TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025056910
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023166441
出願日
2023-09-27
発明の名称
管更生方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20250401BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
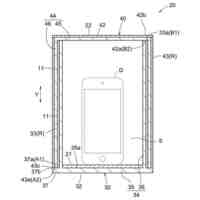
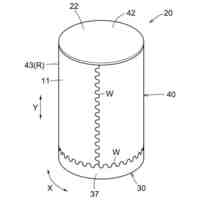
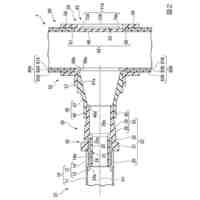
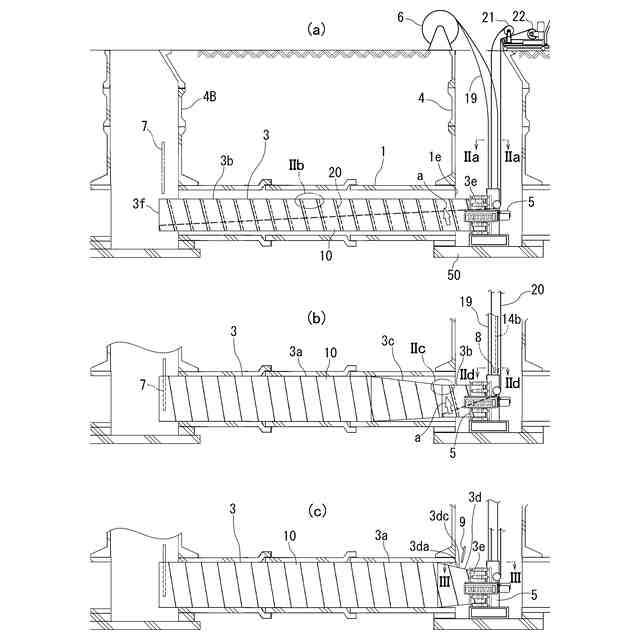
【課題】更生管の拡張製管工法において、製管機の分離のために更生管を切断する際、螺旋嵌合条の切断による切れ込み片を起点して螺旋嵌合条の嵌合外れが起きるのを防止する。
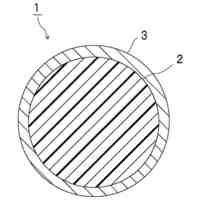
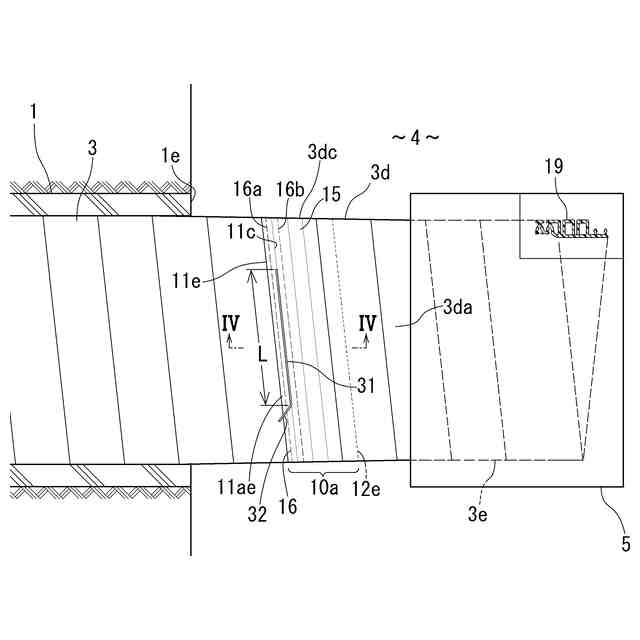
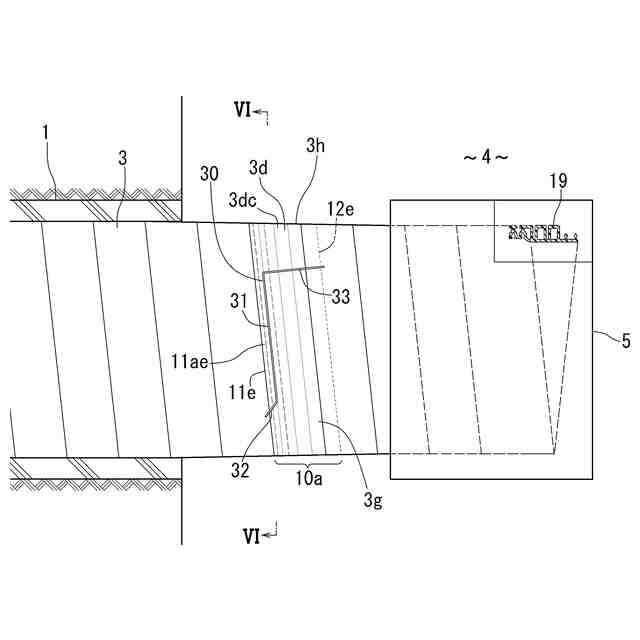
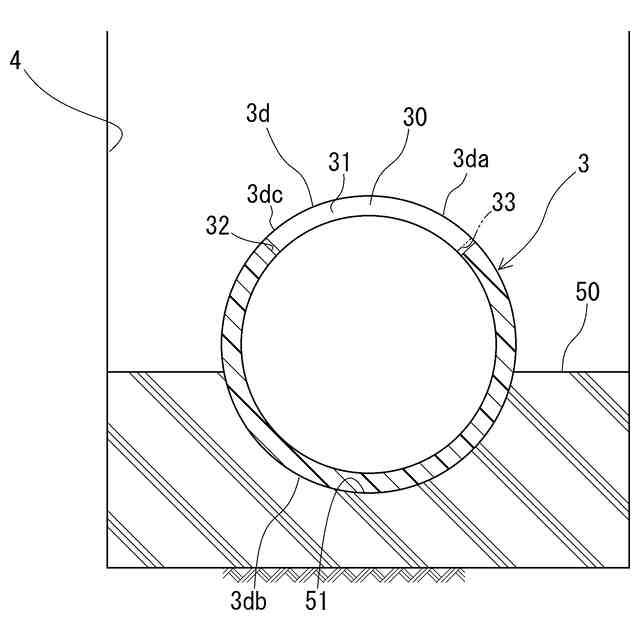
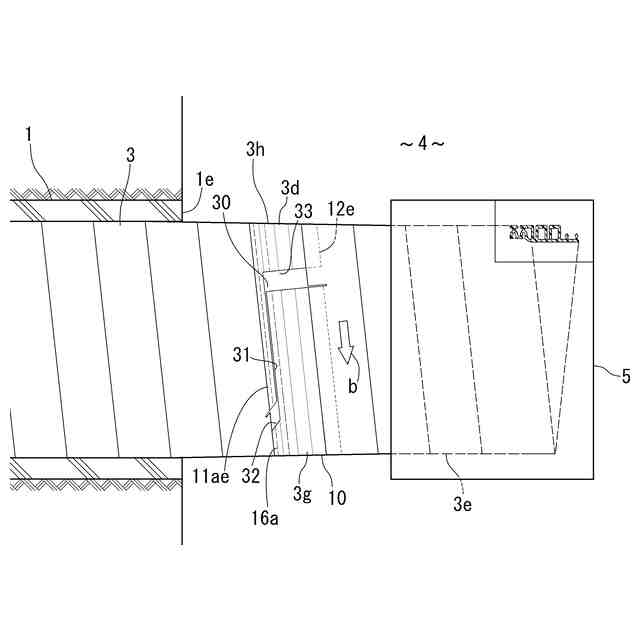
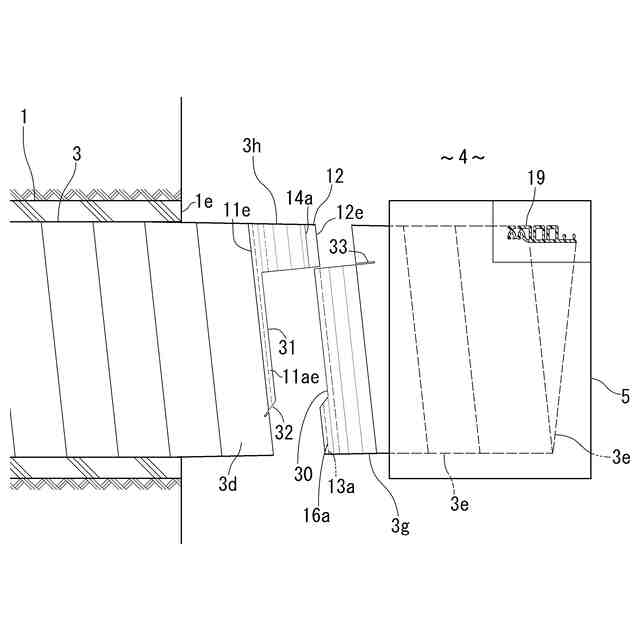
【解決手段】長尺の帯状部材10からなる螺旋管状の更生管3を更生対象管1内に設置した後、更生管3の第1側の管端部3dと係合された製管機5によって更生管3を更に拡張製管する。その後、更生管3における製管機5の近くの第1側管部分3dを切断して製管機5を更生管3から分離する。切断工程においては、第1側管部分3dを巻回方向へ所定の長さ以上切断して巻回方向切断線31を形成する。かつ、第1側管部分3dの螺旋嵌合条16を巻回方向切断線31と交差する横断方向へ横断するように切断して横断切断線32を形成する。
【選択図】 図3
特許請求の範囲
【請求項1】
長尺の帯状部材からなる螺旋管状の更生管を更生対象管内に設置した後、前記更生管における前記帯状部材の一周違いの隣接する縁部どうしからなる螺旋嵌合条の拘束力を、前記更生管の管軸方向の第2側から第1側へ向けて順次弱化させながら、前記更生管の前記第1側の管端部と係合された製管機によって、前記帯状部材の未製管の後続帯部を前記第1側の管端部へ供給することによって、前記更生管の前記弱化された管部分の周長を拡張させ、その後、前記更生管における前記製管機の近くの第1側管部分を切断して前記製管機を前記更生管から分離する管更生方法において、
前記切断工程が、前記第1側管部分を前記帯状部材の巻回方向へ所定の長さ以上切断して、前記所定の長さ以上の巻回方向切断線を形成する巻回方向切断工程と、
前記第1側管部分における前記巻回方向切断線に沿う螺旋嵌合条を前記巻回方向切断線と交差する横断方向へ切断する横断工程と、
を含むことを特徴とする更生管の管更生方法。
続きを表示(約 270 文字)
【請求項2】
前記螺旋嵌合条が、複数条の凹凸嵌合条を有しており、
前記巻回方向切断工程では、前記螺旋嵌合条における隣接する2条の凹凸嵌合条の間の部分を切断する請求項1に記載の管更生方法。
【請求項3】
前記切断工程に先立ち、前記2条のうち第2の凹凸嵌合条の嵌合凸条を切断しておき、
前記横断工程では、前記2条のうち第1の凹凸嵌合条を横断するように切断する請求項2に記載の管更生方法。
【請求項4】
前記所定の長さが、400mmである請求項1~3の何れか1項に記載の管更生方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、更生対象管内に螺旋管状の更生管をいわゆる拡張(エキスパンダー)製管工法によって構築する管更生方法に関し、特に、拡張製管工程後の後処理に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
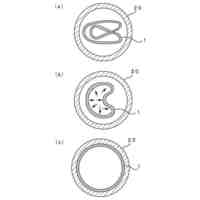
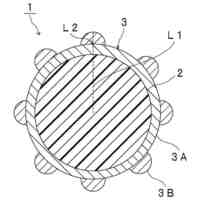
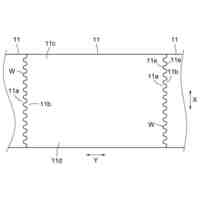
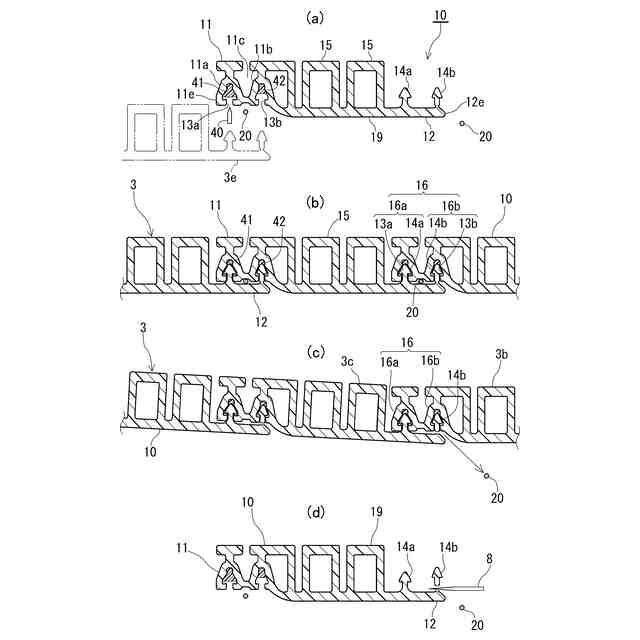
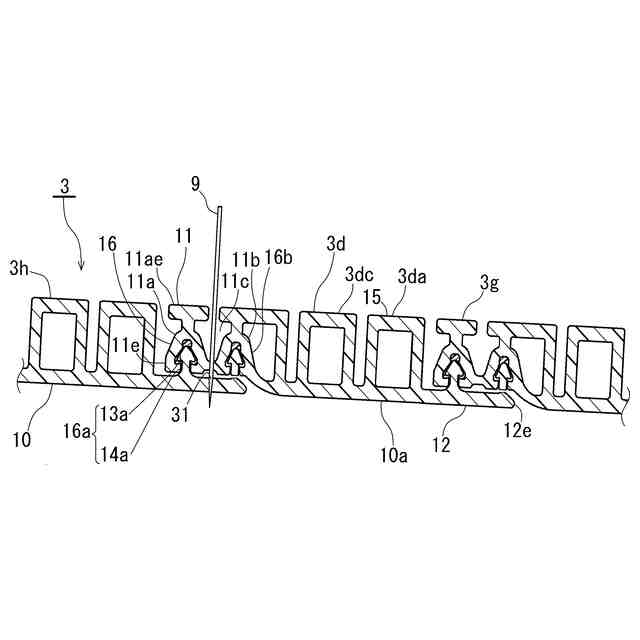
例えば老朽化した下水道管等の既設管を更生する管更生工法の1つとして、拡張製管工法が知られている(特許文献1~3等参照)。拡張製管工法においては、発進側人孔に設置した元押し式の製管機を用いて、合成樹脂製の帯状部材から螺旋管状の更生管を既設管の内径より小径になるよう製管しながら既設管内に押し出すことで、既設管内に更生管を設置する。帯状部材の帯幅方向の両縁部には雌雄の嵌合部が形成されている。製管時、螺旋状に巻回した帯状部材の対向する雌雄の嵌合部どうしを、互いの間に拘束弱化用ワイヤを挟みながら凹凸嵌合させる。これによって、螺旋嵌合条が形成される。
【0003】
小径に製管した更生管の先端側すなわち到達側の管端部を到達側人孔に回り止めしたうえで、発進側人孔の製管機によって製管を更に進めながら、更生管の到達側の管端部から発進側へ向けて拘束弱化用ワイヤを引き取る。これによって、引き取られた部分の螺旋嵌合条の拘束力が弱化され、弱化された部分の嵌合部どうしが螺旋巻回方向へ摺動されて周長が拡張(拡径)される。拘束弱化用ワイヤの引き取りに伴って、更生管の拡張された部分が到達側の管端部から発進側へ伸展される。更生管の拡張された部分は、既設管の内壁に密着される。
【先行技術文献】
【特許文献】
【0004】
特開平04-232023号公報
特開2021-115749号公報
特開2021-115750号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この種の拡張製管工法においては、更生管の拡張製管後、製管機を更生管から分離して撤去する必要がある。特許文献2,3においては、分離のために、更生管における製管機の近傍の発進側管部分を発進側人孔内で切断している。発進側管部分を管周方向に切断する場合、不可避的に、管周方向の一箇所において螺旋嵌合条を切断することになる。発明者の知見によれば、螺旋嵌合条を切断すると、切断線を含む切れ込み片が管径方向外側へ向かってめくれるように変形し、更生管の螺旋嵌合条の凹凸嵌合が切れ込み片を起点して螺旋嵌合条の延び方向に外れることがある。これは、更生管を構成する帯状部材に膨らもうとする応力が働いているためと考えられる。
本発明は、かかる事情に鑑み、更生管の拡張製管工法において、製管機の分離のために更生管を切断する際、螺旋嵌合条の切断による切れ込み片を起点して螺旋嵌合条の嵌合外れが起きるのを防止する。
【課題を解決するための手段】
【0006】
前記課題を解決するため、本発明は、長尺の帯状部材からなる螺旋管状の更生管を更生対象管内に設置した後、前記更生管における前記帯状部材の一周違いの隣接する縁部どうしからなる螺旋嵌合条の拘束力を、前記更生管の管軸方向の第2側から第1側へ向けて順次弱化させながら、記更生管の前記第1側の管端部と係合された製管機によって、前記帯状部材の未製管の後続帯部を前記第1側の管端部へ供給することによって、前記更生管の前記弱化された管部分の周長を拡張させ、その後、前記更生管における前記製管機の近くの第1側管部分を切断して前記製管機を前記更生管から分離する管更生方法において、
前記切断工程が、前記第1側管部分を前記帯状部材の巻回方向へ所定の長さ以上切断して、前記所定の長さ以上の巻回方向切断線を形成する巻回方向切断工程と、
前記第1側管部分における前記巻回方向切断線に沿う螺旋嵌合条を前記巻回方向切断線と交差する横断方向へ切断する横断工程と、
を含むことを特徴とする。
【0007】
当該管更生方法によれば、巻回方向切断工程による巻回方向切断線と、横断工程による横断切断線とによって、螺旋嵌合条の一部を含む帯状部材の切れ込み片が形成される。該切れ込み片は、所定長さ以上の細長形状になる。このため、螺旋嵌合条の切断による切れ込み片が螺旋嵌合条の凹凸嵌合を解除して管径方向外側へめくれようとする力よりも、螺旋嵌合条が凹凸嵌合を維持する力のほうが大きくなる。これによって、帯状部材の切れ込み片が管径方向外側へ向かってめくれるのを防止できる。したがって、更生管の螺旋嵌合条の凹凸嵌合が、螺旋嵌合条の切断による切れ込み片を起点して螺旋嵌合条の延び方向に外れるのを防止することができる。
【0008】
前記螺旋嵌合条が、複数条の凹凸嵌合条を有している場合、好ましくは、前記巻回方向切断工程では、前記螺旋嵌合条における隣接する2条の凹凸嵌合条の間の部分を切断する。
これによって、帯状部材の切れ込み片を確実に幅細にできる。したがって、切れ込み片がめくれようとする力が、螺旋嵌合条が凹凸嵌合を維持す力を確実に下回るようにでき、螺旋嵌合条の嵌合外れを確実に防止できる。
【0009】
好ましくは、前記切断工程に先立ち、前記2条のうち第2の凹凸嵌合条の嵌合凸条を切断しておき、前記横断工程では、前記2条のうち第1の凹凸嵌合条を横断するように切断する。これによって、横断の長さを短くできる。
より好ましくは、前記弱化工程において、前記第2の凹凸嵌合条の嵌合凸条が切断される。
【0010】
前記所定の長さは、螺旋嵌合条の嵌合外れが起きないような長さになるよう設定する。
前記所定の長さは、帯状部材の剛性等にも依るが、好ましくは400mmである。これによって、螺旋嵌合条の嵌合外れを確実に防止できる。なお、帯状部材の剛性等によっては、前記所定の長さを400mmより短く設定してもよく、前記所定の長さを400mmより長く設定してもよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
積水化学工業株式会社
電波暗箱
12日前
積水化学工業株式会社
電波暗箱
12日前
積水化学工業株式会社
熱伝導性樹脂組成物
今日
積水化学工業株式会社
複合体及びその製造方法
12日前
積水化学工業株式会社
更生管用組成物及び更生管
8日前
積水化学工業株式会社
管継手及びパイプの接続方法
6日前
積水化学工業株式会社
電波制御構造、電波制御体および窓材
12日前
エム・エムブリッジ株式会社
水上太陽電池構造体
6日前
エム・エムブリッジ株式会社
水上太陽電池構造体
6日前
積水化学工業株式会社
情報処理方法、情報処理プログラム及び情報処理装置
12日前
積水化学工業株式会社
多層管
12日前
積水化学工業株式会社
配管部材
12日前
積水化学工業株式会社
配管構造
11日前
積水化学工業株式会社
導電性粒子
12日前
積水化学工業株式会社
離型フィルム
11日前
積水化学工業株式会社
プラズマ式分子導入装置用の電極及びプラズマ式分子導入装置
12日前
積水化学工業株式会社
発泡性ウレタン樹脂組成物
5日前
積水化学工業株式会社
雨樋接続構造及び接続アダプター
5日前
積水化学工業株式会社
電波制御体の連結構造、電波制御体、電波暗箱、切断治具、電波制御体の作成方法
12日前
積水化学工業株式会社
導電性粒子、導電材料及び接続構造体
7日前
積水化学工業株式会社
積層体、電子機器、カバーガラス及び樹脂組成物
6日前
積水化学工業株式会社
発泡性ウレタン樹脂組成物及びポリウレタン発泡体
5日前
積水化学工業株式会社
ルーフドレーン施工治具及びルーフドレーンの施工方法
11日前
積水化学工業株式会社
光硬化性樹脂組成物、粘着シート、及び、積層体の製造方法
5日前
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
吹出しノズル
4か月前
東レ株式会社
プリプレグテープ
7か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
4か月前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
個人
射出ミキシングノズル
6か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
3か月前
東レ株式会社
一体化成形品の製造方法
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ