TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025060151
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170702
出願日
2023-09-29
発明の名称
積層鉄心、モータ及び積層鉄心の製造方法
出願人
ニデック株式会社
代理人
個人
,
個人
主分類
H02K
1/18 20060101AFI20250403BHJP(電力の発電,変換,配電)
要約
【課題】積層鉄心の製造過程において、鉄心片形成部材から、積層体を構成する鉄心片を切り出す際に廃棄される部分を低減できる積層鉄心、モータ及び積層鉄心の製造方法を実現する。
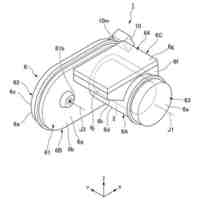
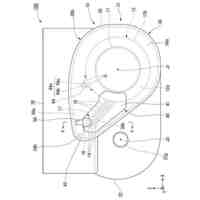
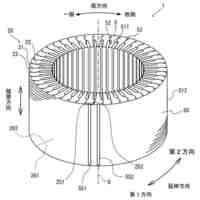
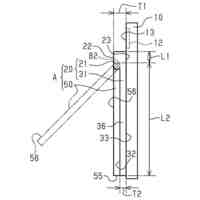
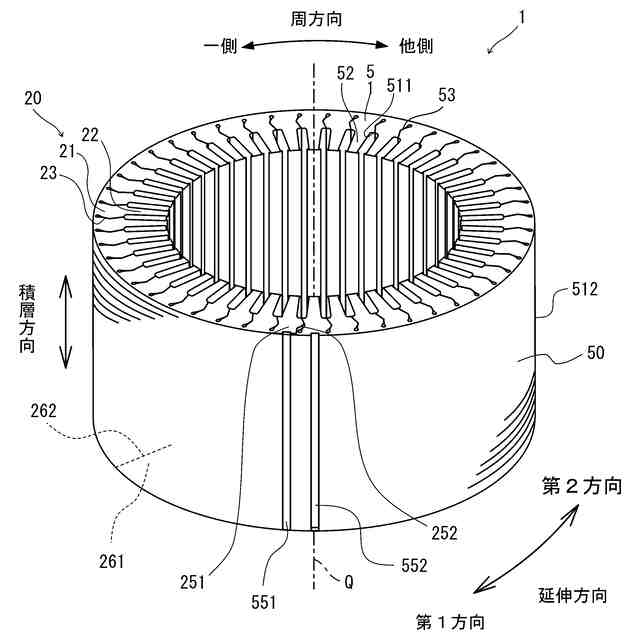
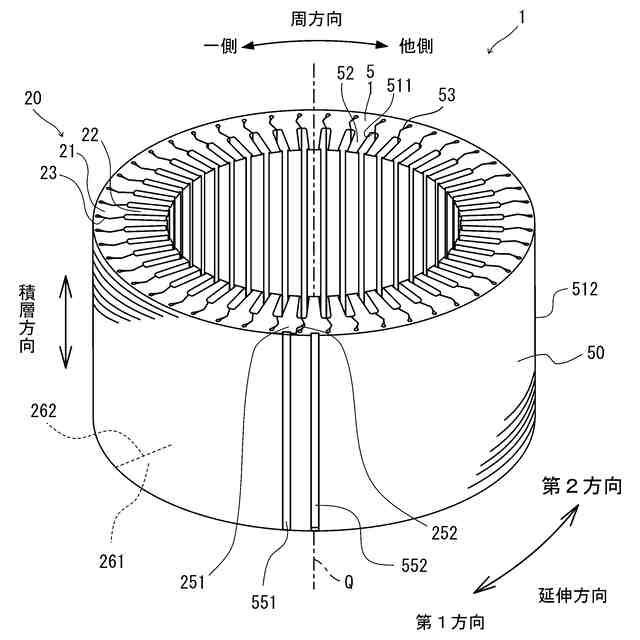
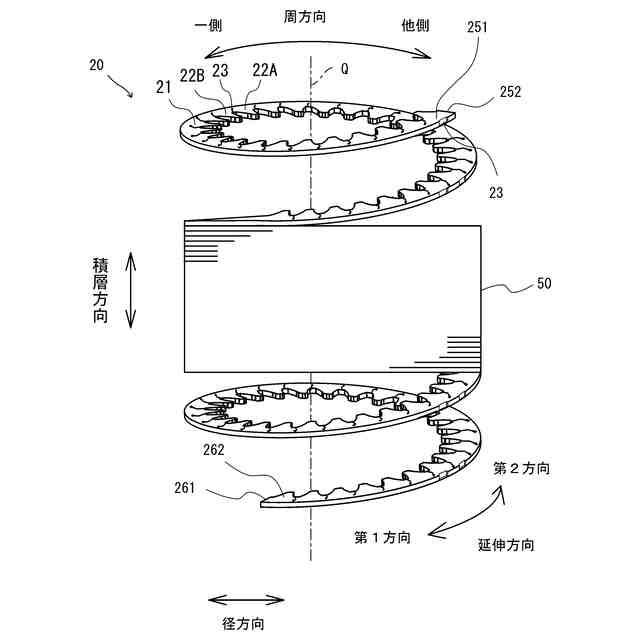
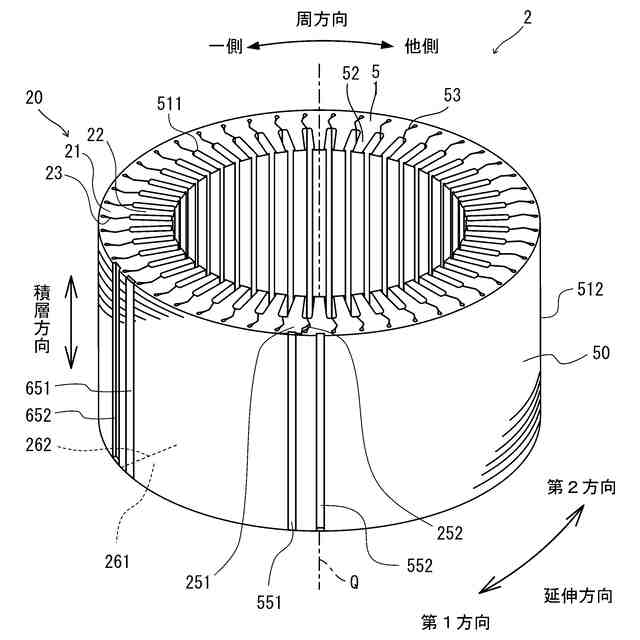
【解決手段】積層鉄心1は、バックヨーク積層部のうち鉄心片20の延伸方向における一側端部251を含む部分の外周面512上で、バックヨーク部21を積層方向に連結する第1連結部551と、積層鉄心1を軸線方向に見て、第1連結部551に対して、鉄心片20の延伸方向における一側端縁252を挟んで、鉄心片20において一側端縁252から他側端縁262に向かう向きである第1方向とは反対方向に位置し、バックヨーク積層部の外周面512上で、バックヨーク積層部の積層方向に延びている第1溝部552と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
軸線を中心として螺旋の形状に延伸している板状のバックヨーク部と、
前記バックヨーク部から前記螺旋の径方向内方に突出する複数のティース部と、
前記複数のティース部のうち延伸方向に隣り合う一対のティース部の間で、前記バックヨーク部の内周端面から前記螺旋の径方向外方に延びている複数のスリット部と、
を有する鉄心片が、前記バックヨーク部と前記ティース部と前記スリット部とのそれぞれが厚み方向に重なる状態で積層されて、軸線に沿って延びている筒形状の積層体を有する積層鉄心であって、
前記積層体は、
前記バックヨーク部が前記厚み方向に積層された円筒状のバックヨーク積層部と、
前記複数のティース部が前記厚み方向に積層され、周方向に並んで、前記バックヨーク積層部の内周面から径方向内方に突出する複数のティース積層部と、
前記複数のスリット部が前記厚み方向に積層され、前記周方向に並んで、隣り合う一対の前記ティース積層部の間で前記バックヨーク積層部の内周端面から径方向外方に延びている複数のスリット積層部と、
を有し、
前記積層鉄心は、
前記バックヨーク積層部のうち前記鉄心片の延伸方向における一側端部を含む部分の外周面上で、前記バックヨーク部を積層方向に連結する第1連結部と、
前記積層鉄心を軸線方向に見て、前記第1連結部に対して、前記鉄心片の延伸方向における一側端縁を挟んで、前記鉄心片において前記一側端縁から他側端縁に向かう向きである第1方向とは反対方向に位置し、前記バックヨーク積層部の外周面上で、前記バックヨーク積層部の積層方向に延びている第1溝部と、
を有する、
積層鉄心。
続きを表示(約 2,000 文字)
【請求項2】
請求項1に記載の積層鉄心において、
前記バックヨーク積層部のうち、前記鉄心片の延伸方向における他側端部を含む部分の外周面上で、前記バックヨーク部を積層方向に連結する第2連結部と、
前記積層鉄心を軸線方向に見て、前記第2連結部に対して、前記鉄心片の延伸方向における前記他側端縁を挟んで、前記鉄心片において前記他側端縁から前記一側端縁に向かう向きである第2方向とは反対方向に位置し、前記バックヨーク積層部の外周面上で、前記バックヨーク積層部の積層方向に延びている第2溝部と、
をさらに有し、
前記積層鉄心を前記軸線方向に見て、前記第1溝部、前記第1連結部、前記第2連結部及び前記第2溝部は、前記バックヨーク積層部の外周面上に、前記第1方向に順に並んでいる、
積層鉄心。
【請求項3】
請求項2に記載の積層鉄心において、
前記バックヨーク積層部を軸線方向に見て前記バックヨーク積層部の外周面上に周方向に並んで位置し、前記バックヨーク積層部を積層方向に連結する複数の連結部と、
前記バックヨーク積層部を軸線方向に見て前記バックヨーク積層部の外周面に前記複数の連結部に対して周方向に並んで位置し、前記バックヨーク積層部の積層方向に延びている複数の溝部と、
を有し、
前記複数の連結部は、前記第1連結部と前記第2連結部とを含み、
前記複数の溝部は、前記第1溝部と前記第2溝部とを含む、
積層鉄心。
【請求項4】
請求項3に記載の積層鉄心において、
前記積層鉄心を前記軸線方向に見て、前記第1連結部に対して前記軸線を中心として点対称の位置に位置する第1中間連結部と、
前記積層鉄心を前記軸線方向に見て、前記第2連結部に対して前記軸線を中心として点対称の位置に位置する第2中間連結部と、
を有し、
前記積層鉄心の周方向において、前記第1連結部と前記第2連結部との間に位置するティースの数は、前記第1中間連結部と前記第2中間連結部との間に位置するティースの数と同じである、
積層鉄心。
【請求項5】
請求項3に記載の積層鉄心において、
前記複数の連結部の数は、偶数であり、
前記積層鉄心を軸線方向に見て、前記第1連結部または前記第2連結部に対して前記軸線を中心として点対称の位置に位置する第3連結部をさらに有する、
積層鉄心。
【請求項6】
請求項3に記載の積層鉄心において、
前記バックヨーク積層部の外周面上で、前記バックヨーク積層部の積層方向に延びている位置決め用溝部を有し、
前記位置決め用溝部の深さは、前記第1溝部及び前記第2溝部の深さよりも大きい、
積層鉄心。
【請求項7】
請求項3から6のいずれか一つに記載の積層鉄心において、
前記溝部は、前記積層鉄心を軸線方向に見て、前記積層鉄心の外周面上に、前記スリット積層部を挟んで前記連結部と周方向に並んで位置する、
積層鉄心。
【請求項8】
固定子と、
回転子と、
を有し、
前記固定子または前記回転子の少なくとも一方は、請求項1から6のいずれか一つに記載の積層鉄心を有する、モータ。
【請求項9】
一方向に帯状に延びる鉄心片形成部材を幅方向の一側に変形させつつ螺旋状に巻いて、軸線に沿って延びる筒状の積層鉄心を製造する積層鉄心の製造方法であって、
前記一方向に延びる板状のバックヨーク部と、
前記バックヨーク部から前記幅方向の一側に突出する複数のティース部と、
前記複数のティース部のうち前記一方向に隣り合う一対のティース部の間で、前記バックヨーク部において前記幅方向の一側の端面から前記幅方向の他側に延びる複数のスリット部と、
前記バックヨーク部において前記幅方向の他側の端部に位置する一対の凹部と、
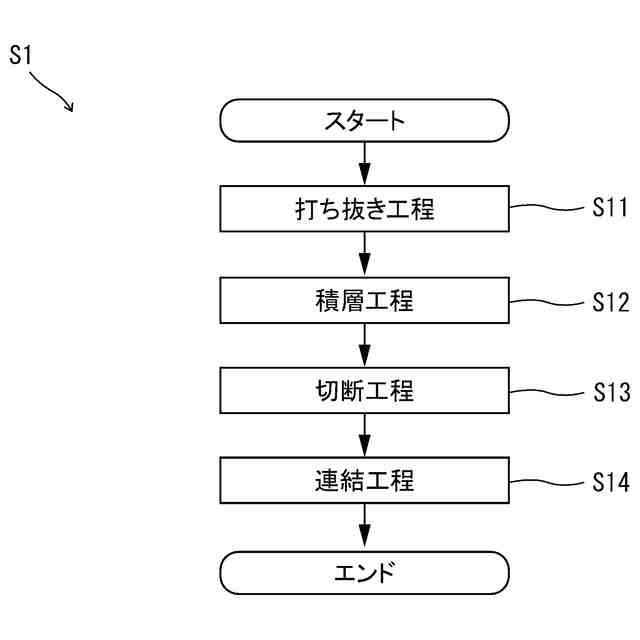
を有する前記鉄心片形成部材を、板状の鋼板を打ち抜くことによって形成する打ち抜き工程と、
前記鉄心片形成部材を、前記幅方向の一側に変形させて螺旋状に巻くとともに、前記バックヨーク部、前記ティース部、前記スリット部及び前記凹部を軸線方向にそれぞれ重ねて積層する積層工程と、
前記鉄心片形成部材が前記軸線方向に積層された状態で、前記一対の凹部のうち一方の凹部と他方の凹部との間を切断することによって、鉄心片を形成する切断工程と、
前記鉄心片の切断された端部に近い凹部で、前記軸線方向に前記バックヨーク部が積層されたバックヨーク積層部の外周面上において前記バックヨーク部を積層方向に接合することにより連結する連結工程と、
を含む、
積層鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心、モータ及び積層鉄心の製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
帯状の鉄心片形成部材を螺旋状に変形しつつ巻回することによって積層鉄心を製造する製造方法が知られている。例えば、特許文献1には、帯状コアバック部と多数の平行ティース部とを有する櫛状シートを、前記帯状コアバック部を螺旋の径方向外方に位置させるとともに、前記平行ティース部を螺旋の径方向内方に位置させた状態で螺旋状に巻き取ることによって積層して、螺旋型の回転機コアを製造する製造方法が開示されている。前記特許文献1の製造方法では、前記櫛状シートを積層して得られる積層体の軸方向長さが所定値になると、前記積層体は、櫛状シートから切り離される。このようにして、前記櫛状シートから前記積層体が切り離された後、必要に応じて、溶接、熱処理、矯正、面出し、切削、バリ取り、または、洗浄などの仕上げ工程が前記積層体に対して行われる。以上の工程によって、螺旋型回転機コアが完成する。
【先行技術文献】
【特許文献】
【0003】
国際公開第2021/010409号
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、帯状の鉄心片形成部材を螺旋状に変形しつつ巻回することにより製造される積層鉄心は、螺旋状に巻かれて積層された鉄心片によって構成される積層体を有する。このような積層鉄心の積層体では、螺旋状に巻かれて積層された鉄心片の端部がめくれ上がることを防ぐために、前記鉄心片の端部を固定する必要がある。
【0005】
一方、前記積層鉄心の製造過程では、前記積層鉄心の軸線方向の高さに応じて、鉄心片形成部材から前記積層体を構成する前記鉄心片が切り出される。前記鉄心片形成部材から前記鉄心片が切り出される際、端材の発生を抑えることが望まれている。
【0006】
本発明は、積層鉄心の製造過程において、鉄心片形成部材から、積層体を構成する鉄心片を切り出す際に廃棄される部分を低減できる積層鉄心、モータ及び積層鉄心の製造方法を実現することを目的とする。
【課題を解決するための手段】
【0007】
本発明の例示的な一実施形態に係る積層鉄心は、軸線を中心として螺旋状に延伸している板状のバックヨーク部と、前記バックヨーク部から螺旋の径方向内方に突出する複数のティース部と、前記複数のティース部のうち延伸方向に隣り合う一対のティース部の間で、前記バックヨーク部の内周端面から前記螺旋の径方向外方に延びている複数のスリット部と、を有する鉄心片が、前記バックヨーク部と前記ティース部と前記スリット部とのそれぞれが厚み方向に重なる状態で積層されて、軸線に沿って延びている筒形状の積層体を有する積層鉄心である。前記積層体は、前記バックヨーク部が前記厚み方向に積層された円筒状のバックヨーク積層部と、前記複数のティース部が前記厚み方向に積層され、周方向に並んで、前記バックヨーク積層部の内周面から径方向内方に突出する複数のティース積層部と、前記複数のスリット部が前記厚み方向に積層され、前記周方向に並んで、隣り合う一対の前記ティース積層部の間で前記バックヨーク積層部の内周端面から径方向外方に延びている複数のスリット積層部と、を有する。前記積層鉄心は、前記バックヨーク積層部のうち前記鉄心片の延伸方向における一側端部を含む部分の外周面上で、前記バックヨーク部を積層方向に連結する第1連結部と、前記積層鉄心を軸線方向に見て、前記第1連結部に対して、前記鉄心片の延伸方向における一側端縁を挟んで、前記鉄心片において前記一側端縁から他側端縁に向かう向きである第1方向とは反対方向に位置し、前記バックヨーク積層部の外周面上で、前記バックヨーク積層部の積層方向に延びている第1溝部と、を有する。
【0008】
本発明の例示的な一実施形態に係る積層鉄心の製造方法は、一方向に帯状に延びる鉄心片形成部材を幅方向の一側に変形させつつ螺旋状に巻いて、軸線に沿って延びる筒状の積層鉄心を製造する積層鉄心の製造方法である。前記積層鉄心の製造方法は、前記一方向に延びる板状のバックヨーク部と、前記バックヨーク部から前記幅方向の一側に突出する複数のティース部と、前記複数のティース部のうち前記一方向に隣り合う一対のティース部の間で、前記バックヨーク部において前記幅方向の一側の端面から前記幅方向の他側に延びる複数のスリット部と、前記バックヨーク部において前記幅方向の他側の端部に位置する一対の凹部と、を有する前記鉄心片形成部材を、板状の鋼板を打ち抜くことによって形成する打ち抜き工程と、前記鉄心片形成部材を、前記幅方向の一側に変形させて螺旋状に巻くとともに、前記バックヨーク部、前記ティース部、前記スリット部及び前記凹部を軸線方向にそれぞれ重ねて積層する積層工程と、前記鉄心片形成部材が前記軸線方向に積層された状態で、前記一対の凹部のうち一方の凹部と他方の凹部との間を切断することによって、鉄心片を形成する切断工程と、前記鉄心片の切断された端部に近い凹部で、前記軸線方向に前記バックヨーク部が積層されたバックヨーク積層部の外周面上において前記バックヨーク部を積層方向に接合することにより連結する連結工程と、を含む。
【発明の効果】
【0009】
本発明によれば、積層鉄心の製造過程において、鉄心片形成部材から、積層体を構成する鉄心片を切り出す際に廃棄される部分を低減できる。
【図面の簡単な説明】
【0010】
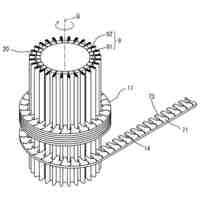
図1は、実施形態1に係る積層鉄心の概略構成を示す斜視図である。
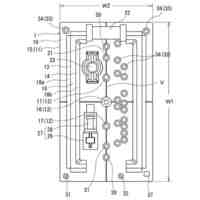
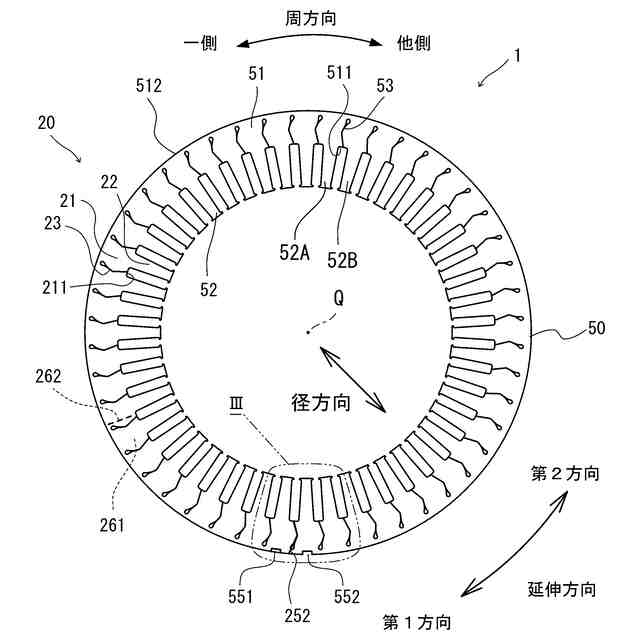
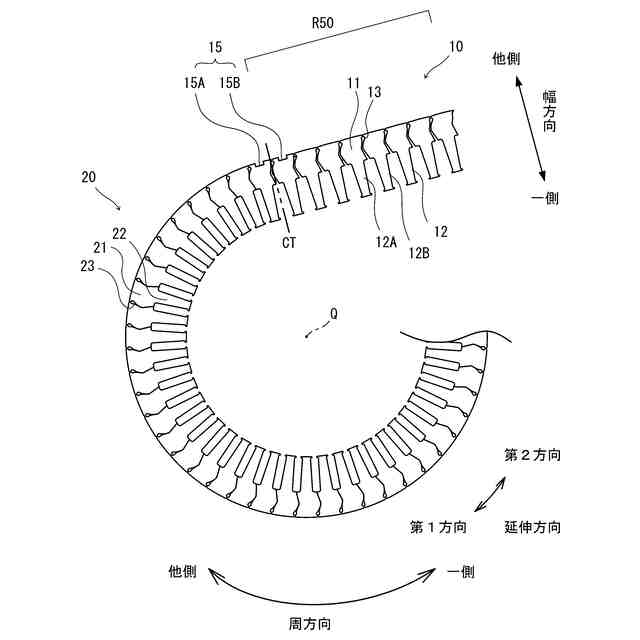
図2は、図1に示した積層鉄心の概略構成を示す平面図である。
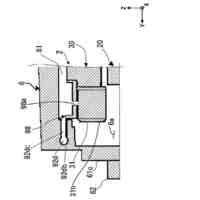
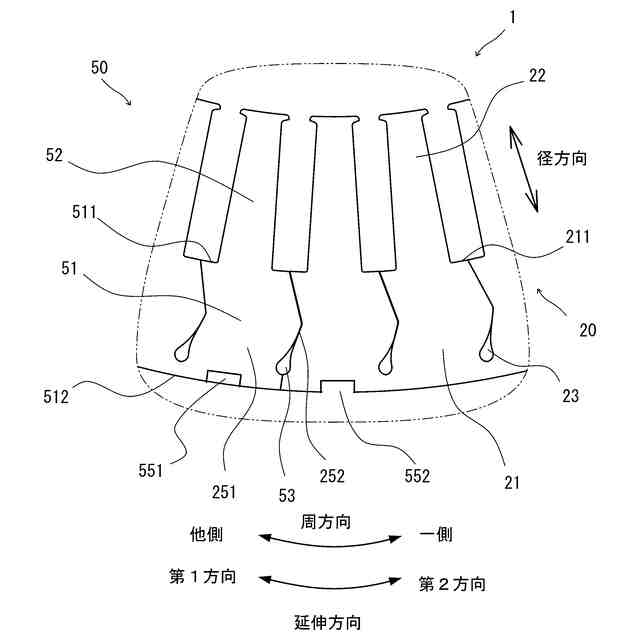
図3は、図2に示すIII部分の部分拡大図である。
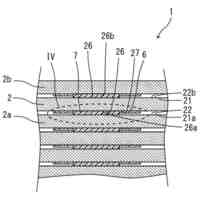
図4は、積層鉄心を分解して示す分解側面図である。
図5は、実施形態1に係る積層鉄心の製造方法を示すフローチャートである。
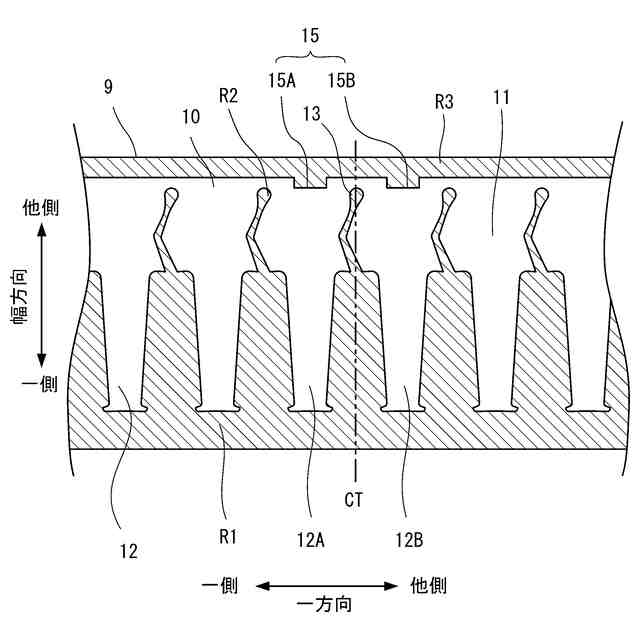
図6は、鋼板の打ち抜き図である。
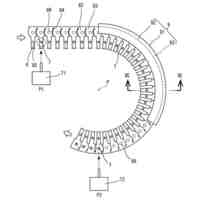
図7は、積層工程及び切断工程を説明する図である。
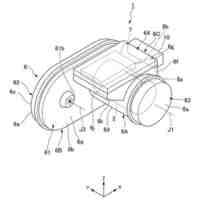
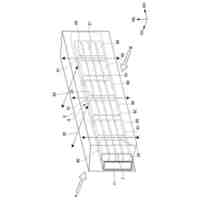
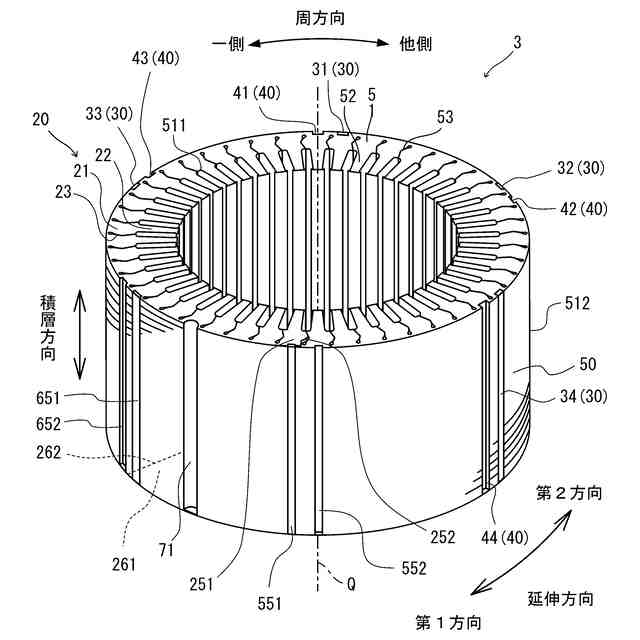
図8は、実施形態2に係る積層鉄心の概略構成を示す斜視図である。
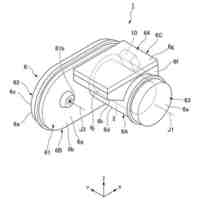
図9は、実施形態3に係る積層鉄心の概略構成を示す斜視図である。
図10は、図9に示した積層鉄心の概略構成を示す平面図である。
図11は、従来の積層鉄心を製造するための鉄心片形成部材を示す平面図である。
図12は、従来の積層鉄心における積層パターン表である。
図13は、積層鉄心を製造するための鉄心片形成部材を示す平面図である。
図14は、実施形態3に係る積層鉄心における積層パターン表である。
図15は、実施形態3に係る積層鉄心を製造するための鉄心片形成部材を示す平面図である。
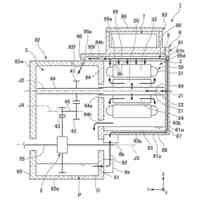
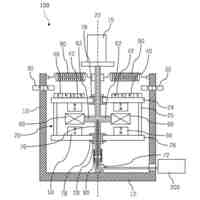
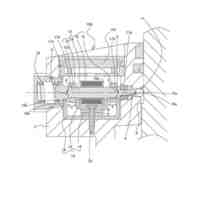
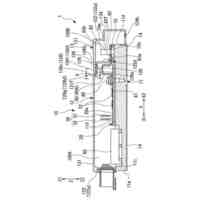
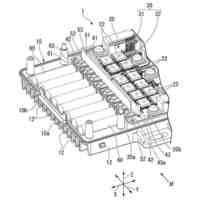
図16は、一実施形態に係るモータの概略構成を示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ニデック株式会社
駆動装置
3日前
ニデック株式会社
駆動装置
3日前
ニデック株式会社
駆動装置
3日前
ニデック株式会社
駆動装置
4日前
ニデック株式会社
回転電機、および駆動装置
4日前
ニデック株式会社
回転電機、および駆動装置
4日前
ニデック株式会社
積層鉄心の製造方法及び積層鉄心
3日前
ニデック株式会社
積層鉄心及び積層鉄心の製造方法
3日前
ニデック株式会社
固定子製造方法、固定子及びモータ
3日前
ニデック株式会社
積層鉄心、モータ及び積層鉄心の製造方法
3日前
ニデック株式会社
ロータ、および回転電機、および駆動装置
4日前
ニデック株式会社
モータユニット
3日前
個人
ファスナー式コード束ね
4日前
個人
高電荷低電位電荷搬送体
3日前
株式会社豊田自動織機
回転電機
3日前
未来工業株式会社
ゲージ
3日前
個人
回転電気装置及び発電装置
5日前
ニチコン株式会社
電力変換装置
9日前
矢崎総業株式会社
配電装置
9日前
株式会社豊田自動織機
回転電機のロータ
4日前
ミネベアミツミ株式会社
回転機器
9日前
株式会社コスメック
自立発電装置
5日前
株式会社ダイヘン
電気機器
10日前
日産自動車株式会社
インバータ
9日前
高周波熱錬株式会社
電源装置
4日前
コーセル株式会社
スイッチング電源装置
3日前
株式会社ダイヘン
蓄電池システム
10日前
高周波熱錬株式会社
電源装置
4日前
株式会社ミツバ
端子ユニット
3日前
ニデック株式会社
ステータ、モータ及びドローン
4日前
株式会社村田製作所
電源装置及びプログラム
5日前
豊田合成株式会社
太陽光発電給電装置
5日前
株式会社ミツバ
モータ制御装置
3日前
本田技研工業株式会社
回転電機
3日前
株式会社ミツバ
モータ制御装置
3日前
株式会社ミツバ
モータ制御装置
3日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ