TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025048782
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2024158337
出願日
2024-09-12
発明の名称
鋼材の曲がり測定方法および測定装置、ならびに鋼材の製造方法
出願人
JFEスチール株式会社
代理人
個人
主分類
G01B
11/24 20060101AFI20250326BHJP(測定;試験)
要約
【課題】H形鋼のような鋼材の曲がりを、比較的小さいスペースでかつ短時間で測定することができる技術を提供する。
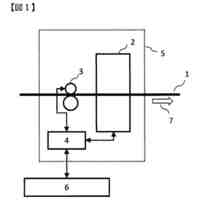
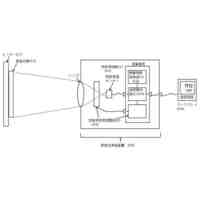
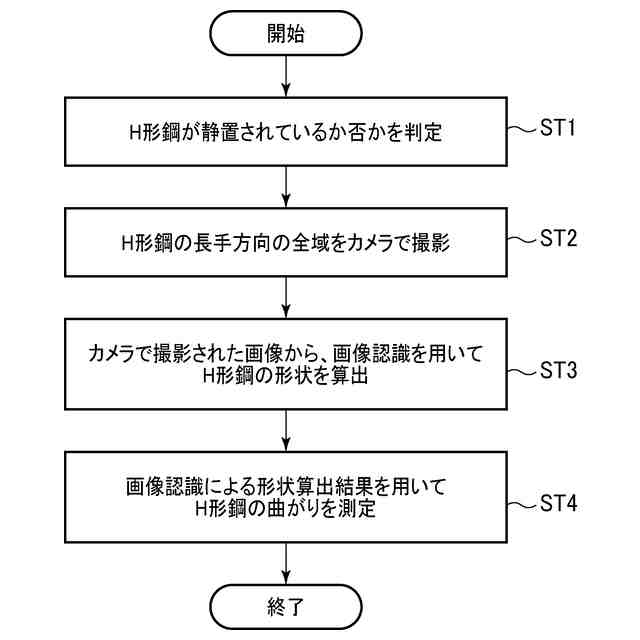
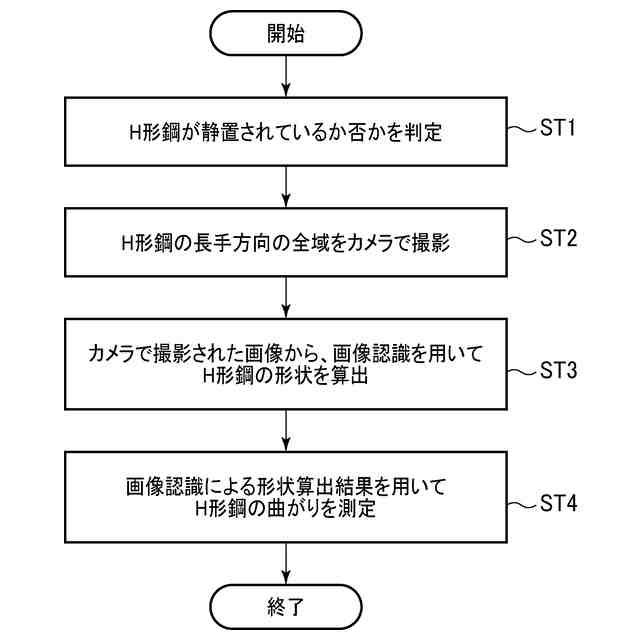
【解決手段】鋼材の曲がりを測定する鋼材の曲がり測定方法は、静置されている鋼材の長手方向全域をカメラで撮影する工程と、カメラで撮影された画像から、画像認識を用いて鋼材の形状を算出する工程と、画像認識による形状算出結果を用いて鋼材の曲がりを測定する工程とを有する。
【選択図】 図4
特許請求の範囲
【請求項1】
鋼材の曲がりを測定する鋼材の曲がり測定方法であって、
静置されている鋼材の長手方向全域をカメラで撮影する工程と、
前記カメラで撮影された画像から、画像認識を用いて前記鋼材の形状を算出する工程と、
前記画像認識による形状算出結果を用いて前記鋼材の曲がりを測定する工程と、
を有する、鋼材の曲がり測定方法。
続きを表示(約 1,100 文字)
【請求項2】
前記形状を算出する工程は、前記画像認識により得られた前記鋼材の形状を、前記撮影された画像上の座標として出力する、請求項1に記載の鋼材の曲がり測定方法。
【請求項3】
前記曲がりを測定する工程は、前記画像上の座標を用いて前記鋼材の曲がりを測定する、請求項2に記載の鋼材の曲がり測定方法。
【請求項4】
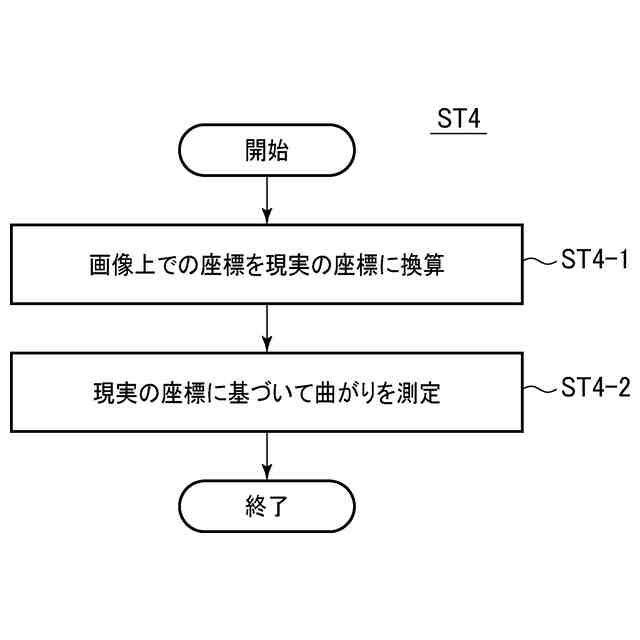
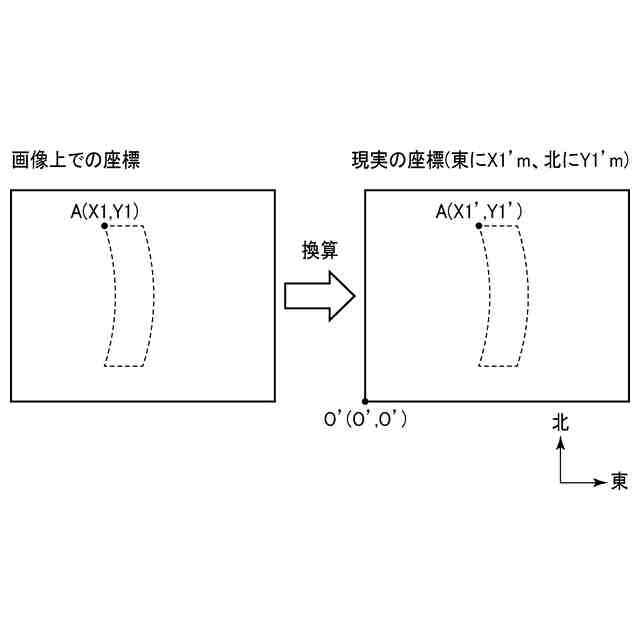
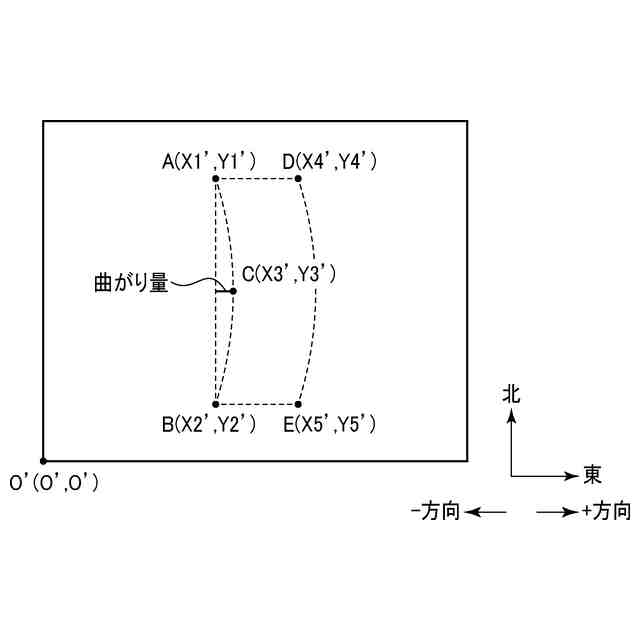
前記曲がりを測定する工程は、前記画像上の座標を現実の座標に換算し、前記現実の座標に基づいて曲がりを測定する、請求項3に記載の鋼材の曲がり測定方法。
【請求項5】
前記鋼材の形状を算出する工程は、前記画像認識として、ニューラルネットワークによるセグメンテーションを用いる、請求項1から請求項4のいずれか一項に記載の鋼材の曲がり測定方法。
【請求項6】
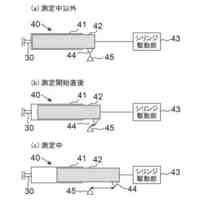
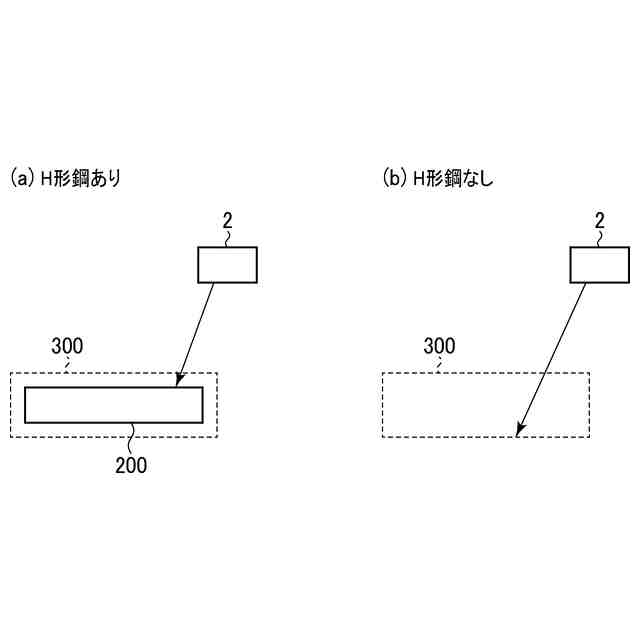
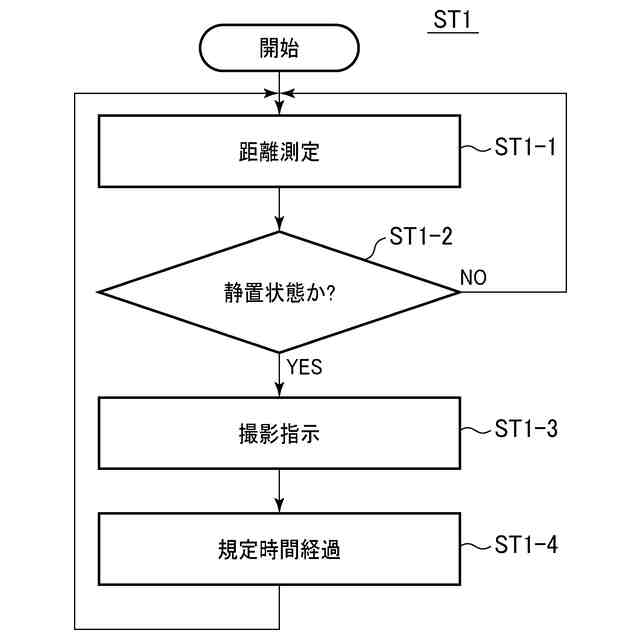
前記鋼材が所定の場所に静置されていることを判定する工程をさらに有し、前記撮影する工程は、前記鋼材が前記所定の場所に静置されていると判定された後に行われる、請求項1から請求項4のいずれか一項に記載の鋼材の曲がり測定方法。
【請求項7】
前記鋼材が所定の場所に静置されていることを判定する工程は、距離センサにより測定される距離が、前記鋼材が静置されている場合と、それ以外の場合とで異なることを利用して前記鋼材が所定の場所に静置されていることを判定する、請求項6に記載の鋼材の曲がり測定方法。
【請求項8】
鋼材の曲がりを測定する鋼材の曲がり測定装置であって、
静置されている鋼材の長手方向全域を撮影するカメラと、
前記カメラで撮影された画像から、画像認識を用いて前記鋼材の形状を算出する画像認識手段と、
前記画像認識手段による形状算出結果を用いて前記鋼材の曲がりを測定する曲がり測定手段と、
を有する、鋼材の曲がり測定装置。
【請求項9】
前記画像認識手段は、前記画像認識として、ニューラルネットワークによるセグメンテーションを用いる、請求項8に記載の鋼材の曲がり測定装置。
【請求項10】
鋼材を所定の形状になるまで圧延する工程と、
圧延された前記鋼材を冷却する工程と、
冷却された鋼材の曲がりを測定する工程と、
を有し、
前記鋼材の曲がりを測定する工程は、
静置されている鋼材の長手方向全域をカメラで撮影する工程と、
前記カメラで撮影された画像から、画像認識を用いて、前記鋼材の形状を算出する工程と、
前記画像認識による形状算出結果を用いて前記鋼材の曲がりを測定する工程と、
を有する、鋼材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、H形鋼のような鋼材の曲がり測定方法および測定装置、ならびに鋼材の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
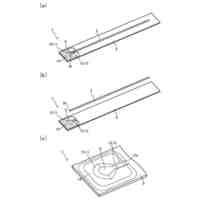
圧延後のH形鋼は、冷却床で空冷後、矯正工程でウェブ面の「腹のび」形状やフランジ面の倒れを整え、材料検査工程および出荷ラベルの貼り付け工程を経る。
【0003】
材料検査工程では、目視検査によるウェブ反り(フランジ面を立てたH状姿勢において、上下方向に反っている状態、以下、単に「反り」ともいう)や、フランジ曲がり(フランジ面を立てたH状姿勢において左右方向に曲がっている状態、以下、単に「曲がり」ともいう)等の製品寸法に関する検査を行っている。目視検査の結果、H形鋼の反りや曲がりが著しい場合は、オフラインに卸すなどして、「手測定」で曲がり等の測定および判定を行っている。
【0004】
しかし、目視検査は官能検査であり、かつ、手測定は測定者による測定結果のばらつきが生じるため、曲がりの定量的な把握が困難である。また、手測定でH形鋼の最大曲がり位置および曲がり量を測定する場合、H形鋼の先端と尾端をピアノ線で結ぶか、または、H形鋼の全長に亘って長尺部材をあてがう必要があるため、H形鋼1本につき数十分の測定時間がかかり、検査効率が悪い。
【0005】
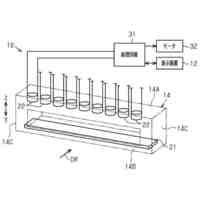
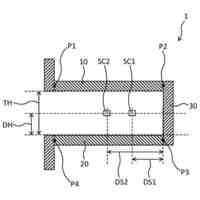
このような問題を解決可能な技術として、特許文献1には、H形鋼を載置台に静置し、静置されたH形鋼の長手方向に沿って走行可能に距離センサを設置し、距離センサによってH形鋼の一端から他端に亘ってそのフランジ面との対向距離を複数箇所で測定し、その複数箇所で測定された対向距離の情報に基づいて、H形鋼のフランジ面の曲がりの状態を判定する技術が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2013-228325号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の技術では、H形鋼の長手方向に沿って、距離センサを走行させる必要があるため、距離センサを含む曲がり状態を判定するための装置を設置するスペースが大きくなってしまう。また、特許文献1の技術では、距離センサが走行している間にH形鋼を静置させておく必要があり、H形鋼を静置させておく時間が比較的に長くなるため、連続運転での製品製造に影響を与えてしまう。
【0008】
したがって、本発明は、H形鋼のような鋼材の曲がりを、比較的小さいスペースでかつ短時間で測定することができる技術を提供する。
【課題を解決するための手段】
【0009】
上記課題を解決するため、本発明は、以下の[1]~[11]を提供する。
【0010】
[1]鋼材の曲がりを測定する鋼材の曲がり測定方法であって、
静置されている鋼材の長手方向全域をカメラで撮影する工程と、
前記カメラで撮影された画像から、画像認識を用いて前記鋼材の形状を算出する工程と、
前記画像認識による形状算出結果を用いて前記鋼材の曲がりを測定する工程と、
を有する、鋼材の曲がり測定方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
通電検査装置
7日前
日本精機株式会社
位置検出装置
3日前
株式会社ハシマ
検針機
6日前
エイブリック株式会社
電流検出回路
今日
東レ株式会社
シート状物の検査方法
1日前
株式会社チノー
放射光測温装置
今日
東ソー株式会社
自動分析装置及び方法
3日前
株式会社 キョーワ
食品搬送装置
今日
日本特殊陶業株式会社
ガスセンサ
今日
日本特殊陶業株式会社
ガスセンサ
今日
富士電機株式会社
エンコーダ
1日前
日本碍子株式会社
ガスセンサ
今日
富士電機株式会社
放射線検出器
8日前
DIC株式会社
測定装置
8日前
株式会社ヨコオ
シートコンタクタ
3日前
TDK株式会社
温度センサ
1日前
シチズンファインデバイス株式会社
圧力検出装置
今日
スタンレー電気株式会社
車両前方視認装置
6日前
本田技研工業株式会社
物体検出装置
6日前
シチズンファインデバイス株式会社
圧力検出装置
今日
ダイハツ工業株式会社
凹部の深さ測定方法
6日前
矢崎総業株式会社
電流センサ
7日前
オムロン株式会社
光電センサ
今日
本田技研工業株式会社
物体検出装置
6日前
スタンレー電気株式会社
車両前方視認装置
6日前
株式会社ミツバ
モータ制御装置
今日
旭光電機株式会社
電気的特性提供装置
今日
TDK株式会社
センサデバイス
今日
JRCモビリティ株式会社
充電用温度判定回路
3日前
セイコーエプソン株式会社
干渉計
3日前
株式会社テイエルブイ
厚さ測定装置及び厚さ測定方法
8日前
日本信号株式会社
表示装置
1日前
株式会社JVCケンウッド
撮像装置及び測距方法
6日前
内山工業株式会社
分析装置用部材
2日前
TDK株式会社
センサ
1日前
日東建設株式会社
ボルト・ナットの健全性検査装置
6日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ