TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025060315
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170985
出願日
2023-09-29
発明の名称
検査装置
出願人
キクカワエンタープライズ株式会社
代理人
個人
,
個人
,
個人
主分類
G01N
29/275 20060101AFI20250403BHJP(測定;試験)
要約
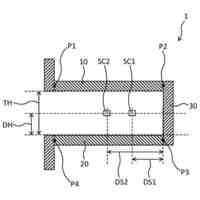
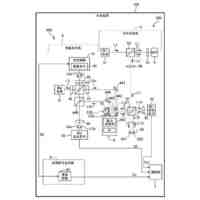
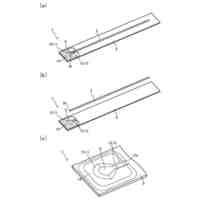
【課題】検査用の複数のセンサ部が配列されて被検査物の検査を行う検査装置において、小型を含むサイズが異なる多くの被検査物の検査が可能な検査装置を提供する。
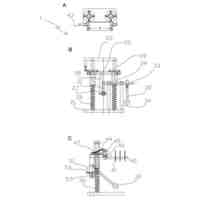
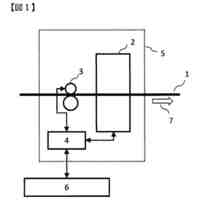
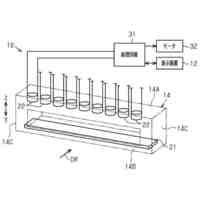
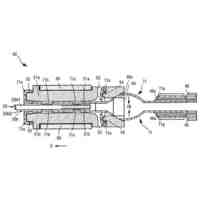
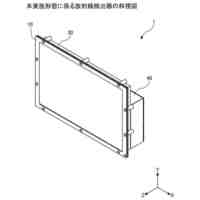
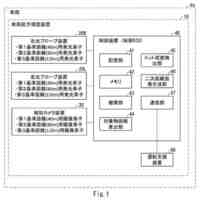
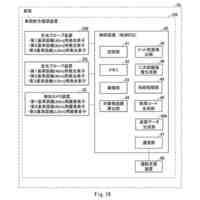
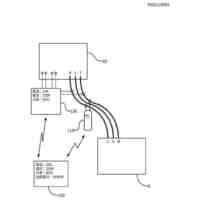
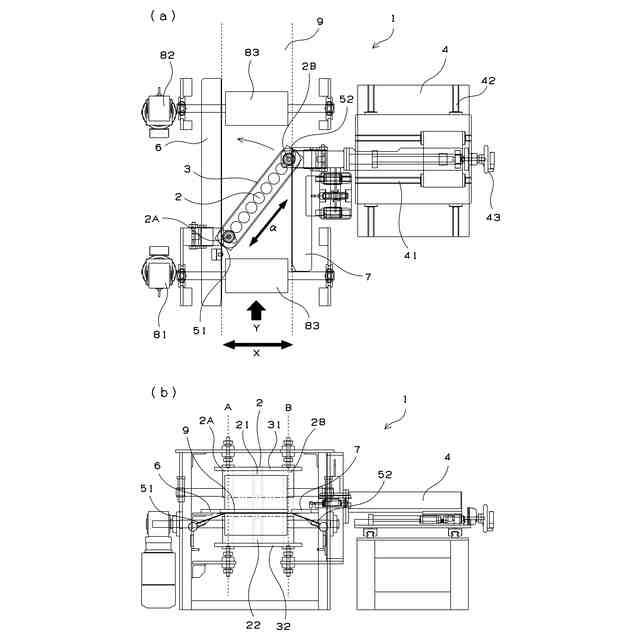
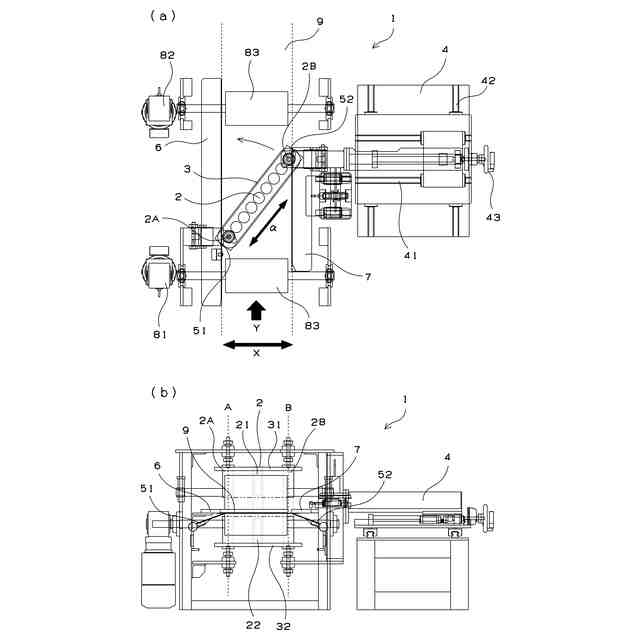
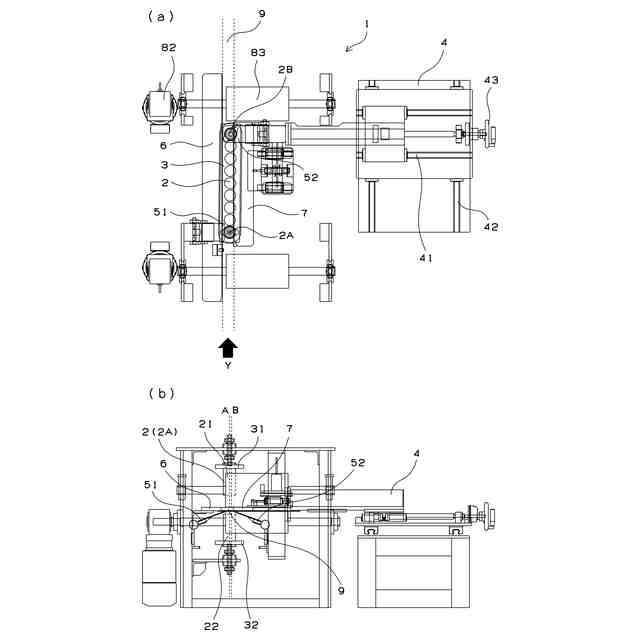
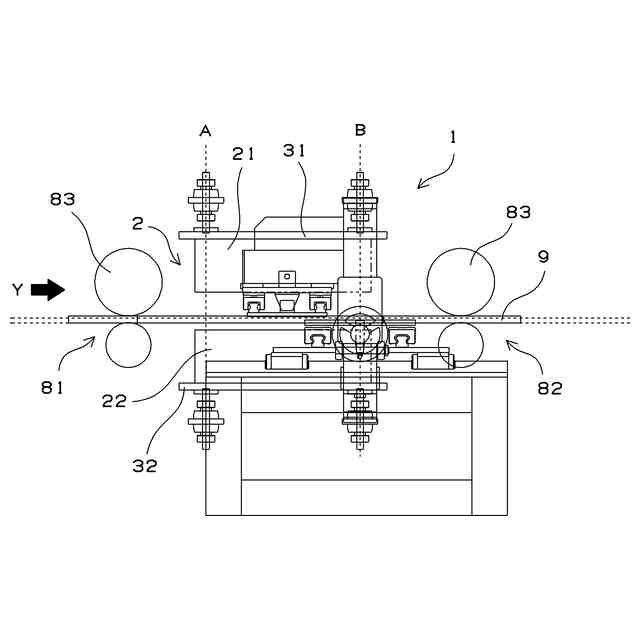
【解決手段】検査装置1は、検査用の複数のセンサ部2に対して相対的に搬送される被検査物9の検査を行うものであり、複数のセンサ部2が、一列または複数列で配列されて支持部材3により支持され、支持部材3は、平面視において複数のセンサ部2の配列方向が被検査物9の搬送方向とは異なる方向に配置されるように、一部を支点として回動可能であり、また、平面視において被検査物9と両端センサ部2A、2Bとの外側に隣接し、かつ、センサ部2の送波部21と上受波部22との間の高さとなる設置位置に、送波部22からの超音波パルスを遮蔽する遮蔽板53を有する。
【選択図】図1
特許請求の範囲
【請求項1】
検査用の複数のセンサ部に対して相対的に搬送される被検査物の検査を行う検査装置であって、
前記複数のセンサ部が、一列または複数列で配列されて支持部材により支持され、
前記支持部材は、平面視において前記複数のセンサ部の配列方向が前記被検査物の搬送方向とは異なる方向に配置されるように、一部を支点として回動可能であることを特徴とする検査装置。
続きを表示(約 1,200 文字)
【請求項2】
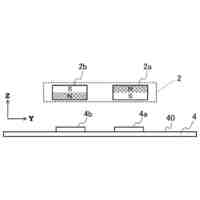
前記センサ部のそれぞれは、一対の送波部と受波部を有し、前記送波部と前記受波部との間に配置された前記被検査物の検査を行う超音波センサ部であり、前記支持部材として、前記複数のセンサ部の前記送波部が配列された送波部支持部材と、前記複数のセンサ部の前記受波部が配列された受波部支持部材とを有し、前記送波部支持部材と前記受波部支持部材とは、平面視において重なるように連動して回動されることを特徴とする請求項1記載の検査装置。
【請求項3】
前記支持部材に連結されて、前記複数のセンサ部のうち配列された一方の端部のセンサ部の位置を可動させる可動機構を有し、
前記支持部材は、前記複数のセンサ部のうち配列された他方の端部のセンサ部の位置が固定され、前記可動機構により前記一方の端部のセンサ部の位置を可動させることで、前記他方の端部のセンサ部の位置を前記支点として回動されることを特徴とする請求項2記載の検査装置。
【請求項4】
前記一方の端部のセンサ部と前記他方の端部のセンサ部が、前記被検査物における前記搬送方向と垂直方向の幅の両端部に位置し、
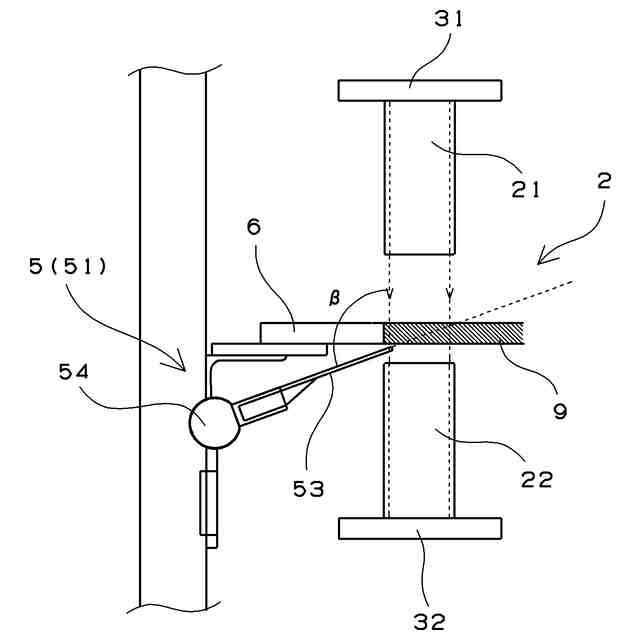
平面視において前記被検査物とこれらのセンサ部との外側に隣接し、かつ、前記送波部と前記受波部との間の高さとなる設置位置に、前記送波部からの超音波パルスを遮蔽する遮蔽手段を有し、
前記一方の端部のセンサ部の外側の前記遮蔽手段は、該センサ部の位置の可動に伴って前記設置位置を保持しながら移動することを特徴とする請求項3記載の検査装置。
【請求項5】
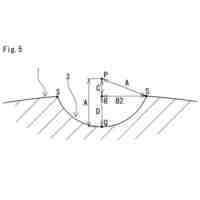
前記遮蔽手段は、遮蔽板を有し、
前記遮蔽板は、前記送波部から前記受波部に向いた方向に対して、前記被検査物の外側に向けて鈍角の角度を設けて設置されていることを特徴とする請求項4記載の検査装置。
【請求項6】
検査用の複数のセンサ部に対して相対的に搬送される被検査物の検査を行う検査装置であって、
前記複数のセンサ部が、一列または複数列で配列されて支持され、
前記センサ部のそれぞれは、一対の送波部と受波部を有し、前記送波部と前記受波部との間に配置された前記被検査物の検査を行う超音波センサ部であり、
前記複数のセンサ部のうち配列された一方の端部のセンサ部と、前記複数のセンサ部のうち配列された他方の端部のセンサ部が、前記被検査物における前記搬送方向と垂直方向の幅の両端部に位置し、平面視において前記被検査物とこれらのセンサ部との外側に隣接し、かつ、前記送波部と前記受波部との間の高さとなる設置位置に、前記送波部からの超音波パルスを遮蔽する遮蔽板を有することを特徴とする検査装置。
【請求項7】
前記被検査物が板状構造物であることを特徴とする請求項1から請求項6までのいずれか1項記載の検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主に超音波センサなどの非破壊検査手段を用いて、板状構造物などの被検査物の内部欠陥の検査を行う検査装置に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
板状に加工された板状構造物として、複合フローリング材が知られている。複合フローリング材は、主な基材層として、合板、パーチクルボード、LVL(Laminated Veneer Lumber)、MDF(Medium Density Fiberboard)、集成材などを用い、表面層や背面層として、ウレタン樹脂、アクリル樹脂、ポリ塩化ビニル樹脂、メラミン樹脂、フェルト、発泡層、防水層などを用いて、これらを積層接着(ラミネート)して構成されている。複合フローリング材では、製造時の接着不良や、その後の乾燥工程、切断工程などにおいて、積層間の剥離や空洞といった欠陥(パンクともいう)が生じるおそれがある。このような欠陥がある板材は、見た目にも耐久度的にも問題が生じるおそれがあり、選別する必要がある。また、複合フローリングを構成する基材層である、合板、パーチクルボード、LVL、MDF、集成材などもそれ自体が板状構造物である。このため、これらについてもその製造時などにおいて剥離や空洞などの欠陥が生じている場合には、上記同様これを選別する必要がある。
【0003】
通常、このような構造物の剥離などの内部欠陥の検査は、製造時における品質管理の段階のように製品出荷前の任意の段階で行うものであるため、検査に伴う物理的な損傷や別の欠陥を引き起こすことを防止するために、超音波などを利用した非破壊検査手段が利用されている。超音波を利用した検査装置として、例えば、対象となる被検査物の一方の面より超音波を入射させ、被検査物内から反射された超音波を解析する反射式の装置が提案されている(特許文献1)。特許文献1に記載の検査装置は、母材の表面に薄板が貼着されている複合材の剥離を検知(検査)するため、パルスレーザービームを被検面に照射し、この照射により複合材内に発生する超音波を、超音波検知用レーザー光源と干渉計で捉え、干渉計の出力に基づいて、周波数分析器により周波数スペクトラムを作成し、周波数スペクトラムの差異に基づいて剥離の有無を検知する装置である。
【0004】
超音波を利用した他の検査装置として、例えば、一対の送波器と受波器が対向状に上下に配置せられて、対象となる被検査物がこれらの間を非接触状態で通過し、送波器から発射される超音波パルスが、被検査物を透過した後に受波器で受信され、その伝播時間などを解析する透過式の装置も提案されている(特許文献2)。特許文献2に記載の検査装置では、送波器と受波器の対(一対で1つのセンサ部)が、被検査物である木質積層板の幅方向に所定間隔おきに配置されており、当該文献には、この対の数が多いほど検査精度は向上することが記載されている。このような透過式の検査装置の市販品として、例えば、板材の幅900mm~1300mm程度に対応し、板材の幅方向に20~60個程度のセンサ部(センサ直径50mm程度)が配置された検査装置などがある。透過式の検査装置は、反射式と比較して、一般には構造物の深部までの検査が可能であり、上記のとおり配列配置することで構造物のほぼ全体にわたる広範囲な検査が可能である。対象の構造物の両側(対向)へのセンサ配置が必要であることを踏まえると、板状構造物などに特に適している。
【0005】
複数のセンサ部を配列させた透過式の超音波検査装置を使用する場合、被検査物である板状構造物の両端部において、その端部に位置するセンサ部の送波器から発射される超音波パルスが外側から回り込む回折波が生じる場合がある。この回折波は、被検査物を透過せずに、対となる受波器で直接に受信することとなり、検査を不能とするか、その精度を低下させるおそれがある。このため、被検査物の幅方向の両端部の一定範囲(例えばセンサ部1つ分程度)に対しては、センサ部を配置しないで検査を実施している。
【0006】
板状構造物の検査として、その幅が比較的大きい(例えば900mm以上)ものを検査する場合、上記のようなセンサ部のない非検査領域が両端部に存在するとしても、構造物全体の大きさからみれば、相対的に僅かな範囲となり、大きな問題となることが少なかった。
【0007】
被検査物の端部での超音波の回り込みに対しては、検査対象領域を非接合対象箇所との境界線を基準とした領域範囲を絞ること等により、回析波の発生を抑制する方法(例えば、特許文献3)や、被検査物自体の末端部をシールド部材で覆って回折波の発生を抑制する方法など(特許文献3の段落0006)がある。また、センサ部の大きさ(径)を小さくする方法などもある。しかし、被検査物が比較的大きいサイズの板状構造物である場合、上記の事情より、装置コストや手間の増加と得られる効果との関係から、現状このような手法は特に採用されていなかった。
【先行技術文献】
【特許文献】
【0008】
特開平11-304768号公報
特公平6-23738号公報
特開2020-27012号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
板状構造物として、合板、パーチクルボード、LVL、MDF、集成材や、これらを用いた複合フローリング材において、上記のようなサイズ以下(900mm未満)の板状構造物についても検査のニーズは増大している。例えば、日本農林規格の複合フローリング材の幅には、75mm、90mm、100mm、110mm、150mm、222mm240mm、300mm、303mmの9種類がある。両端部の非検査領域は、幅が小さくなるほど相対的に大きな範囲となり、上記の種類の中でも、特に200mm以下のものなどに対しては、従前と同様のセンサ部の大きさ(径)の装置を用いた検査はその精度において十分ではないおそれがある。また、より高い品質の板材を提供するためには、幅が比較的大きい(例えば900mm以上)板状構造物を検査する場合においても、その最端部まで確実に検査することが必要である。
【0010】
超音波の回り込みの対策をするにしても、複合フローリング材などの板状構造物の検査においては、板状構造物として比較的長いもの(例えば900mm~3000mm)を連続的にセンサ部に供給して剥離検査をするため、構造物自体に端部のシールド部材を設けることはコスト増に繋がりやすい。また、検査対象領域を設定する方法もシステムが複雑になるおそれがある。さらに、センサ部の大きさ(径)を小さくする場合、センサ部間のピッチが詰まり全体として必要なセンサ部の数が多くなる。よって、センサ部の従前構成を大きく変更することなく、比較的簡易な構造で超音波の回り込み対策をし、小型を含むサイズが異なる多くの被検査物の検査を可能とする装置が望まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
通電検査装置
10日前
日本精機株式会社
位置検出装置
6日前
東レ株式会社
シート状物の検査方法
4日前
エイブリック株式会社
電流検出回路
3日前
株式会社ハシマ
検針機
9日前
株式会社チノー
放射光測温装置
3日前
東ソー株式会社
自動分析装置及び方法
6日前
日本特殊陶業株式会社
ガスセンサ
3日前
日本特殊陶業株式会社
ガスセンサ
3日前
株式会社 キョーワ
食品搬送装置
3日前
富士電機株式会社
エンコーダ
4日前
日本碍子株式会社
ガスセンサ
3日前
DIC株式会社
測定装置
11日前
富士電機株式会社
放射線検出器
11日前
株式会社ヨコオ
シートコンタクタ
6日前
TDK株式会社
温度センサ
4日前
本田技研工業株式会社
物体検出装置
9日前
本田技研工業株式会社
物体検出装置
9日前
矢崎総業株式会社
電流センサ
10日前
ダイハツ工業株式会社
凹部の深さ測定方法
9日前
スタンレー電気株式会社
車両前方視認装置
9日前
スタンレー電気株式会社
車両前方視認装置
9日前
シチズンファインデバイス株式会社
圧力検出装置
3日前
オムロン株式会社
光電センサ
3日前
シチズンファインデバイス株式会社
圧力検出装置
3日前
旭光電機株式会社
電気的特性提供装置
3日前
TDK株式会社
センサデバイス
3日前
株式会社ミツバ
モータ制御装置
3日前
JRCモビリティ株式会社
充電用温度判定回路
6日前
セイコーエプソン株式会社
干渉計
6日前
株式会社テイエルブイ
厚さ測定装置及び厚さ測定方法
11日前
日本信号株式会社
表示装置
4日前
株式会社JVCケンウッド
撮像装置及び測距方法
9日前
TDK株式会社
センサ
4日前
内山工業株式会社
分析装置用部材
5日前
日東建設株式会社
ボルト・ナットの健全性検査装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ