TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041519
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2024101956
出願日
2024-06-25
発明の名称
歯科切削用ミルブランクの製造方法
出願人
株式会社トクヤマデンタル
代理人
主分類
A61K
6/887 20200101AFI20250318BHJP(医学または獣医学;衛生学)
要約
【課題】 形状に依らずに天然歯牙のグラデーションを忠実に再現し、更に治療後において自然な立体感が得られる歯科用補綴物を作製可能とする、ハイブリッドレジン(HR)からなる被切削部を有するミルブランクを効率的に製造する方法を提供する。
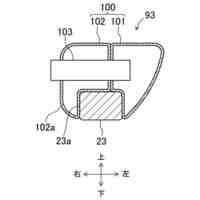
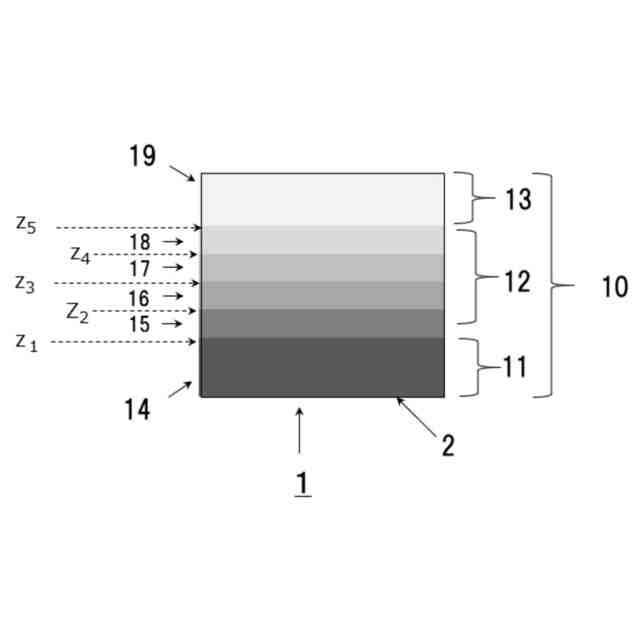
【解決手段】 25℃における回転粘度計測定による粘度が20~150(Pa・s)であり、色差が5~20である色A及び色BのHRを与える2種類のHR原料組成物を、位置制御機構付き2液混合ディスペンサーを用いて適宜混合させながらモールド内に充填してから硬化させることにより、同一の外観色を呈する所定の厚みを有する領域である色ユニット(CU)が、積層界面を形成することなく3~9個高さ方向に連結した、特定のグラデーション構造を有する被切削部を具備するミルブランクを製造する。
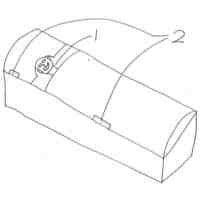
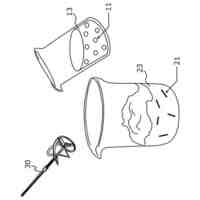
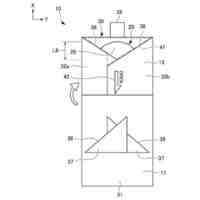
【選択図】図2
特許請求の範囲
【請求項1】
底面及び上面が実質的に同一形状である柱状体の形状を有するハイブリッドレジンからなり、前記柱状体の底面を基端として先端である上面に向かう方向を高さ方向としたときに、外観色が高さ方向に段階的に変化しているグラデーション構造を有する被切削部を含む歯科切削加工用ミルブランクを製造する方法であって、
前記グラデーション構造は、同一の外観色を呈する領域が、前記柱状体を高さ方向に前記底面と水平な面で分割した所定の厚さの「色ユニット」を構成すると共に、互いに外観色の異なる3~9個の「色ユニット」が高さ方向に連続的に配置されたものであり、
前記3~9個の「色ユニット」を、先端側から基端側に向かって順次数値が大きくなるように1~m(但し、mは、ユニットの数を表す3~9の範囲内の自然数である。)のユニット番号:n(但し、nは、1~mの自然数である。)を付して、「色ユニットn」で表すと共に、先端に位置する「色ユニット1」の色を「先端領域色:A」、基端に位置する「色ユニットm」の色を「基端領域色:B」としたときに、
前記先端領域色:Aと基端領域色:Bとの色差:ΔE
AB
が5~20であり、
前記「色ユニット2」~「色ユニットm-1」において、これらユニットの色は、いずれも前記先端領域色:A及び前記基端領域色:Bの中間色:Cで、「色ユニット2」~「色ユニットm-1」に向かって前記先端領域色:Aに近い中間色から前記基端領域色:Bに近い中間色に段階的に変化しており、且つ、互いに隣接するユニットの色の色差:ΔE
C
が1~7であり、
前記製造方法は、
重合性単量体:100質量部、無機粒子によって構成される無機粉粒体:300~900質量部、重合開始剤及び着色剤を含み、25℃における回転粘度計測定による粘度が20~150(Pa・s)であるペースト状のHR原料組成物を準備する原料準備工程;前記被切削部の形状に対応するモールド内に前記HR原料組成物を充填する充填工程;及び前記モールド内に充填された前記HR原料組成物を硬化させる硬化工程を含み、
前記原料準備工程において、HR原料組成物として、前記先端領域色:AのHRを与える「色ユニット1」用原料組成物Aと、前記基端領域色:BのHRを与える「色ユニットm」用原料組成物Bと、前記原料組成物Aと前記原料組成物Bの混合物に相当する組成を有し、前記「色ユニット2」~「色ユニットm-1」の外観色を与える(m-2)種の中間領域用HR原料組成物を準備し、
前記充填工程は、
前記「色ユニット1」を形成するために前記原料組成物Aを前記モールドの内に必要量充填する、先端領域用充填工程と、
前記「色ユニットm」を形成するために前記原料組成物Bを前記モールドの内に必要量充填する、基端領域用充填工程と、
前記「色ユニット2」~「色ユニットm-1」を形成するために前記中間領域用HR原料組成物を前記モールドの内に必要量充填する中間領域用充填工程と、を有し、
前記充填工程を、
(1)前記先端領域用充填工程、前記中間領域用充填工程及び前記基端領域用充填工程の順に順次行うパターン1、又は
(2)前記基端領域用充填工程、前記中間領域用充填工程及び前記先端領域用充填工程の順に順次行うパターン2
の何れかのパターンによって行い、
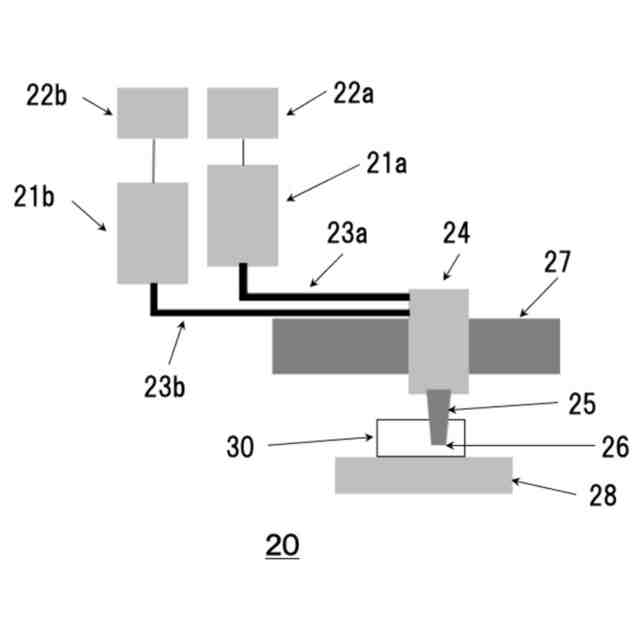
前記充填工程では、2種類の流体を別々に保持できる貯槽と各貯槽内に保持された2種類の流体を任意の比率で均一に混合して吐出口より吐出させることができる吐出装置を用いて充填を行い、
前記パターン1では、前記吐出装置を用いて、前記原料組成物Aのみを吐出させて前記先端領域用充填工程を行った後に、前記中間領域用充填工程として前記原料組成物A及び前記原料組成物Bを混合するに際し、得られる混合物中に占める前記原料組成物Aの割合を段階的に減少させて、各「色ユニット」用の中間領域用HR原料組成物を調製し、これを順次吐出させて前記中間領域用充填工程を行い、その後、前記原料組成物Bのみを吐出させて前記基端領域用充填工程を行い、
前記パターン2では、前記吐出装置を用いて、前記原料組成物Bのみを吐出させて前記基端領域用充填工程を行った後に、前記中間領域用充填工程として前記原料組成物A及び前記原料組成物Bを混合するに際し、得られる混合物中に占める前記原料組成物Bの割合を段階的に減少させて、各「色ユニット」用の中間領域用HR原料組成物を調製し、これを順次吐出させて前記中間領域用充填工程を行い、その後、前記原料組成物Aのみを吐出させて前記先端領域用充填工程を行う、
ことを特徴とする歯科切削加工用ミルブランクの製造方法。
続きを表示(約 2,100 文字)
【請求項2】
前記中間領域用充填工程では、前記原料組成物A及び前記原料組成物Bを、両者の混合比を変えて混合することによって、前記「色ユニット2」~「色ユニットm-1」の各色:を与える前記(m-2)種の中間領域用HR原料組成物を調製し、
前記パターン1においては「色ユニット2」用原料組成物から「色ユニットm-1」用原料組成物までの中間領域用HR原料組成物を順次調製して各「色ユニット」形成するのに必要な量を前記モールドの内に充填し、前記パターン2においては「色ユニットm-1」用原料組成物から「色ユニット2」用原料組成物までの中間領域用HR原料組成物を順次調製し、原料組成物を変更して各「色ユニット」形成するのに必要な量を前記モールドの内に充填する、
請求項1に記載の歯科切削加工用ミルブランクの製造方法。
【請求項3】
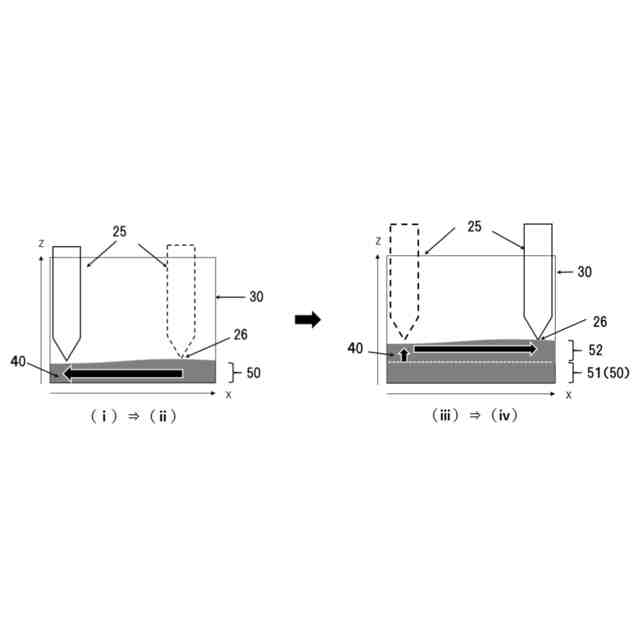
前記モールド内の位置を、該モールド内底面における任意の1点を原点とし、底面の横方向及び縦方向を夫々x軸およびy軸とし、高さ方向をz軸とする座標系で表し、該モールド内に形成されるべきm個の「色ユニット」間の各境界の高さ相当する(m-1)個のz座標を底面側からz
1
~z
m-1
としたときに、
前記充填工程における各種「色ユニット」用原料組成物のモールド内への充填を、前記吐出口の位置を前後方向、左右方向及び高さ方向に自在に制御可能な前記吐出装置を用いて、
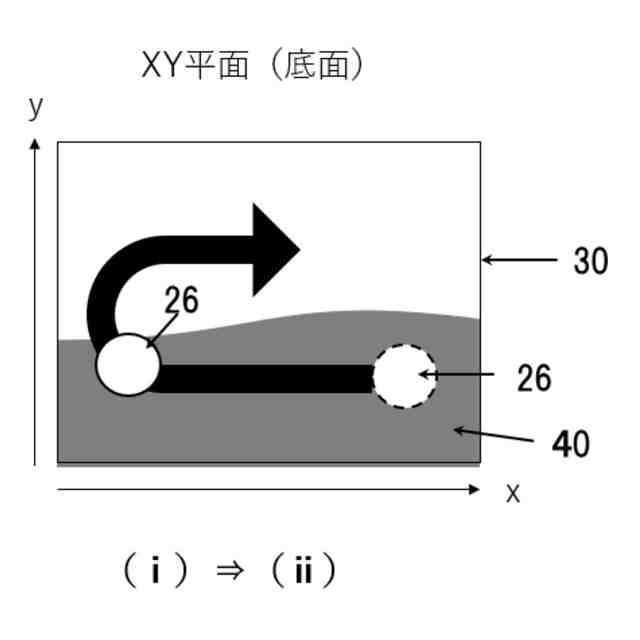
(i)充填開始時における前記突出口の位置を、原点に配置し、
(ii)前記吐出口から所定の流速でHR原料組成物を吐出させながら前記吐出口の位置をx軸方向及び/又はy軸方向に移動させて底面上の全領域を1回走査して、当該1回の走査に見合った均一な厚さを有するモールド最下部充填領域を形成し、
(iii)前記(ii)の走査が終了した後に前記吐出口の位置を、z軸方向に上記モールド最下部充填領域の上面以上の高さまで移動させ、
(iv)前記(ii)と同様にして所定の流速でHR原料組成物を吐出させながら前記吐出口の位置をx軸方向及び/又はy軸方向に移動させて前記モールド最下部充填領域を下地として、その上面上の全領域を1回走査して、当該1回走査に見合った均一な厚みが追加された成長充填領域を形成し、
(v)前記成長充填領域を下地として前記(iii)及び(iv)の操作を連続的に繰り返す、
ことによって行い、さらに
吐出させる原料組成物の割合切り替えを、形成された成長充填領域の厚さが、z
1
~z
m-1
の各高さと一致若しくは実質的に一致したタイミングで次の「色ユニット」の原料組成物が前記吐出口から吐出されるように前記(ii)~(iv)の操作時に行う、
請求項2に記載の歯科切削加工用ミルブランクの製造方法。
【請求項4】
請求項1に記載の歯科切削加工用ミルブランクの製造方法におけるHR原料組成物用の歯科用硬化性組成物であって、
重合性単量体:100質量部、無機粒子によって構成される無機粉粒体:300~900質量部、重合開始剤及び着色剤を含み、
CH
2
=C(R)-COO-、又は、CH
2
=C(R)-CONH-(但し、これら基におけるRは水素原子またはメチル基である。)で表されるラジカル重合性基を分子内に2~6個有する多官能ラジカル重合性単量体化合物において、該多官能ラジカル重合性単量体化合物の分子中に2~6個含まれる前記ラジカル重合性基の中から選ばれる任意の2つのラジカル重合性基の間に介在する2価の有機基のうち、その主鎖を構成する原子数が最も多い2価の有機の主鎖を構成する原子の数をαとし、αが1~9である前記多官能ラジカル重合性単量体化合物を短鎖長モノマーとし、αが10~60である前記多官能ラジカル重合性単量体化合物を長鎖長モノマーとしたときに、
前記重合性単量体は、前記短鎖長モノマー及び前記長鎖長モノマーからなり、且つ前記重合性単量体に含まれる前記短鎖長モノマーの含有量が45~90質量%である、
ことを特徴とする歯科用硬化性組成物。
【請求項5】
前記短鎖長モノマーが、アルキルジメタクリレートおよびポリアルキレングリコールジメタクリレートからなる群より選ばれる少なくとも1種の化合物からなり、
前記長鎖長モノマーが、ウレタン(メタ)アクリレートより選ばれる少なくとも1種の化合物よりなる、請求項4に記載の歯科用硬化性組成物。
【請求項6】
前記無機粉粒体が、球状若しくは略球状の無機粒子によって構成され、レーザー回折法で測定される個数基準の粒度分布における小径側から累積50%となる粒子径:D50pが50~500nmである無機球状粉粒体を含み、前記無機粉粒体に占める前記無機略球状粉粒体の量が40質量%以上である、請求項4に記載の歯科用硬化性組成物。
【請求項7】
25℃における回転粘度計測定による粘度が20~150(Pa・s)である、請求項4に記載の歯科用硬化性組成物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、歯科切削用ミルブランクの製造方法及び該方法において好適に使用される歯科用硬化性組成物に関する。
続きを表示(約 5,000 文字)
【背景技術】
【0002】
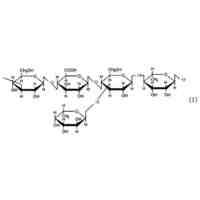
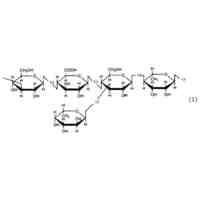
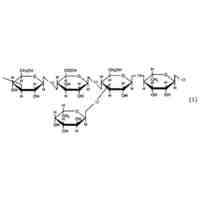
歯科治療に用いられる歯科用補綴物は、一般に、金や銀、チタン、パラジウム合金等のように金属材料から鋳造によって成形されるか、セラミックスやハイブリッドレジン(以下、「HR」と略記することもある。)等の非金属材料を加工することによって成形されるか、又はコア部を金属材料で構成し、前装部等の表層部を非金属材料で構成することにより形成されている。なお、ハイブリッドレジンとはレジンマトリックス中に無機充填材(以下、「無機フィラー」ともいう。)が高密度で分散された複合材料を意味し、通常は、重合性単量体、無機フィラー及び重合開始剤を含むペースト状重合硬化性組成物を加圧・加熱する等して重合硬化させることによって得られる。
【0003】
非金属材料を用いて全体を構成した歯科用補綴物は、金属アレルギーの心配がなく審美性に優れるという特長を有することに加え、近年のデジタル画像技術やコンピュータ処理技術等の発達により、その加工が容易になったことも有り、その需要は急速に高まっている。例えば、特許文献1に開示されているように、口腔内の撮影画像から、コンピュータ支援設計(CAD:Computer Aided Design)及びコンピュータ支援製造(CAM:Computer Aided Manufacturing)技術によるCAD/CAM装置を用いて、非金属材料からなる歯科加工用ブランクに切削加工を施して歯科用補綴物を成形するCAD/CAMシステムが多用されるようになってきている。ここで、歯科加工用ブランクとは、CAD/CAMシステムにおける切削加工機に取り付け可能にされた被切削体(ミルブランクとも呼ばれる。)を意味し、通常は、被切削部と、これを切削加工機に取り付け可能にするための保持ピンのような保持部と、を有する。そして、被切削部としては、直方体や円柱の形状に成形された(ソリッド)ブロック又は板状若しくは盤状に形成された(ソリッド)ディスク等が一般的に知られており、被切削部がハイブリッドレジン(HR)からなるものも知られている。なお、本発明では、HRからなる被切削部が保持部と一体化した形態を含めてHR系歯科切削加工用ミルブランク又はHR系ミルブランク、と称する。
【0004】
ところで、歯冠歯列修復治療では、歯科用補綴物に天然組織と等しい、あるいは近い色調や外観等の審美性が要求される場面が近年増加している。このような審美性を確保するためには、単一の色調からなるHR系ミルブランクではなく、異なる色調の複数の層を一体化した多層構造のHR系ミルブランクから製作することが行われており、例えば、特許文献2には、HR原料である流動性ペーストと複数の型枠ユニットを用いた、多層構造のHR系ミルブランクの製造方法が記載されている。当該方法によれば、型枠ユニットごとに色調が異なる流動性ペースト(硬化性組成物)を充填して積層することにより、多層構造の歯科加工用ブランクを製造でき、しかも通常では型枠に流し入れることが難しい流動性の低いペーストを用いた場合でも、ペースト同士の界面の乱れや、ペーストの空隙、等といった欠陥の発生を抑制して、複数の色調・組成からなる多層構造の歯科加工用ブランクを作製できるとされている。
【0005】
また、上記のような層を重ねた構成とは異なる歯牙模倣技術として、特許文献3にはブランクの一端からもう一端にかけて色調が連続的に変化するHR系ミルブランク及びその製造方法が提案されている。すなわち、特許文献3には、ディスペンサーなどの押出機を用いて、夫々色調の異なる2種類の(HR原料である)流動性ペースト(硬化性組成物)の混合物を型内の一方の角から正反対の角まで(たとえば、型の下部のコーナーから上部の反対側のコーナーまで)充填するに際し、上記混合物における両ペーストの混合比を連続的に変化させ、充填後のペーストを硬化させることにより上記したようなグラデーション(色調が連続的に変化する)構造を有する歯科切削加工用ミルブラン(HR系ミルブランク)を製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特表2016-535610号公報
特開2020-151339号公報
米国特許出願公開第2019/0247168号明細書
特許第6285909号公報
特許第6349480号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献3に開示されたHR系ミルブランクの製造方法(以下、「特許文献3の製造方法」ともいう。)によれば、層状構造とした場合に生じる層の接合面が不連続となるという課題を解決することが可能である。しかしながら、前記混合比を一定の割合で連続的に変化させながら上記(ペースト)充填を行ってHR系ミルブランクを製造した場合には、同一の高さを有する横断面においても場所によって色調が僅かに異なるため、切削加工を施す位置によって色調が所期の色調から微妙にずれてしまうことが起こり得る。また、上記したようにして製造したHR系ミルブランクを用いて全部被覆クラウン(冠)を作製した場合には、歯頚部から切端部への色調遷移が、治療を行っていない天然歯と隣あって比較すると、立体感の不足した外観を呈する傾向がある。さらに、複数の補綴物を作製して異なる部位を同時に治療する際、治療部位のサイズによっては、被切削部内の一部分のみを使用する場合、例えば歯冠長の短い一部被覆冠を作製する場合があるが、この場合には、修復後の歯牙内において不自然なグラデーションを呈することがあることが判明した。
【0008】
そこで、本発明は、このような問題を起こすことなく、天然歯牙のグラデーションをより忠実に再現し、更に治療後において自然な立体感が得られる歯科用補綴物を作製できる歯科切削用ミルブランクを効率よく製造できる方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
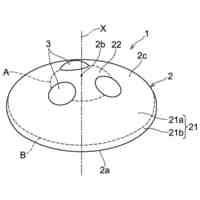
本発明は、上記課題を解決するものであり、本発明の第一の形態は、底面及び上面が実質的に同一形状である柱状体の形状を有するハイブリッドレジンからなり、前記柱状体の底面を基端として先端である上面に向かう方向を高さ方向としたときに、外観色が高さ方向に段階的に変化しているグラデーション構造を有する被切削部を含む歯科切削加工用ミルブランクを製造する方法であって、
前記グラデーション構造は、同一の外観色を呈する領域が、前記柱状体を高さ方向に前記底面と水平な面で分割した所定の厚さの「色ユニット」を構成すると共に、互いに外観色の異なる3~9個の「色ユニット」が高さ方向に連続的に配置されたものであり、
前記3~9個の「色ユニット」を、先端側から基端側に向かって順次数値が大きくなるように1~m(但し、mは、ユニットの数を表す3~9の範囲内の自然数である。)のユニット番号:n(但し、nは、1~mの自然数である。)を付して、「色ユニットn」で表すと共に、先端に位置する「色ユニット1」の色を「先端領域色:A」、基端に位置する「色ユニットm」の色を「基端領域色:B」としたときに、
前記先端領域色:Aと基端領域色:Bとの色差:ΔE
AB
が5~20であり、
前記「色ユニット2」~「色ユニットm-1」において、これらユニットの色は、いずれも前記先端領域色:A及び前記基端領域色:Bの中間色:Cで、「色ユニット2」~「色ユニットm-1」に向かって前記先端領域色:Aに近い中間色から前記基端領域色:Bに近い中間色に段階的に変化しており、且つ、互いに隣接するユニットの色の色差:ΔE
C
が1~7であり、
前記製造方法は、
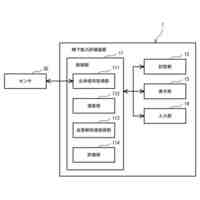
重合性単量体:100質量部、無機粒子によって構成される無機粉粒体:300~900質量部、重合開始剤及び着色剤を含み、25℃における回転粘度計測定による粘度が20~150(Pa・s)であるペースト状のHR原料組成物を準備する原料準備工程;前記被切削部の形状に対応するモールド内に前記HR原料組成物を充填する充填工程;及び前記モールド内に充填された前記HR原料組成物を硬化させる硬化工程を含み、
前記原料準備工程において、HR原料組成物として、前記先端領域色:AのHRを与える「色ユニット1」用原料組成物Aと、前記基端領域色:BのHRを与える「色ユニットm」用原料組成物Bと、前記原料組成物Aと前記原料組成物Bの混合物に相当する組成を有し、前記「色ユニット2」~「色ユニットm-1」の外観色を与える(m-2)種の中間領域用HR原料組成物を準備し、
前記充填工程は、
前記「色ユニット1」を形成するために前記原料組成物Aを前記モールドの内に必要量充填する、先端領域用充填工程と、
前記「色ユニットm」を形成するために前記原料組成物Bを前記モールドの内に必要量充填する、基端領域用充填工程と、
前記「色ユニット2」~「色ユニットm-1」を形成するために前記中間領域用HR原料組成物を前記モールドの内に必要量充填する中間領域用充填工程と、を有し、
前記充填工程を、
(1)前記先端領域用充填工程、前記中間領域用充填工程及び前記基端領域用充填工程の順に順次行うパターン1、又は
(2)前記基端領域用充填工程、前記中間領域用充填工程及び前記先端領域用充填工程の順に順次行うパターン2
の何れかのパターンによって行い、
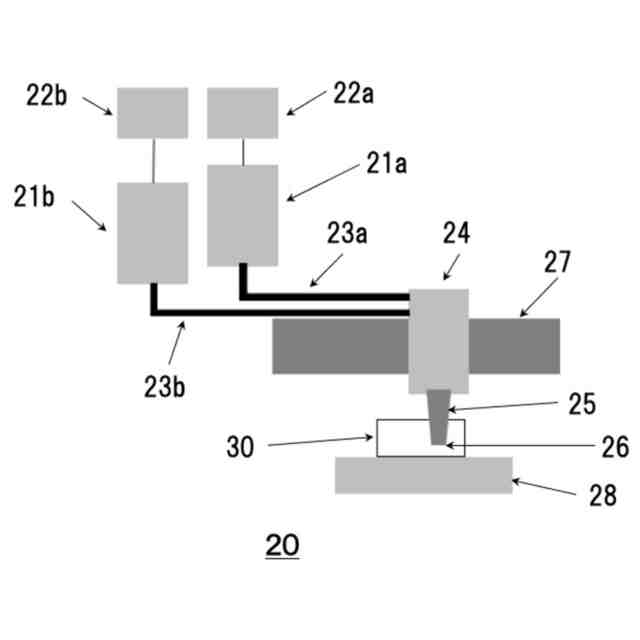
前記充填工程では、2種類の流体を別々に保持できる貯槽と各貯槽内に保持された2種類の流体を任意の比率で均一に混合して吐出口より吐出させることができる吐出装置を用いて充填を行い、
前記パターン1では、前記吐出装置を用いて、前記原料組成物Aのみを吐出させて前記先端領域用充填工程を行った後に、前記中間領域用充填工程として前記原料組成物A及び前記原料組成物Bを混合するに際し、得られる混合物中に占める前記原料組成物Aの割合を段階的に減少させて、各「色ユニット」用の中間領域用HR原料組成物を調製し、これを順次吐出させて前記中間領域用充填工程を行い、その後、前記原料組成物Bのみを吐出させて前記基端領域用充填工程を行い、
前記パターン2では、前記吐出装置を用いて、前記原料組成物Bのみを吐出させて前記基端領域用充填工程を行った後に、前記中間領域用充填工程として前記原料組成物A及び前記原料組成物Bを混合するに際し、得られる混合物中に占める前記原料組成物Bの割合を段階的に減少させて、各「色ユニット」用の中間領域用HR原料組成物を調製し、これを順次吐出させて前記中間領域用充填工程を行い、その後、前記原料組成物Aのみを吐出させて前記先端領域用充填工程を行う、
ことを特徴とする歯科切削加工用ミルブランクの製造方法である。
【0010】
上記形態の製造方法(以下、「本発明の製造方法」ともいう。)においては、前記中間領域用充填工程では、前記原料組成物A及び前記原料組成物Bを、両者の混合比を変えて混合することによって、前記「色ユニット2」~「色ユニットm-1」の各色:を与える前記(m-2)種の中間領域用HR原料組成物を調製し、前記パターン1においては「色ユニット2」用原料組成物から「色ユニットm-1」用原料組成物までの中間領域用HR原料組成物を順次調製して各「色ユニット」形成するのに必要な量を前記モールドの内に充填し、前記パターン2においては「色ユニットm-1」用原料組成物から「色ユニット2」用原料組成物までの中間領域用HR原料組成物を順次調製し、原料組成物を変更して各「色ユニット」形成するのに必要な量を前記モールドの内に充填する、ことが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
洗井間専家。
10日前
伯東株式会社
水中油型乳化組成物
6日前
第一工業製薬株式会社
皮膚外用剤
10日前
伯東株式会社
油性粒子含有化粧料
6日前
伯東株式会社
崩壊性粒子含有化粧料
6日前
一丸ファルコス株式会社
新規測定法
6日前
日機装株式会社
空気浄化装置
4日前
株式会社アマノ
移乗機器
3日前
C&H株式会社
乳化物の生成方法
5日前
ファミリーイナダ株式会社
マッサージ機
3日前
株式会社日本トリム
液体処理装置
10日前
株式会社日本トリム
液体処理装置
10日前
株式会社トラバース
臀部洗浄装置
4日前
株式会社ピカソ美化学研究所
マスキング剤
6日前
株式会社トーショー
薬剤分包機
4日前
個人
目薬のキャップ用仮置き材
3日前
小林製薬株式会社
外用組成物
10日前
マツダ株式会社
車椅子
3日前
マツダ株式会社
車椅子
3日前
マツダ株式会社
車椅子
3日前
日本製紙クレシア株式会社
吸収性物品
3日前
マツダ株式会社
車椅子
3日前
マツダ株式会社
車椅子
3日前
株式会社トーショー
薬剤分包システム
4日前
セフト ホールディング
針
6日前
株式会社ジェイ・エム・エス
医療用容器
3日前
株式会社ジェイ・エム・エス
医療用容器
3日前
株式会社トプコン
眼科装置
6日前
芦森工業株式会社
動作支援器具
11日前
株式会社ジェイ・エム・エス
凍結保存容器
3日前
日本ライフライン株式会社
アブレーションシステム
3日前
ニプロ株式会社
薬液投与装置
10日前
日本製紙クレシア株式会社
吸収性物品個包装体
3日前
国立大学法人広島大学
嚥下能力評価装置及びプログラム
5日前
ピップ株式会社
磁気治療用磁石
5日前
富士フイルム株式会社
較正用ファントム
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ