TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025054949
公報種別
公開特許公報(A)
公開日
2025-04-08
出願番号
2023164204
出願日
2023-09-27
発明の名称
欠陥検査装置及び欠陥検査方法
出願人
株式会社メック
代理人
個人
,
個人
,
個人
主分類
G01N
21/892 20060101AFI20250401BHJP(測定;試験)
要約
【課題】ラインセンサが1系列であっても、透明部及び不透明部が混在した筒状体の欠陥を検査することができるようにする。
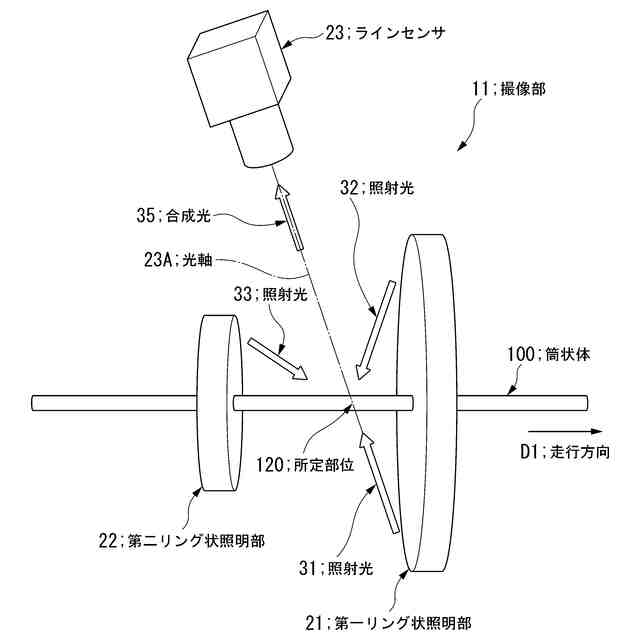
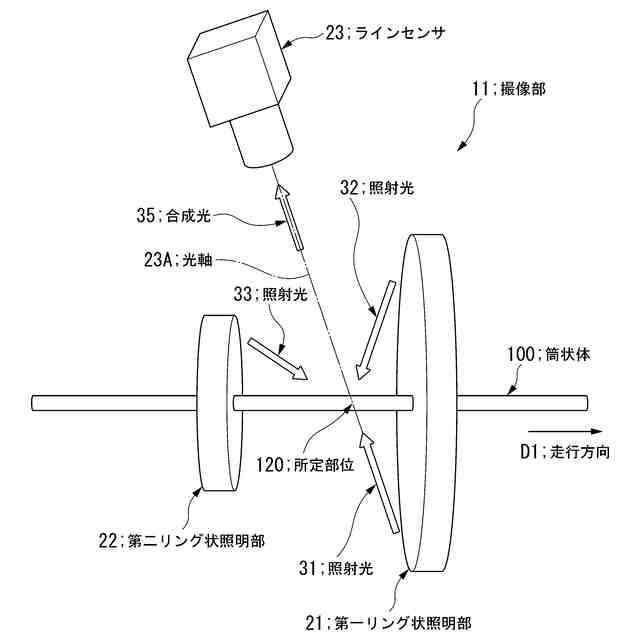
【解決手段】欠陥検査装置は、周壁部に透明部及び不透明部がある筒状体100の欠陥を検査する欠陥検査装置であって、筒状体100を当該筒状体100の軸方向に通し、軸方向における筒状体100の所定部位において周壁部の周方向全体に向けて光を照射する第一リング状照明部21及び第二リング状照明部22と、第一リング状照明部21から出射されて所定部位を透過した透過光、及び、少なくとも第二リング状照明部22から出射されて所定部位において反射した反射光を受光することで、所定部位を撮像するラインセンサ23と、ラインセンサ23から得られる画像データに基づいて筒状体100の欠陥を検出する欠陥検出部と、を備える。
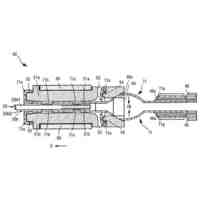
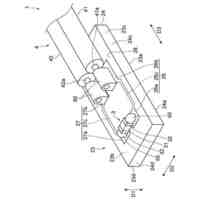
【選択図】図4
特許請求の範囲
【請求項1】
周壁部に透明部及び不透明部がある筒状体の欠陥を検査する欠陥検査装置であって、
前記筒状体を当該筒状体の軸方向に通し、前記軸方向における前記筒状体の所定部位において前記周壁部の周方向全体に向けて光を照射する第一リング状照明部及び第二リング状照明部と、
前記第一リング状照明部から出射されて前記所定部位に位置する前記透明部を透過した透過光、及び、少なくとも前記第二リング状照明部から出射されて前記所定部位において反射した反射光を受光することで、前記所定部位を撮像するラインセンサと、
前記ラインセンサから得られる画像データに基づいて前記筒状体の欠陥を検出する欠陥検出部と、
を備える欠陥検査装置。
続きを表示(約 720 文字)
【請求項2】
前記第一リング状照明部から出射される光量と、前記第二リング状照明部から出射される光量とが独立して調整可能である請求項1に記載の欠陥検査装置。
【請求項3】
前記第一リング状照明部と前記ラインセンサとの相対的な位置を変化させることで、前記ラインセンサが前記第一リング状照明部からの光を受光する光量が変化する請求項1に記載の欠陥検査装置。
【請求項4】
前記第一リング状照明部及び前記第二リング状照明部は、前記軸方向において前記筒状体の前記所定部位に対して互いに逆側に位置する請求項1に記載の欠陥検査装置。
【請求項5】
前記第一リング状照明部及び前記第二リング状照明部は、前記軸方向において前記筒状体の前記所定部位に対して互いに同じ側に位置する請求項1に記載の欠陥検査装置。
【請求項6】
周壁部に透明部及び不透明部がある筒状体における欠陥を検査する欠陥検査方法であって、
第一リング状照明部及び第二リング状照明部に対して前記筒状体を当該筒状体の軸方向に通した状態で、前記第一リング状照明部及び前記第二リング状照明部から前記軸方向における前記筒状体の所定部位において前記周壁部の周方向全体に向けて光を照射し、
ラインセンサが、前記第一リング状照明部から出射されて前記所定部位に位置する前記透明部を透過した透過光、及び、少なくとも前記第二リング状照明部から出射されて前記所定部位において反射した反射光を受光して前記所定部位を撮像し、
前記ラインセンサから得られる画像データに基づいて前記筒状体における欠陥を検出する欠陥検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、欠陥検査装置及び欠陥検査方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
特許文献1には、不透明な筒状体の外壁面の欠陥を検査する欠陥検査装置が開示されている。特許文献1の欠陥検査装置は、筒状体の外壁面を照明するリング状照明部と、筒状体の中心軸に対して同心円状に配置されて筒状体の外壁面からの反射光を撮像するラインセンサ(ラインCCDカメラ)と、ラインセンサから得られる画像データに基づいて欠陥を検出するための画像処理部と、を有する。この欠陥検査装置では、被検体である筒状体をその軸方向に連続走行させながら、ラインセンサで反射光を撮像することで、筒状体の外壁面の欠陥検査を筒状体の軸方向に連続的に行うことができる。得られた画像における明暗(コントラスト)によって欠陥を検出する。
【先行技術文献】
【特許文献】
【0003】
特開平11-258169号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の欠陥検査装置では、周壁部に透明部と不透明部とが混在した筒状体(混在筒状体)の欠陥を検査することはできない。この点について説明すると、特許文献1の欠陥検査装置を上記の混在筒状体の欠陥検査に用いる場合、リング状照明部から筒状体に照射された光は、不透明部において反射するが、透明部において概ね透過してしまう。このため、反射光を撮像するラインセンサによって得られる画像では、筒状体の不透明部が明るく、透明部が暗くなってしまう。すなわち、得られた画像では、筒状体の不透明部及び透明部による明暗(コントラスト)が表れてしまう。このため、得られた画像から欠陥を検出することが難しい。
【0005】
なお、特許文献1の欠陥検査装置において、例えば、筒状体の不透明部において反射した光を撮像するラインセンサのほかに、筒状体の透明部を透過した光を撮像する別のラインセンサを用意し、これら2種類(2系列)のラインセンサで得られた画像を基に欠陥を検出することも考えられる。しかしながら、ラインセンサを2系列とすることは欠陥検査装置のコストアップの要因となるため、好ましくない。
【0006】
本発明は、上述した事情に鑑みてなされたものであって、ラインセンサが1系列であっても、透明部及び不透明部が混在した筒状体の欠陥を検査することが可能な欠陥検査装置、及び、欠陥検査方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
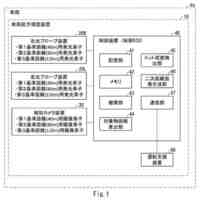
本発明に係る欠陥検査装置は、周壁部に透明部及び不透明部がある筒状体の欠陥を検査する欠陥検査装置であって、前記筒状体を当該筒状体の軸方向に通し、前記軸方向における前記筒状体の所定部位において前記周壁部の周方向全体に向けて光を照射する第一リング状照明部及び第二リング状照明部と、前記第一リング状照明部から出射されて前記所定部位に位置する前記透明部を透過した透過光、及び、少なくとも前記第二リング状照明部から出射されて前記所定部位において反射した反射光を受光することで、前記所定部位を撮像するラインセンサと、前記ラインセンサから得られる画像データに基づいて前記筒状体の欠陥を検出する欠陥検出部と、を備える。
【0008】
また、本発明に係る欠陥検査方法は、周壁部に透明部及び不透明部がある筒状体における欠陥を検査する欠陥検査方法であって、第一リング状照明部及び第二リング状照明部に対して前記筒状体を当該筒状体の軸方向に通した状態で、前記第一リング状照明部及び前記第二リング状照明部から前記軸方向における前記筒状体の所定部位において前記周壁部の周方向全体に向けて光を照射し、ラインセンサが、前記第一リング状照明部から出射されて前記所定部位に位置する前記透明部を透過した透過光、及び、少なくとも前記第二リング状照明部から出射されて前記所定部位において反射した反射光を受光して前記所定部位を撮像し、前記ラインセンサから得られる画像データに基づいて前記筒状体における欠陥を検出する。
【発明の効果】
【0009】
本発明によれば、ラインセンサが1系列であっても、透明部及び不透明部が混在した筒状体の欠陥を検査することができる。
【図面の簡単な説明】
【0010】
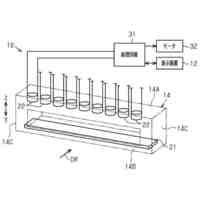
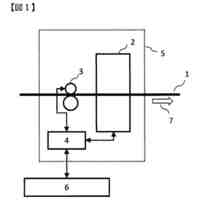
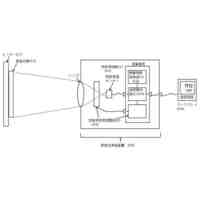
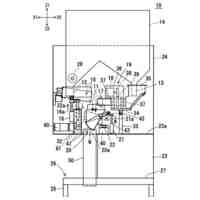
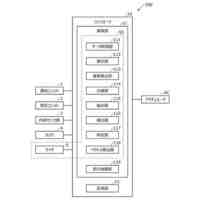
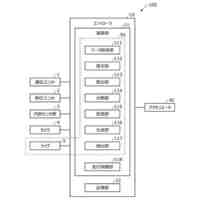
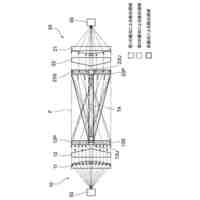
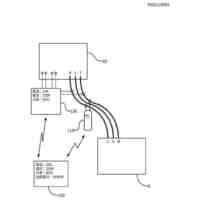
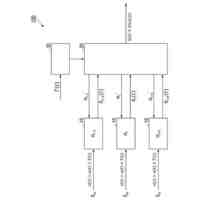
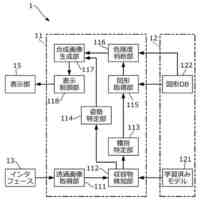
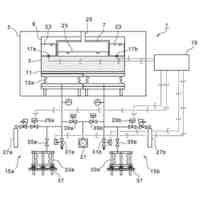
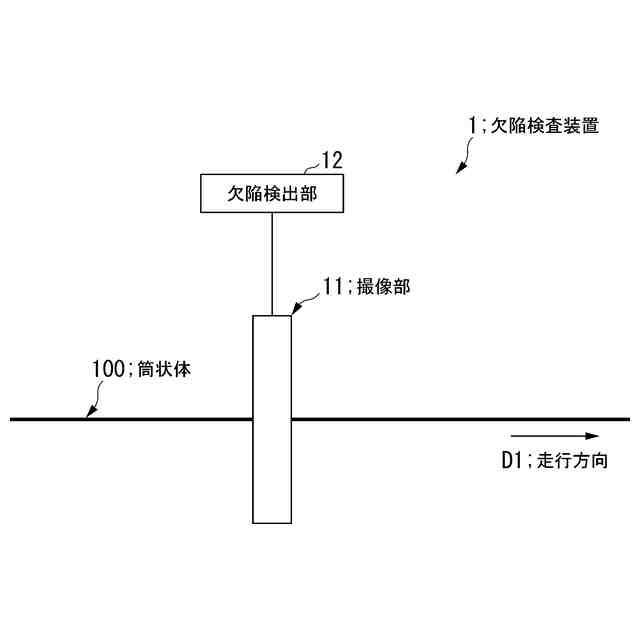
本発明の一実施形態による欠陥検査装置を示す概略構成図である。
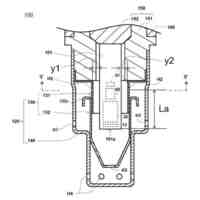
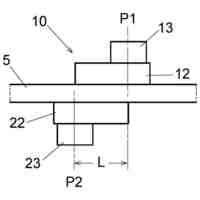
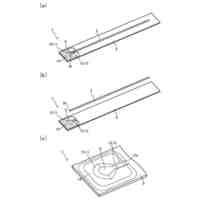
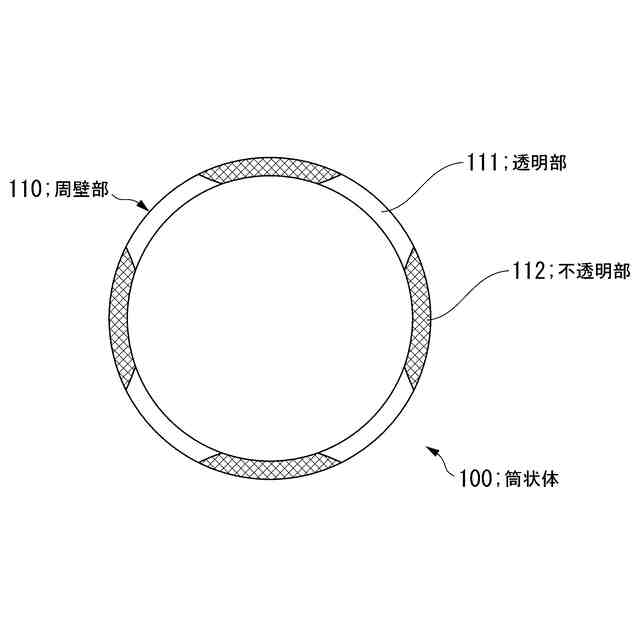
検査対象である筒状体であって、当該筒状体の軸方向に直交する断面図である。
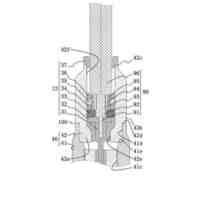
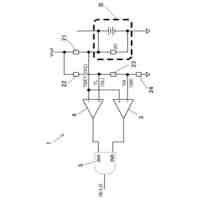
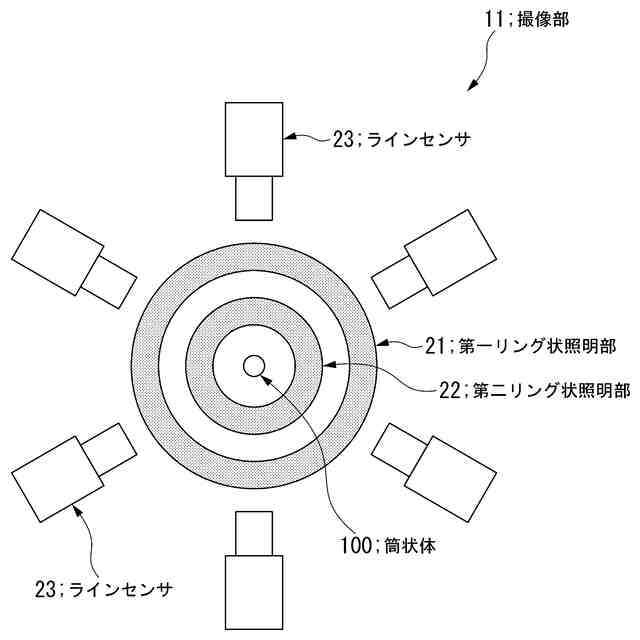
本発明の一実施形態による欠陥検査装置において、筒状体の軸方向から見た第一リング状照明部、第二リング状照明部及びラインセンサの配置を示す正面図である。
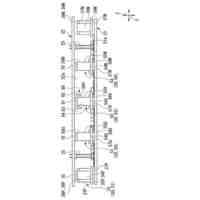
本発明の一実施形態による欠陥検査装置において、側方から見た第一リング状照明部、第二リング状照明部及びラインセンサの配置を示す側面図である。
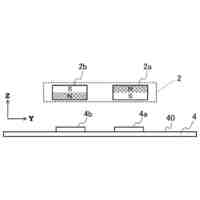
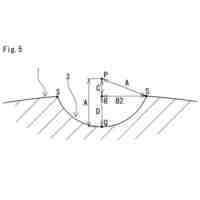
図1、図3の欠陥検査装置において第一リング状照明部の出射面とラインセンサとの位置関係を示す図である。
図5において第一リング状照明部の出射面における光量分布を説明した図である。
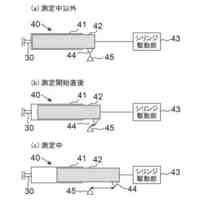
図4に示す構成において、基準位置に配されたラインセンサによって筒状体の透明部のうち透明欠陥がある部位を撮像したラインセンサ波形である。
図4に示す構成において、基準位置から移動した所定位置に配されたラインセンサによって筒状体の透明部のうち透明欠陥がある部位を撮像したラインセンサ波形である。
図4に示す構成において、所定位置に配されたラインセンサによって筒状体の透明部のうち欠陥がない部位を撮像したラインセンサ波形である。
ラインセンサの光軸を第一リング状照明部の「100%位置」に合わせた場合に透明欠陥を検出できない理由を説明するための模式図であり、ラインセンサの光軸が屈折していない状態を示している。
ラインセンサの光軸を第一リング状照明部の「100%位置」に合わせた場合に透明欠陥を検出できない理由を説明するための模式図であり、ラインセンサの光軸が屈折している状態を示している。
ラインセンサの光軸を第一リング状照明部の「50%位置」に合わせた場合に透明欠陥を検出できる理由を説明するための模式図であり、ラインセンサの光軸が屈折していない状態を示している。
ラインセンサの光軸を第一リング状照明部の「50%位置」に合わせた場合に透明欠陥を検出できる理由を説明するための模式図であり、ラインセンサの光軸が屈折している状態を示している。
図4に示す構成において、所定位置に配されたラインセンサによって筒状体の不透明部のうち有色欠陥がある部位を撮像したラインセンサ波形である。
図4に示す構成において、所定位置に配されたラインセンサによって筒状体の透明部のうち有色欠陥がある部位を撮像したラインセンサ波形である。
比較例の欠陥検査装置において、側方から見た第一リング状照明部及びラインセンサの配置を示す側面図である。
図16に示す構成において、ラインセンサによって筒状体の透明部のうち透明欠陥がある部位を撮像したラインセンサ波形である。
本発明の他の実施形態による欠陥検査装置において、側方から見た第一リング状照明部、第二リング状照明部及びラインセンサの配置を示す側面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
通電検査装置
10日前
日本精機株式会社
位置検出装置
6日前
株式会社ハシマ
検針機
9日前
東レ株式会社
シート状物の検査方法
4日前
エイブリック株式会社
電流検出回路
3日前
株式会社チノー
放射光測温装置
3日前
東ソー株式会社
自動分析装置及び方法
6日前
日本特殊陶業株式会社
ガスセンサ
3日前
株式会社 キョーワ
食品搬送装置
3日前
日本特殊陶業株式会社
ガスセンサ
3日前
富士電機株式会社
エンコーダ
4日前
日本碍子株式会社
ガスセンサ
3日前
TDK株式会社
温度センサ
4日前
株式会社ヨコオ
シートコンタクタ
6日前
本田技研工業株式会社
物体検出装置
9日前
ダイハツ工業株式会社
凹部の深さ測定方法
9日前
本田技研工業株式会社
物体検出装置
9日前
オムロン株式会社
光電センサ
3日前
スタンレー電気株式会社
車両前方視認装置
9日前
スタンレー電気株式会社
車両前方視認装置
9日前
シチズンファインデバイス株式会社
圧力検出装置
3日前
シチズンファインデバイス株式会社
圧力検出装置
3日前
株式会社ミツバ
モータ制御装置
3日前
旭光電機株式会社
電気的特性提供装置
3日前
TDK株式会社
センサデバイス
3日前
JRCモビリティ株式会社
充電用温度判定回路
6日前
セイコーエプソン株式会社
干渉計
6日前
日本信号株式会社
表示装置
4日前
内山工業株式会社
分析装置用部材
5日前
株式会社JVCケンウッド
撮像装置及び測距方法
9日前
TDK株式会社
センサ
4日前
株式会社オーケープランニング
スパン調整法
3日前
日東建設株式会社
ボルト・ナットの健全性検査装置
9日前
浜松ホトニクス株式会社
分光計測装置
10日前
株式会社SUBARU
蓄電池の状態センサ装置
6日前
大陽日酸株式会社
試験体の熱特性を測定する試験装置
3日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ