TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025060149
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023170700
出願日
2023-09-29
発明の名称
積層鉄心及び積層鉄心の製造方法
出願人
ニデック株式会社
代理人
個人
,
個人
主分類
H02K
15/026 20250101AFI20250403BHJP(電力の発電,変換,配電)
要約
【課題】円弧状に曲げられた鉄心片が複数枚積層された積層鉄心の生産性を向上可能な製造方法を提供する。
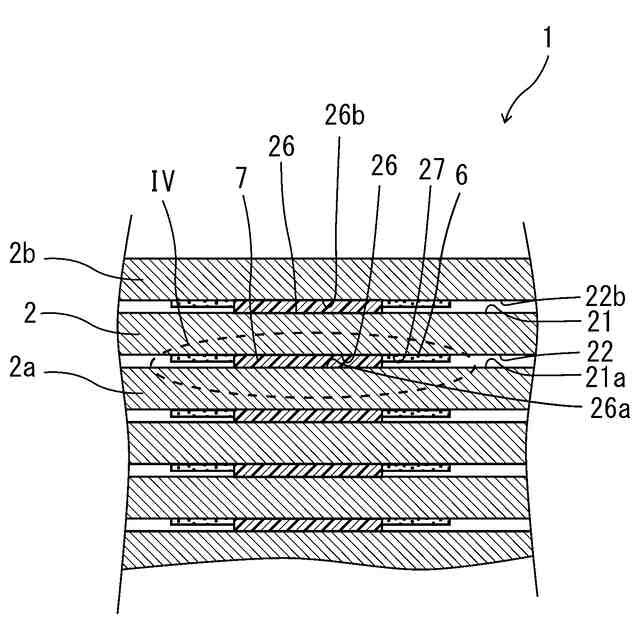
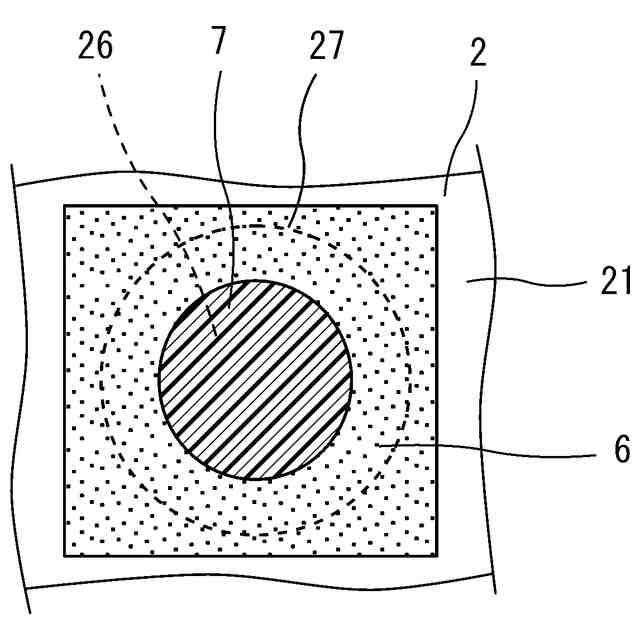
【解決手段】積層鉄心1は、周方向に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部とを有する鉄心片2が複数枚厚み方向に積層された筒状の積層鉄心である。前記鉄心片は、前記厚み方向に積層された他の鉄心片と、前記厚み方向の面上の被接着部26に接着された2液型接着剤の硬化物7を介して接着されている。前記鉄心片及び前記他の鉄心片のうち少なくとも一方は、前記厚み方向に見て前記被接着部を囲む領域27の少なくとも一部に、前記2液型接着剤を構成する2種類の液剤5、6のいずれか一方が付着している。
【選択図】図3
特許請求の範囲
【請求項1】
周方向に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部と、前記バックヨーク部における周方向に隣り合うティース部の間に、内周側の端面から径方向外方に延びる切れ目とを有する鉄心片が複数枚厚み方向に積層された筒状の積層鉄心であって、
前記鉄心片は、
前記厚み方向に積層された他の鉄心片と、前記厚み方向の面上の被接着部に接着された2液型接着剤の硬化物を介して接着されていて、
前記鉄心片及び前記他の鉄心片のうち少なくとも一方は、
前記厚み方向に見て前記被接着部を囲む領域の少なくとも一部に、前記2液型接着剤を構成する2種類の液剤のいずれか一方が付着している、
積層鉄心。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の積層鉄心において、
前記2液型接着剤は、前記2種類の液剤の接触によって硬化するハネムーン型接着剤である、
積層鉄心。
【請求項3】
請求項1または請求項2に記載の積層鉄心において、
前記鉄心片及び前記他の鉄心片のいずれか一方は、
前記厚み方向に見て前記被接着部を囲む領域に、前記2種類の液剤のうちの1種類の液剤が付着している、
積層鉄心。
【請求項4】
請求項1または請求項2に記載の積層鉄心において、
前記被接着部は、
前記ティース部に位置するティース被接着部と、
前記バックヨーク部に位置するバックヨーク被接着部と、
を含む、積層鉄心。
【請求項5】
請求項1または請求項2に記載の積層鉄心において、
前記バックヨーク部は、
軸線を中心として螺旋状に延びていて、積層方向に積層されている、
積層鉄心。
【請求項6】
周方向に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部と、前記バックヨーク部における周方向に隣り合うティース部の間に、内周側の端面から径方向外方に延びる切れ目とを有する鉄心片が厚み方向に複数枚積層された筒状の積層鉄心の製造方法であって、
鋼板を打ち抜くことにより、帯状のバックヨーク形成部と、前記バックヨーク形成部から前記バックヨーク形成部の幅方向の一方に突出する複数の前記ティース部と、前記バックヨーク形成部における隣り合うティース部の間に前記幅方向の他方に向かって延びるスリットとを有する板状の鉄心片形成部を形成する打ち抜き工程と、
前記打ち抜き工程で形成された前記鉄心片形成部を、前記スリットの隙間を潰して前記厚み方向に見て円弧状に曲げる曲げ工程と、
前記鉄心片形成部の前記厚み方向の一方の面上の第1塗布部に、接触によって反応して硬化する2液型接着剤を構成する2種類の液剤のうち一方の第1液剤を塗布する第1塗布工程と、
前記鉄心片形成部の前記厚み方向の他方の面上の第2塗布部に、前記2種類の液剤のうち他方の第2液剤を塗布する第2塗布工程と、
前記曲げ工程によって円弧状に曲げられた前記鉄心片形成部を積層方向に重ねることにより、前記第1塗布工程によって前記厚み方向の一方の面に塗布された前記第1液剤と、前記第2塗布工程によって前記厚み方向の他方の面に塗布された前記第2液剤とを接触させる接着積層工程と、
を有する、
積層鉄心の製造方法。
【請求項7】
請求項6に記載の積層鉄心の製造方法において、
前記第1塗布工程では、
前記曲げ工程によって円弧状に曲げられる前の前記鉄心片形成部の前記第1塗布部に前記第1液剤を塗布する、
積層鉄心の製造方法。
【請求項8】
請求項7に記載の積層鉄心の製造方法において、
前記第2塗布工程では、
前記曲げ工程によって円弧状に曲げられた前記鉄心片形成部の前記第2塗布部に前記第2液剤を塗布する、
積層鉄心の製造方法。
【請求項9】
請求項8に記載の積層鉄心の製造方法において、
前記第2塗布工程で前記第2液剤が塗布される第2塗布部の面積は、前記第1塗布工程で前記第1液剤が塗布される第1塗布部の面積よりも広く、
前記第2塗布工程では、前記第2塗布部に膜状に前記第2液剤を塗布する、
積層鉄心の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鉄心及び積層鉄心の製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
一方向に延びる帯状の鋼板を円弧状に曲げることにより円環状に形成された鉄心片が複数枚積層された積層鉄心が知られている。例えば、帯状のバックヨークの一方の長辺部側から突出した複数個のティースを備えた抜き板を折り曲げて円弧状に形成し、前記円弧状の抜き板を複数枚組み合わせて形成されたリング状のストレートコアから構成される固定子コアが開示されている。前記固定子コアでは、前記ストレートコアの外周部がレーザー溶接で固定される(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2005-143164号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、円弧状に曲げられた鉄心片が複数枚積層された積層鉄心の製造方法は、前記鋼板を曲げる曲げ工程と、前記曲げ工程によって得られた鉄心片を積層する積層工程と、前記積層工程によって得られた積層体の外周部を溶接する溶接工程とを有する。前記鉄心片には、曲げられる前の状態に戻ろうとするスプリングバックが生じる。したがって、前記溶接工程において前記積層体の形状を保持する必要がある。そのため、製造工程が複雑になって、生産性が低下するという問題があった。よって、生産性を向上可能な積層鉄心の製造方法が求められている。
【0005】
本発明の目的は、円弧状に曲げられた鉄心片が複数枚積層された積層鉄心の生産性を向上可能な製造方法を提供することである。
【課題を解決するための手段】
【0006】
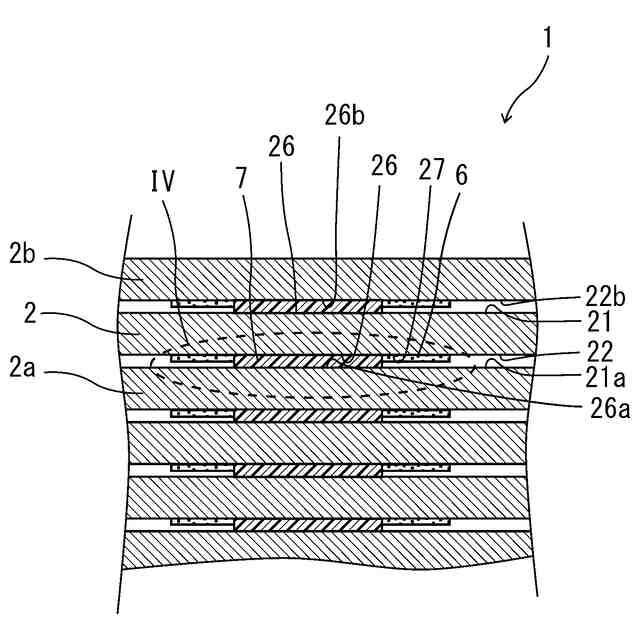
本発明の一実施形態に係る積層鉄心は、周方向に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部と、前記バックヨーク部における周方向に隣り合うティース部の間に、内周側の端面から径方向外方に延びる切れ目とを有する鉄心片が複数枚厚み方向に積層された筒状の積層鉄心である。前記鉄心片は、前記厚み方向に積層された他の鉄心片と、前記厚み方向の面上の被接着部に接着された2液型接着剤の硬化物を介して接着されている。前記鉄心片及び前記他の鉄心片のうち少なくとも一方は、前記厚み方向に見て前記被接着部を囲む領域の少なくとも一部に、前記2液型接着剤を構成する2種類の液剤のいずれか一方が付着している。
【0007】
本発明の一実施形態に係る積層鉄心の製造方法は、周方向に延びる板状のバックヨーク部と、前記バックヨーク部から径方向内方に延びる板状の複数のティース部と、前記バックヨーク部における周方向に隣り合うティース部の間に、内周側の端面から径方向外方に延びる切れ目とを有する鉄心片が厚み方向に複数枚積層された筒状の積層鉄心の製造方法である。前記積層鉄心の製造方法は、鋼板を打ち抜くことにより、帯状のバックヨーク形成部と、前記バックヨーク形成部から前記バックヨーク形成部の幅方向の一方に突出する複数の前記ティース部と、前記バックヨーク形成部における隣り合うティース部の間に前記幅方向の他方に向かって延びるスリットとを有する板状の鉄心片形成部を形成する打ち抜き工程と、前記打ち抜き工程で形成された前記鉄心片形成部を、前記スリットの隙間を潰して前記厚み方向に見て円弧状に曲げる曲げ工程と、前記鉄心片形成部の前記厚み方向の一方の面上の第1塗布部に、接触によって反応して硬化する2液型接着剤を構成する2種類の液剤のうち一方の第1液剤を塗布する第1塗布工程と、前記鉄心片形成部の前記厚み方向の他方の面上の第2塗布部に、前記2種類の液剤のうち他方の第2液剤を塗布する第2塗布工程と、前記曲げ工程によって円弧状に曲げられた前記鉄心片形成部を積層方向に重ねることにより、前記第1塗布工程によって前記厚み方向の一方の面に塗布された前記第1液剤と、前記第2塗布工程によって前記厚み方向の他方の面に塗布された前記第2液剤とを接触させる接着積層工程と、を有する。
【発明の効果】
【0008】
本発明によれば、円弧状に曲げられた鉄心片が複数枚積層された積層鉄心の生産性を向上可能な製造方法を提供することができる。
【図面の簡単な説明】
【0009】
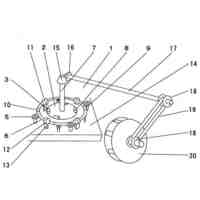
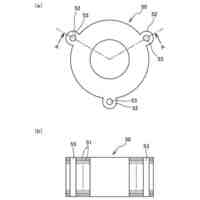
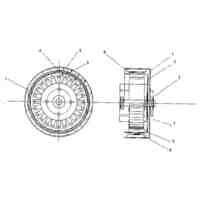
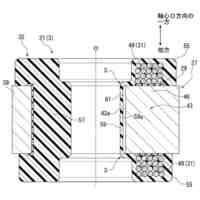
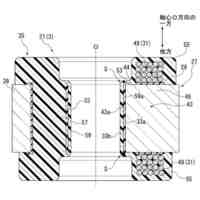
図1は、実施形態1に係る積層鉄心の概略構成を示す斜視図である。
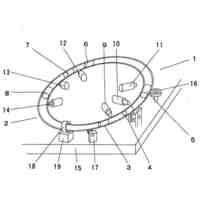
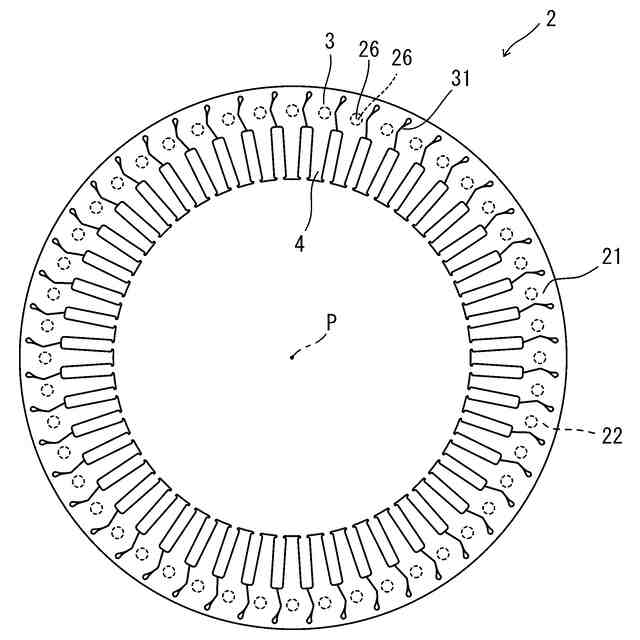
図2は、鉄心片の概略構成を示す平面図である。
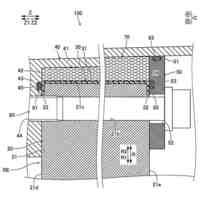
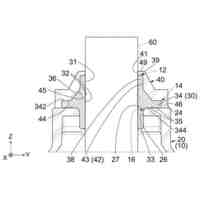
図3は、積層鉄心の断面図であり、被接着部を説明する図である。
図4は、厚み方向に積層された他の鉄心片を取り除いて鉄心片を前記厚み方向に見た状態を模式的に示す図である。
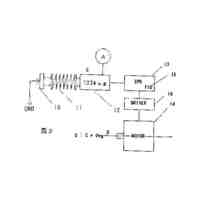
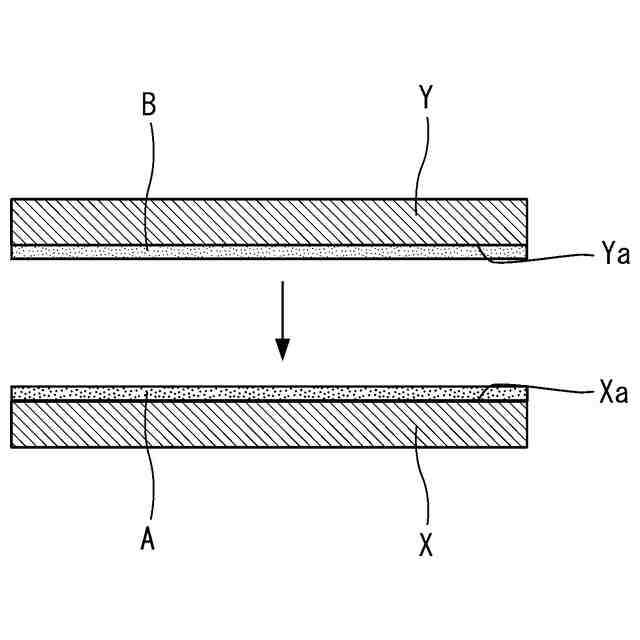
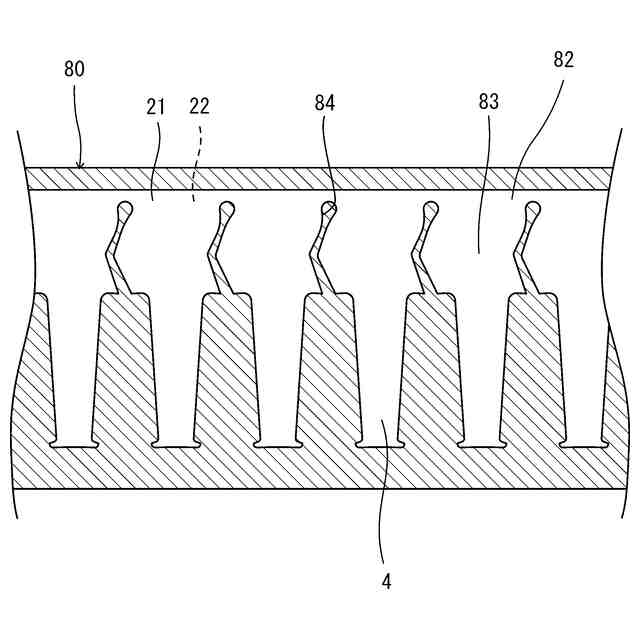
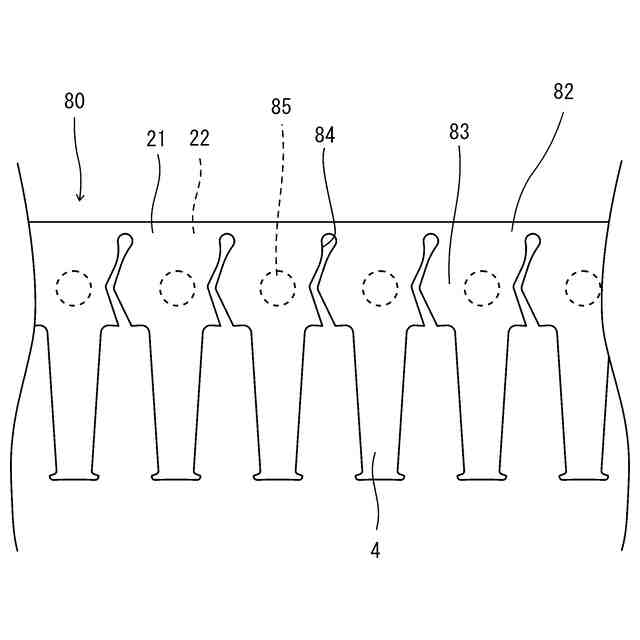
図5Aは、積層方向に重なる物体同士をハネムーン型接着剤によって接着する方法を説明する図である。
図5Bは、積層方向に重なる物体同士をハネムーン型接着剤によって接着した状態を説明する図である。
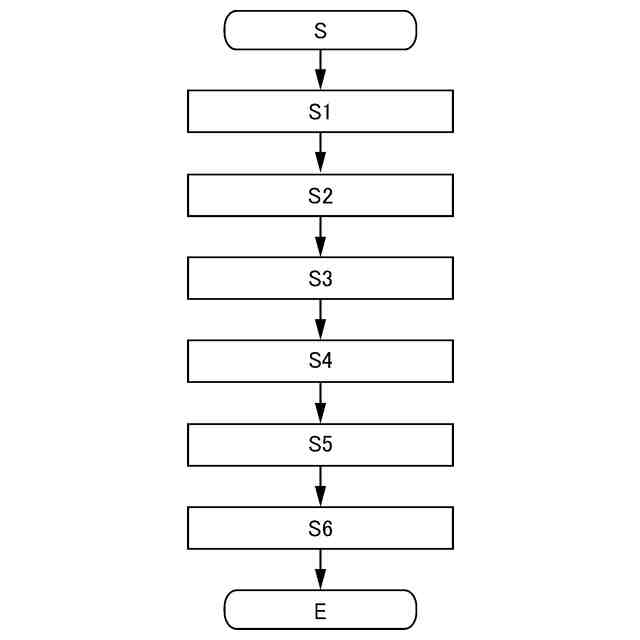
図6は、実施形態1に係る積層鉄心の製造方法を示すフローチャートである。
図7は、鋼板の打ち抜き図である。
図8Aは、鉄心片形成部の厚み方向一方の面の概略構成を示す図である。
図8Bは、鉄心片形成部の厚み方向他方の面の概略構成を示す図である。
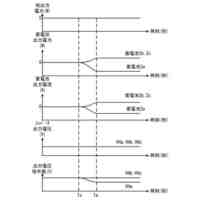
図9は、第1塗布工程及び第2塗布工程と、曲げ工程との関係を説明する図である。
図10は、積層方向に隣り合う鉄心片形成部の一方に2種類の液剤の一方を塗布し、他方に2種類の液剤の他方を塗布して接着させる様子を説明する図である。
図11は、実施形態1の変形例に係る積層鉄心の概略構成を説明する図である。
図12は、その他の実施形態に係る積層鉄心の被接着部の位置を説明する図である。
図13は、その他の実施形態に係る積層鉄心において、2種類の液剤の一方が付着している位置を説明する図である。
図14は、その他の実施形態に係る積層鉄心において、2種類の液剤が付着している位置を説明する図である。
図15は、その他の実施形態に係る積層鉄心の製造方法において、積層方向に隣り合う鉄心片形成部の一方に2種類の液剤の一方を塗布し、他方に2種類の液剤の他方を塗布した様子を説明する図である。
【発明を実施するための形態】
【0010】
以下、図面を参照し、本発明の例示的な実施の形態を詳しく説明する。なお、図中の同一または相当部分については同一の符号を付してその説明は繰り返さない。また、各図中の構成部材の寸法は、実際の構成部材の寸法及び各構成部材の寸法比率等を忠実に表しているわけではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
発電機
14日前
個人
発電機
18日前
ニデック株式会社
モータ
10日前
西芝電機株式会社
回転電機
今日
株式会社アイシン
車両用駆動装置
26日前
富士電機株式会社
半導体装置
18日前
株式会社シマノ
電力供給装置
19日前
株式会社ダイヘン
電圧調整装置
10日前
ダイハツ工業株式会社
モータ製造装置
3日前
トヨタ自動車株式会社
蓄電池制御装置
20日前
株式会社浅羽製作所
通線用先端誘導具
25日前
株式会社アイドゥス企画
負荷追従電動モータ
4日前
株式会社ダイヘン
電力システム
20日前
株式会社アイシン
回転電機用ステータ製造方法
5日前
株式会社アイドゥス企画
磁力トルクコンバータ
4日前
トヨタ紡織株式会社
磁石挿入装置
10日前
株式会社ゲットクリーンエナジー
発電機
11日前
株式会社ダイヘン
蓄電池システム
25日前
日本航空電子工業株式会社
シール構造体
28日前
株式会社アイシン
回転電機用ステータ製造方法
5日前
株式会社ダイヘン
無線給電システム
10日前
GX株式会社
可搬式太陽光発電用電源装置
18日前
トヨタ自動車株式会社
充電制御装置
18日前
キヤノン株式会社
電源装置、画像形成装置
19日前
マツダ株式会社
モータ
20日前
マツダ株式会社
モータ
20日前
株式会社TMEIC
電力変換装置
3日前
株式会社デンソー
電力変換装置
11日前
シンフォニアテクノロジー株式会社
充電装置
19日前
株式会社TMEIC
電力変換装置
今日
株式会社TMEIC
電力変換装置
18日前
マクセル株式会社
電池の放電装置
今日
トヨタバッテリー株式会社
二次電池システム
10日前
株式会社オリジン
充電器
28日前
株式会社豊田自動織機
回転電機
10日前
株式会社豊田自動織機
回転電機
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ