TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025058649
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168711
出願日
2023-09-28
発明の名称
物品検査装置及び物品検査方法
出願人
株式会社エヌテック
代理人
個人
,
個人
主分類
G01N
21/90 20060101AFI20250402BHJP(測定;試験)
要約
【課題】物品の透明部分にある欠点の検出精度が向上する物品検査装置及び物品検査方法を提供する。
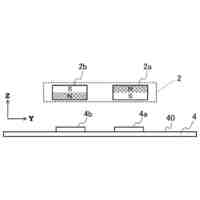
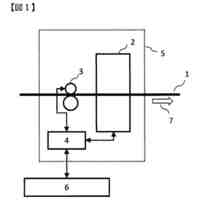
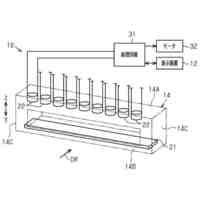
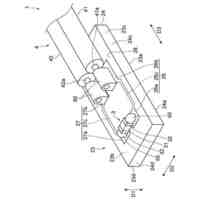
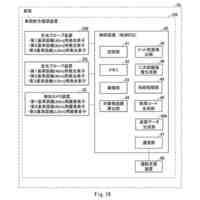
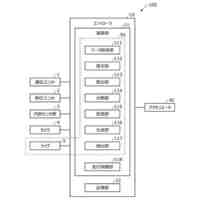
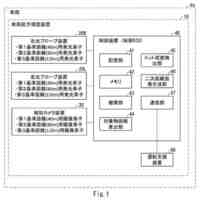
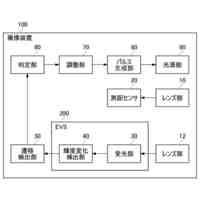
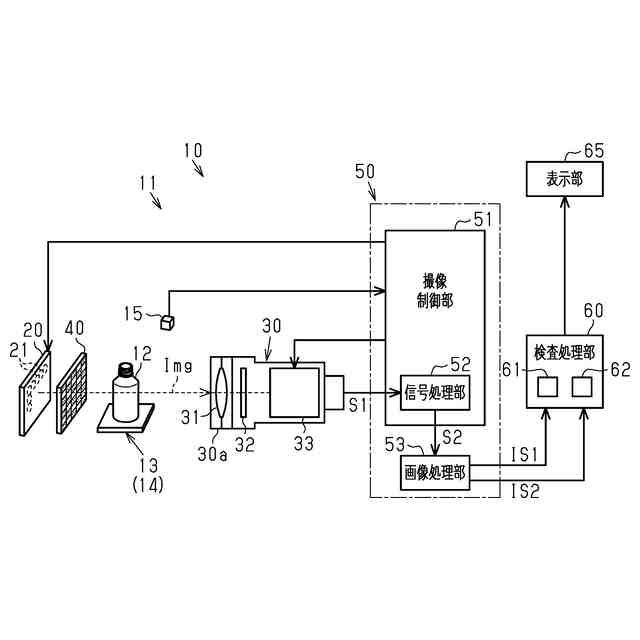
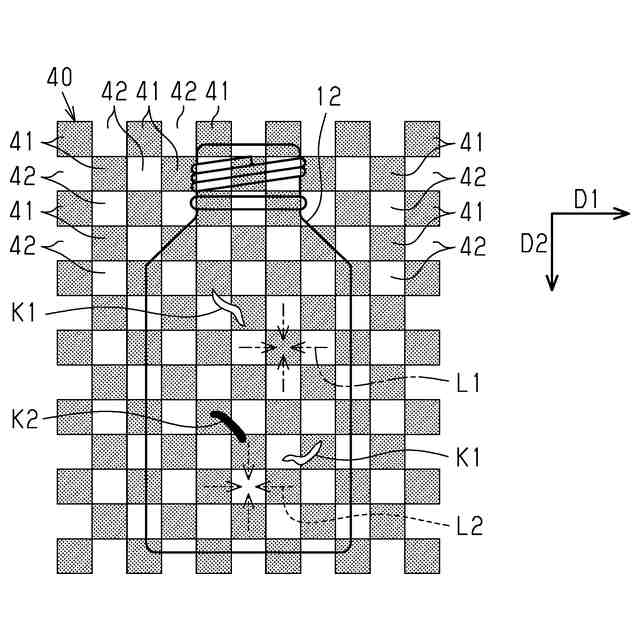
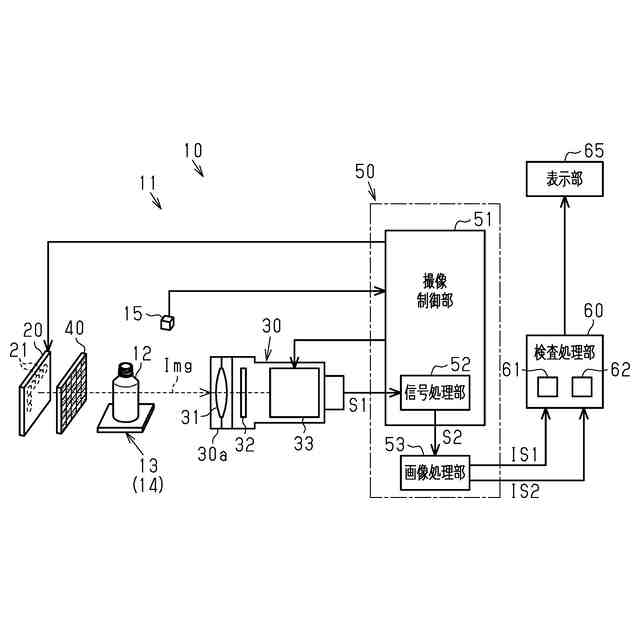
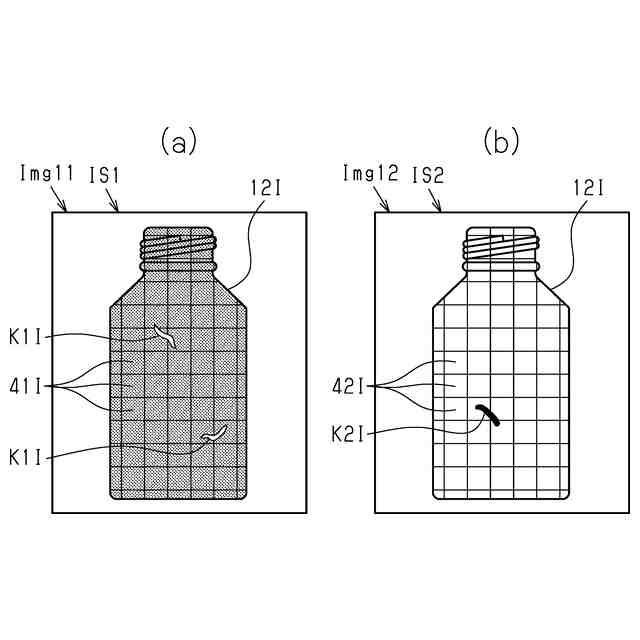
【解決手段】物品検査装置10は、照明部20、カメラ30、遮光部材40、撮像制御部51及び検査処理部60を備える。カメラ30は、物品12に対して照明部20と反対側の位置に配置されている。照明部20と物品12との間に配置される遮光部材40は、遮光部と透光部とが、互いに交差する第1方向及び第2方向に交互に並ぶ2次元状に配列された構成である。撮像制御部51は、カメラ30に物品12の透明部分を透過した透過光の像を撮像させる。検査処理部60は、カメラ30から取得された複数種の検査画像IS1,IS2に基づいて、遮光部の画像領域である暗部で暗部よりも高輝度の欠点の有無を検査する第1検査と、透光部の画像領域である明部で明部よりも低輝度の欠点の有無を検査する第2検査とのうち少なくとも一方の検査を行う。
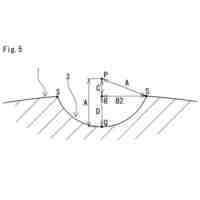
【選択図】図5
特許請求の範囲
【請求項1】
光が透過可能な透明部分を少なくとも一部に有する物品を撮像して検査する物品検査装置であって、
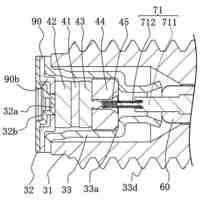
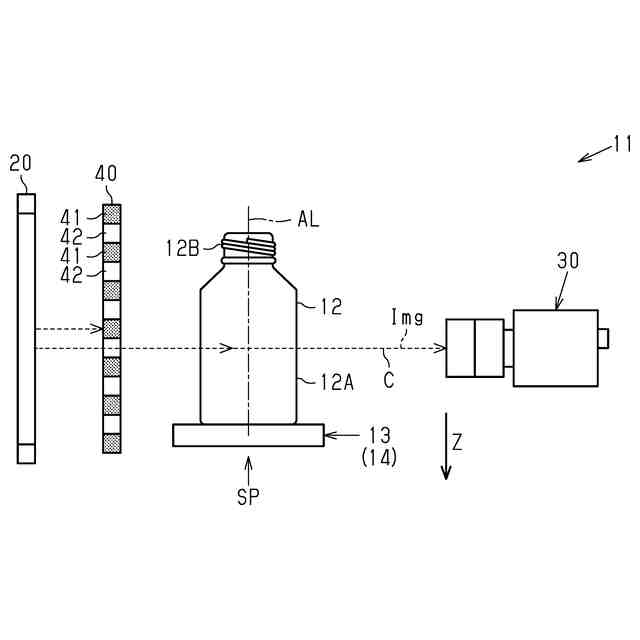
撮像位置に配置された前記物品を照明する照明部と、
前記物品に対して前記照明部と反対側の位置に配置されたカメラと、
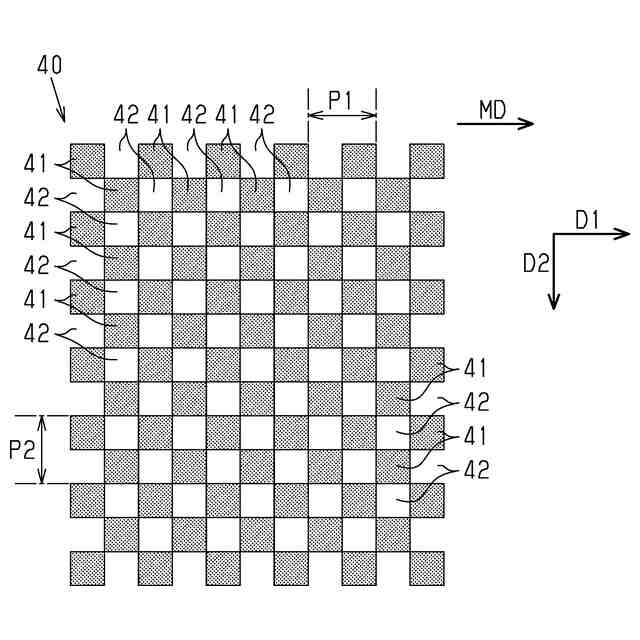
前記照明部と前記物品との間に配置されるとともに、互いに交差する第1方向及び第2方向に交互に並ぶことで遮光部と透光部とが2次元状に配列された遮光部材と、
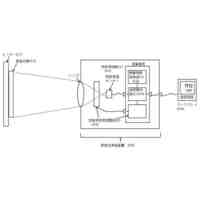
前記カメラに前記物品の前記透明部分を透過した透過光の像を撮像させることで複数種の検査画像を取得する撮像制御部と、
複数種の前記検査画像に基づいて前記物品の欠点の有無を検査する検査処理部と
を備え、
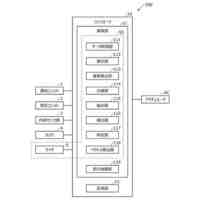
前記検査処理部は、複数種の前記検査画像に基づいて、前記遮光部の画像領域である暗部で前記暗部よりも高輝度の前記欠点の有無を検査する第1検査と、前記透光部の画像領域である明部で前記明部よりも低輝度の前記欠点の有無を検査する第2検査とのうち少なくとも一方の検査を行う物品検査装置。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の物品検査装置において、
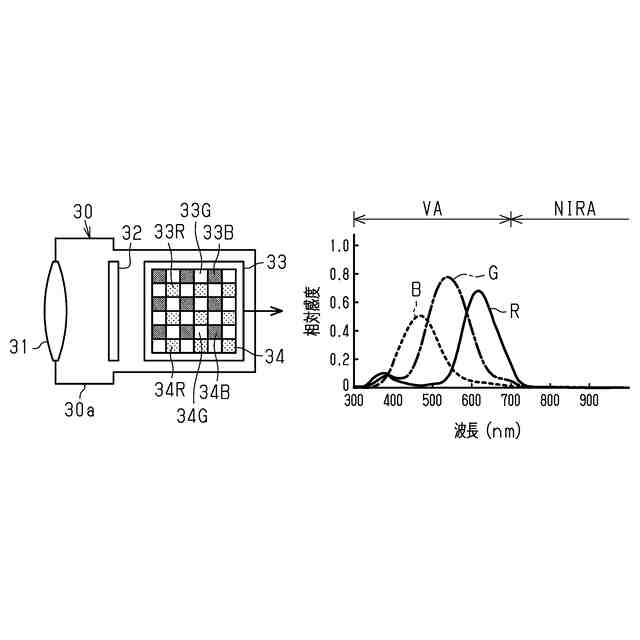
前記照明部は青色の単色光を前記物品に照明し、
前記カメラは、RGBカラーカメラであり、前記物品の前記透明部分を透過した透過光の像を撮像してカラー画像を取得し、
複数種の前記検査画像は、前記第1検査に用いられる第1検査画像と、前記第2検査に用いられる第2検査画像とを含み、
前記撮像制御部は、前記カラー画像を色分離することで、前記第1検査画像としてB画像又はG画像を取得するとともに、G画像及びR画像のうち前記第1検査画像とは異なる一方を前記第2検査画像として取得する物品検査装置。
【請求項3】
請求項2に記載の物品検査装置において、
前記検査処理部は、
前記第1検査画像に基づいて前記暗部における第1閾値以上の高輝度の部分を前記欠点として検出し、
前記第2検査画像に基づいて前記明部における第2閾値未満の低輝度の部分を前記欠点として検出する物品検査装置。
【請求項4】
請求項1に記載の物品検査装置において、
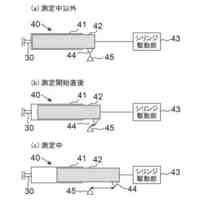
前記撮像制御部は、前記物品に対する前記暗部と前記明部との位相が異なる撮像条件で複数回の撮像を行わせることで複数種の前記検査画像を取得し、
前記検査処理部は、複数種の前記検査画像のそれぞれの前記暗部又はそれぞれの前記明部に基づいて、前記欠点の有無を検査する物品検査装置。
【請求項5】
請求項4に記載の物品検査装置において、
複数種の前記検査画像のそれぞれの前記暗部を1つに合成して暗部合成画像を生成するか、又は複数種の前記検査画像のそれぞれの前記明部を1つに合成して明部合成画像を生成する画像処理部を備え、
前記検査処理部は、前記暗部合成画像又は前記明部合成画像に基づいて、前記欠点の有無を検査する物品検査装置。
【請求項6】
請求項4に記載の物品検査装置において、
前記物品に対する前記暗部と前記明部との前記位相を変化させる方向に前記物品と前記遮光部材とを相対移動させる相対移動機構を備え、
前記撮像制御部は、前記物品を前記位相が異なるタイミングで前記カメラに2回以上撮像させる物品検査装置。
【請求項7】
光が透過可能な透明部分を少なくとも一部に有する物品を撮像して検査する物品検査方法であって、
撮像位置に配置された前記物品を照明する照明部と、
前記物品に対して前記照明部と反対側の位置に配置されたカメラと、
前記照明部と前記物品との間に配置されるとともに、互いに交差する第1方向及び第2方向に交互に並ぶことで遮光部と透光部とが2次元状に配列された遮光部材と、を備え、
前記カメラに前記物品の前記透明部分を透過した透過光の像を撮像させることで複数種の検査画像を取得することと、
複数種の前記検査画像に基づいて、前記遮光部の画像領域である暗部で前記暗部よりも高輝度の欠点の有無を検査する第1検査と、前記透光部の画像領域である明部で前記明部よりも低輝度の欠点の有無を検査する第2検査とのうち少なくとも一方の検査を行うことと、
を含む物品検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光が透過可能な透明部分を有する物品を検査する物品検査装置及び物品検査方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
例えば、特許文献1には、光源からの光が透明容器を透過した透過光を受光して透明容器の透過像を撮像するカメラを備えた撮像装置が開示されている。この撮像装置が取得した画像は、透明容器の充填液体中の異物の検出に使用される。
【0003】
また、特許文献2、3には、照明部と物品との間に、明暗パターンを形成するための複数のスリットを一方向に配列した遮光部材を配置し、明暗パターンを通して物品を透過した透過光の像をカメラが撮像する物品検査装置が開示されている。
【0004】
特許文献2に記載された物品検査装置は、透光部と遮光部が一方向に連続する明暗パターン形成用シェード(遮光部材の一例)と照明光源で構成したパターン照射手段を、透光性ワークの裏面側に備える。ワークを挟み照射手段と正対する撮影手段(カメラ)で、照射手段が照射する明暗パターンを、ワークを通して撮影する。撮影画像における出射光量(輝度)の変化(輝点)に基づいて、ワークの表面欠陥(欠点の一例)を検出する。光拡散手段により、透光部を透過した光が遮光部側に拡散光として導かれ、ワークの暗部内での出射光量が増える分、暗部内の欠陥の輝点としての顕在化が促進される。
【0005】
特許文献3に記載された物品検査装置は、透過光を照明する照明部と、透過光を受光して、製品(物品の一例)を撮影する撮影部(カメラ)と、製品に対して、明部と暗部とが交互に繰り返される明暗縞を形成するスリット板(遮光部材の一例)とを備える。スリット板は、透光部と遮光部とが交互に穿設された構成である。物品検出装置は、撮影画像を多階調の濃淡画像とし、検査領域内で、中間調にて現れる透明微粒子体の各微粒子の境界を明暗の変化点として検出し、変化点の個数に基づき、透明微粒子体の塗布状態を判定する。
【先行技術文献】
【特許文献】
【0006】
特開2002-267613号公報
特開2020-91132号公報
特開2010-204051号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献2、3に記載の物品検査装置では、一方向に暗部と明部とが並ぶ明暗パターンを形成する明暗パターン形成用シェード又はスリット板を使用するため、透光部又はスリットから遮光部(暗部)へ至る光の方向に偏りがある。そのため、欠点が暗部において明るく見えても、暗部との明度の違いが小さい場合が起こり得る。例えば、引っ掻き傷等の欠点では、傷の形成方向や傷の形成面の角度や形状等が、特定の方向に光が屈折等し易い特徴があるため、偏りのある方向からの光を受けても、その光が傷で屈折する方向がカメラの方向とはなりにくい場合がある。この場合、欠点の輝度が高くなりにくい。この種の欠点を検出するためには、欠点の判定に用いる輝度の閾値を小さくする必要があるが、そうすると、欠点の誤検出を招き易くなる。そのため、暗部に位置する欠点の部分に、透光部又はスリットの長手方向と平行な方向からもより多くの光を取り込んで、欠点に入射する光の方向の偏りを低減したいという課題がある。なお、欠点には、輝度が低く(暗く)なる種類の欠点もあるが、特許文献2、3に記載された物品検査装置においては、この種の欠点を検出対象としていない。
【課題を解決するための手段】
【0008】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決する物品検査装置は、光が透過可能な透明部分を少なくとも一部に有する物品を撮像して検査する物品検査装置であって、撮像位置に配置された前記物品を照明する照明部と、前記物品に対して前記照明部と反対側の位置に配置されたカメラと、前記照明部と前記物品との間に配置されるとともに、互いに交差する第1方向及び第2方向に交互に並ぶことで遮光部と透光部とが2次元状に配列された遮光部材と、前記カメラに前記物品の前記透明部分を透過した透過光の像を撮像させることで複数種の検査画像を取得する撮像制御部と、複数種の前記検査画像に基づいて前記物品の欠点の有無を検査する検査処理部とを備え、前記検査処理部は、複数種の前記検査画像に基づいて、前記遮光部の画像領域である暗部で前記暗部よりも高輝度の前記欠点の有無を検査する第1検査と、前記透光部の画像領域である明部で前記明部よりも低輝度の前記欠点の有無を検査する第2検査とのうち少なくとも一方の検査を行う。
【0009】
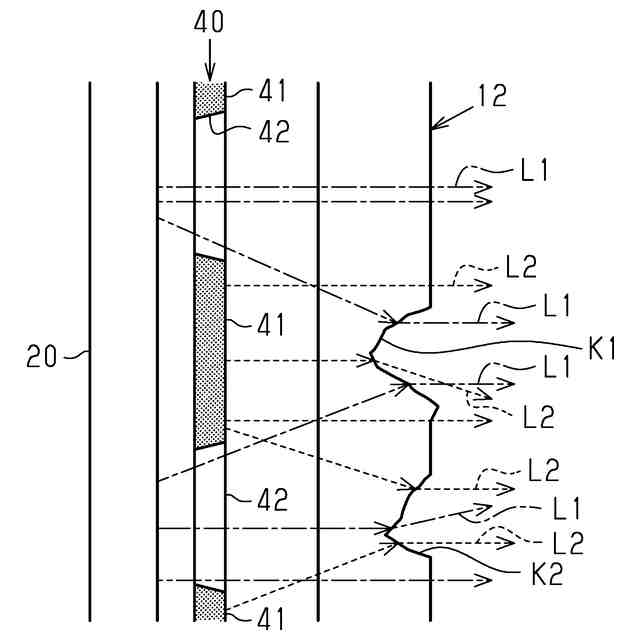
この構成によれば、物品における遮光部を背景とする部分には、背後からの入射光はないが、その遮光部の周囲に隣接する透明部から斜めに入射される光の屈折によって、遮光部を背景とする部分に位置する欠点の輝度が遮光部背景画像(暗部)より高まり易い。遮光部と透光部とが2次元状に配列されているので、物品における遮光部(暗部)を背景とする部分には、その遮光部と隣接する3以上の透光部(明部)から斜めに光が入射する。このため、遮光部と透光部とが一方向のみに並ぶ1次元状の遮光部材を用いる従来の物品検査装置に比べ、暗部を背景とする部分に位置する欠点の輝度が平均的に高まり易い。同様に、物品における透光部を背景とする部分では、その透光部の周囲に隣接する遮光部が、透明部を背景とする部分に位置する欠点での光の屈折により映り込み、欠点の輝度が透光部背景画像(明部)より低くなり易い。遮光部と透光部とが2次元状に配列されているので、物品における透光部(明部)を背景とする部分には、その透光部と隣接する3以上の遮光部から暗い光が斜めに入射する。このため、遮光部と透光部とが一方向のみに並ぶ1次元状の遮光部材を用いる従来の物品検査装置に比べ、明部を背景とする部分に位置する欠点の輝度が平均的に低くなり易い。よって、第1検査と第2検査とのうち少なくとも一方の検査を行う場合、従来の物品検査装置に比べ、欠点の検査精度が向上する。
【0010】
上記物品検査装置において、前記照明部は青色の単色光を前記物品に照明し、前記カメラは、RGBカラーカメラであり、前記物品の前記透明部分を透過した透過光の像を撮像してカラー画像を取得し、複数種の前記検査画像は、前記第1検査に用いられる第1検査画像と、前記第2検査に用いられる第2検査画像とを含み、前記撮像制御部は、前記カラー画像を色分離することで、前記第1検査画像としてB画像又はG画像を取得するとともに、G画像及びR画像のうち前記第1検査画像とは異なる一方を前記第2検査画像として取得してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
通電検査装置
10日前
日本精機株式会社
位置検出装置
6日前
エイブリック株式会社
電流検出回路
3日前
東レ株式会社
シート状物の検査方法
4日前
株式会社ハシマ
検針機
9日前
株式会社チノー
放射光測温装置
3日前
東ソー株式会社
自動分析装置及び方法
6日前
株式会社 キョーワ
食品搬送装置
3日前
日本特殊陶業株式会社
ガスセンサ
3日前
日本特殊陶業株式会社
ガスセンサ
3日前
日本碍子株式会社
ガスセンサ
3日前
富士電機株式会社
エンコーダ
4日前
株式会社ヨコオ
シートコンタクタ
6日前
TDK株式会社
温度センサ
4日前
シチズンファインデバイス株式会社
圧力検出装置
3日前
スタンレー電気株式会社
車両前方視認装置
9日前
本田技研工業株式会社
物体検出装置
9日前
本田技研工業株式会社
物体検出装置
9日前
ダイハツ工業株式会社
凹部の深さ測定方法
9日前
シチズンファインデバイス株式会社
圧力検出装置
3日前
オムロン株式会社
光電センサ
3日前
スタンレー電気株式会社
車両前方視認装置
9日前
TDK株式会社
センサデバイス
3日前
株式会社ミツバ
モータ制御装置
3日前
旭光電機株式会社
電気的特性提供装置
3日前
JRCモビリティ株式会社
充電用温度判定回路
6日前
セイコーエプソン株式会社
干渉計
6日前
内山工業株式会社
分析装置用部材
5日前
日本信号株式会社
表示装置
4日前
株式会社JVCケンウッド
撮像装置及び測距方法
9日前
TDK株式会社
センサ
4日前
株式会社オーケープランニング
スパン調整法
3日前
日東建設株式会社
ボルト・ナットの健全性検査装置
9日前
株式会社SUBARU
蓄電池の状態センサ装置
6日前
大陽日酸株式会社
試験体の熱特性を測定する試験装置
3日前
倉敷化工株式会社
動特性測定装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ