個人
,
個人
主分類
C23C
4/08 20160101AFI20250403BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
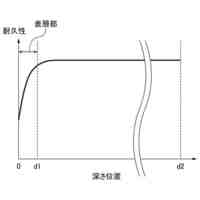
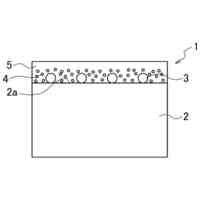
【課題】易摩耗性の金属基材上の表面コーティングを、機械的かつ化学的により安定的に、かつ、それによってより耐摩耗性的に構成し、金属基材の寿命を延ばす、コーティングされた金属基材の製造方法を提供する。
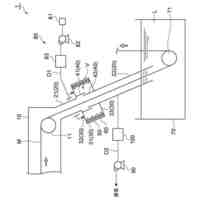
【解決手段】コーティングされた金属基材の製造方法は、タングステン、モリブデン、タングステン合金又はモリブデン合金を溶射材として使用する熱スプレー又は肉盛溶接によって金属基材の表面を完全に又は部分的にコーティングすることを含む。金属基材の表面は、タングステン又はタングステン合金を溶射材とする熱スプレーによってコーティングされる。
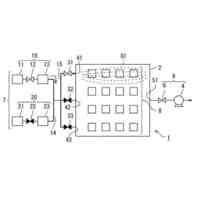
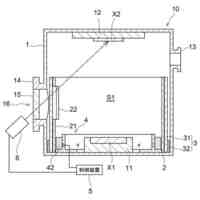
【選択図】図1
特許請求の範囲
【請求項1】
コーティングされた金属基材の製造方法であって、
前記方法は、タングステン、モリブデン、タングステン合金又はモリブデン合金を溶射材として使用する熱スプレー又は肉盛溶接によって金属基材の表面を完全に又は部分的にコーティングすること
を含むこと
を特徴とする、方法。
続きを表示(約 900 文字)
【請求項2】
請求項1に記載の方法において、
前記金属基材の表面は、タングステン又はタングステン合金を溶射材とする熱スプレーによってコーティングされること
を特徴とする、方法。
【請求項3】
請求項1又は2に記載の方法において、
前記金属基材は、圧力鋳造機の充填チャンバ又は充填チャンバインサート部材の内面であること
を特徴とする、方法。
【請求項4】
請求項1~3の何れかに記載の方法において、
前記タングステン合金は、50質量%超のタングステンを含む合金であること
を特徴とする、方法。
【請求項5】
請求項1~4の何れかに記載の方法において、
前記タングステン合金は、50質量%超のタングステンを含むWNiFe合金、又は、タングステンとモリブデンの割合の合計が50質量%超であるWMoNiFe合金であること
を特徴とする、方法。
【請求項6】
請求項1に記載の方法において、
前記モリブデン合金は、0.5質量%のチタン、0.08質量%のジルコニウム、0.01~0.04質量%の炭素及び残部100質量%までのモリブデンからなるTZMモリブデンであること
を特徴とする、方法。
【請求項7】
請求項1又は2に記載の方法において、
前記金属基材は、成型ツール、ピストン、カムシャフト又はシャントの表面であること
を特徴とする、方法。
【請求項8】
請求項3に記載の方法において、
前記圧力鋳造機はアルミニウム圧力鋳造機であること
を特徴とする、方法。
【請求項9】
請求項1~8の何れかに記載の方法において、
前記熱スプレーは、アーク溶射であること
を特徴とする、方法。
【請求項10】
請求項9に記載の方法において、
前記アーク溶射は、シングルワイヤ法であること
を特徴とする、方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、コーティングされた易摩耗性金属基材及びその製造方法に関する。とりわけ、本発明は、圧力(金型)鋳造機(ないしダイカストマシン:Druckgiessmaschiene)のための改良された充填チャンバに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
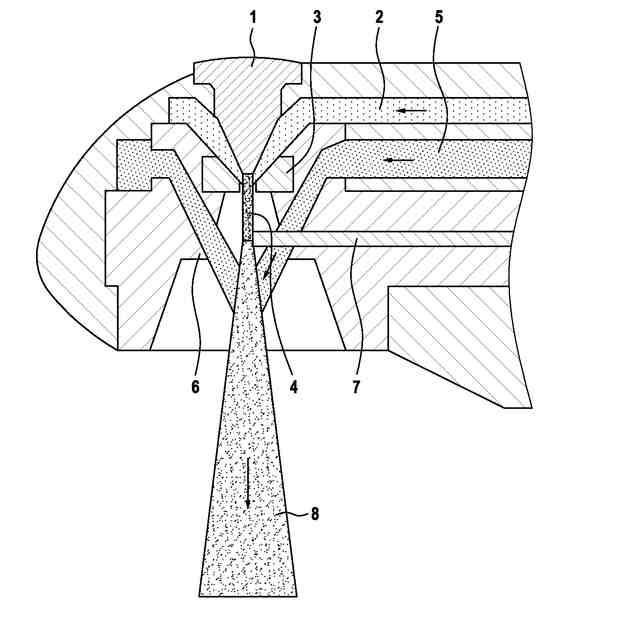
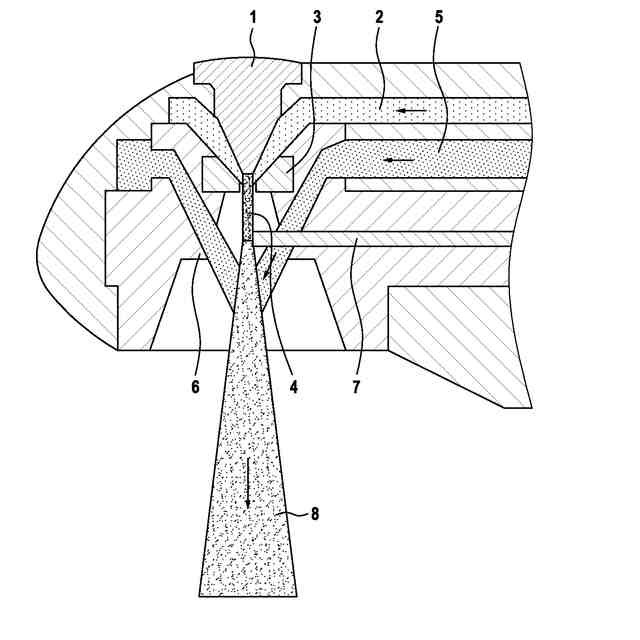
圧力金型鋳造機の充填チャンバの内面(内周面)は、供給口の領域において最も摩耗される。例えば液体アルミニウムのような熱い鋳造材料が供給口を通過して機械的に注入されることによって、鋳造材料は、常に充填チャンバの内面の供給口の下方の同じ位置に現れる(衝突する)。充填チャンバをより長く使用した後、それによって供給口の下方の領域に浸出(Auswaschungen)が生じ得るため、チャンバ内における加圧ピストンの滑動が阻害され得るうえ、加圧ピストンはより大きな摩耗に晒される。真空圧力鋳造の場合は、更に、必要な真空を確実に生成することがより困難になる。そのため、分離可能なシリンダ状インサート部材を有するジャケット要素から構成される充填チャンバがDE 42 29 338 C2から知られている。この場合、インサート部材は、充填チャンバの外側端部から軸方向において供給口の内部にまで延伸し、その内側端部は狭いリング状領域においてその外周面が充填チャンバの内壁に当接し、他方、その外側端部は、その外周と充填チャンバの内壁の間に嵌め込まれたセンタリングリングから充填チャンバに対し同軸的に案内されている。これによって既に、その主要な摩耗領域が圧力金型鋳造機において直接的に交換可能な、圧力金型鋳造機のための充填チャンバが形成される。しかしながら、このタイプのインサート部材の寿命はより長いことが望ましいであろう。
【0003】
更に、DE 102 05 246 B4から、液体鋳造材料のための供給口を有する圧力金型鋳造機のための充填チャンバが知られているが、この場合、充填チャンバ壁の供給口に対向する領域に冷却装置が設けられている。冷却装置は、外部から充填チャンバ壁内に嵌め込み可能であり、冷却剤のための少なくとも1つの案内チャンネルが設けられているディスクから形成されている。この措置は、とりわけ充填チャンバインサート部材の寿命を長期化することが意図されている。
【0004】
EP 3 184 203 A1は、同様に、圧力金型鋳造機のための充填チャンバを記載している。充填チャンバのシリンダ状内面は加圧ピストンのための滑面(スライド面)として役立ち、充填チャンバは液体鋳造材料のための供給口と取り外し可能な(リムーバブルな)シリンダ状インサート部材を有し、インサート部材の内面に沿って加圧ピストンは滑動し、インサート部材は、充填チャンバの供給口と接続(連通)状態にあるジャケット充填物(Mantelfuellung)のラジアル開口を備えている。この場合、このリムーバブルインサート部材の内面は少なくとも部分的にモリブデン又はモリブデン合金から形成されている。リムーバブルインサート部材は、金属製スリーブ(スチール)とモリブデン又はモリブデン合金(Mo/Mo合金)製のインナーブッシュから形成されている。
【0005】
シリンダ状インサート部材が供給口ないし充填チャンバの保護のために使用されかつ摩耗が生じた場合新たなインサート部材に交換可能な上記の場合では、加圧ピストンのためのスライド面の摩耗が極めて頻繁に発生する場合、相対的に迅速な除去がもたらされる。
【0006】
WO 00/10752 A1は、非鉄金属製(例えばAl又はMg製)の成型部材の鋳造のための鋳造ツールに関する。この場合、鋳造型は重金属合金(例えばW合金)で製造されるか又は成型部材へのその当接側が相応にコーティングされている。この目的のために、重金属合金は焼結要素の形で使用される。
【0007】
US 2017/0266719 A1は、圧力金型鋳造機及び対応する鋳造法を記載している。この場合、所定の装置部分(複数)は、(例えばAl、Cu、Ti及びそれらの合金のような)鋳造に使用されるべき金属との化学的反応性が従来技術において使用されている鉄合金よりも遥かに乏しいコーティングが施されている。
【先行技術文献】
【特許文献】
【0008】
DE 42 29 338 C2
DE 102 05 246 B4
EP 3 184 203 A1
WO 00/10752 A1
US 2017/0266719 A1
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、鋳造プロセスを可及的に効率的にかつより長い中断なしに構築するために、上記のインサート部材のための交換インターバル(交換と交換の間の期間)又は一般的には圧力金型鋳造機についてのないしその最も摩耗しやすい部分即ち充填チャンバについての寿命を長期化するという課題は依然として存在する。更に、一般的に、とりわけ易摩耗性の金属基材上の、表面コーティングを機械的かつ化学的により安定的に、かつ、それによってより耐摩耗性的に構成するという課題がある。
【課題を解決するための手段】
【0010】
本発明の第1の視点により、コーティングされた金属基材の製造方法が提供される。
前記方法は、タングステン、モリブデン、タングステン合金又はモリブデン合金を溶射材として使用する熱スプレー又は肉盛溶接によって金属基材の表面を完全に又は部分的にコーティングすること
を含むこと
を特徴とする。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
OLED青森株式会社
製膜装置
1か月前
OLED青森株式会社
製膜装置
1か月前
中外炉工業株式会社
真空浸炭装置
27日前
中外炉工業株式会社
真空浸炭装置
27日前
大阪富士工業株式会社
浴中軸部材の製造方法
1か月前
TOTO株式会社
構造部材
1か月前
東京エレクトロン株式会社
基板処理装置
5日前
TOTO株式会社
構造部材
1か月前
株式会社カワイ
無電解CoW鍍金処理方法
1か月前
日本製鉄株式会社
スナウト装置
25日前
日本化学産業株式会社
複合めっき皮膜及びめっき製品
1か月前
株式会社フジキン
気化装置およびガス供給方法
1か月前
株式会社スリーボンド
洗浄剤組成物
5日前
株式会社カネカ
製膜装置
1か月前
東京エレクトロン株式会社
パージ方法及び成膜装置
1か月前
芝浦メカトロニクス株式会社
成膜装置
4日前
大陽日酸株式会社
薄膜製造方法
4日前
日新電機株式会社
密閉処理装置
17日前
芝浦メカトロニクス株式会社
成膜装置
4日前
東ソー株式会社
ホウ化クロム含有クロム焼結体及びその製造方法
5日前
大日本印刷株式会社
マスク及びマスクの製造方法
1か月前
ダイキン工業株式会社
金属錯体
1か月前
東京エレクトロン株式会社
クリーニング方法及び成膜装置
6日前
福田金属箔粉工業株式会社
銅系複合体膜及びその製造方法
23日前
国立大学法人島根大学
透明導電膜形成方法および粉末ターゲット
16日前
株式会社SCREENホールディングス
スパッタリング装置
20日前
株式会社SCREENホールディングス
スパッタリング装置
19日前
大日本塗料株式会社
鋼構造物の洗浄方法
6日前
株式会社SCREENホールディングス
スパッタリング装置
1か月前
富士通商株式会社
新規なSiOx/カーボンナノ繊維とその製造方法
1か月前
東京エレクトロン株式会社
液体原料監視方法及びガス供給装置
1か月前
矢崎総業株式会社
めっき付き炭素材料及びその製造方法
5日前
大日本印刷株式会社
メタルマスク及びその製造方法
1か月前
尾池工業株式会社
金属調加飾フィルムの製造方法
1か月前
キヤノントッキ株式会社
成膜装置及び成膜方法
10日前
キヤノントッキ株式会社
成膜装置及び成膜方法
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ