TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025041188
公報種別
公開特許公報(A)
公開日
2025-03-26
出願番号
2023148329
出願日
2023-09-13
発明の名称
複合材料、成形品、および、成形品の製造方法
出願人
国立大学法人東海国立大学機構
,
カジレーネ株式会社
,
三菱瓦斯化学株式会社
代理人
弁理士法人特許事務所サイクス
主分類
B29B
11/16 20060101AFI20250318BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 リサイクル強化繊維等の強化繊維を用いても、しなやかさに優れた複合材料であって、機械的強度に優れた成形品を提供可能な複合材料、および、成形品の提供。
【解決手段】 連続熱可塑性樹脂繊維(1)と、熱硬化性樹脂を表面に有する連続強化繊維(2)と、連続熱可塑性樹脂繊維(1)を構成する樹脂よりも融点が低い熱可塑性樹脂(3)とを有する複合材料であって、連続強化繊維(2)は、熱硬化性樹脂を2~40質量%の割合で含み、複合材料に含まれる前記熱可塑性樹脂(3)の含有量が、連続熱可塑性樹脂繊維(1)と熱可塑性樹脂(3)の合計100質量部に対し、5~80質量部であり、連続熱可塑性樹脂繊維(1)の少なくとも一部と、連続強化繊維(2)の少なくとも一部とが、前記熱可塑性樹脂(3)を介してバインドしている、複合材料。
【選択図】 図1
特許請求の範囲
【請求項1】
連続熱可塑性樹脂繊維(1)と、
熱硬化性樹脂を表面に有する連続強化繊維(2)と、
前記連続熱可塑性樹脂繊維(1)を構成する樹脂よりも融点が低い熱可塑性樹脂(3)とを有する複合材料であって、
前記連続強化繊維(2)は、前記熱硬化性樹脂を2~40質量%の割合で含み、
前記複合材料に含まれる前記熱可塑性樹脂(3)の含有量が、前記連続熱可塑性樹脂繊維(1)と前記熱可塑性樹脂(3)の合計100質量部に対し、5~80質量部であり、
前記連続熱可塑性樹脂繊維(1)の少なくとも一部と、前記連続強化繊維(2)の少なくとも一部とが、前記熱可塑性樹脂(3)を介してバインドしている、
複合材料。
続きを表示(約 930 文字)
【請求項2】
前記連続強化繊維(2)が、リサイクル連続強化繊維を含む、請求項1に記載の複合材料。
【請求項3】
前記連続強化繊維(2)が、リサイクル連続炭素繊維含む、請求項1または2に記載の複合材料。
【請求項4】
前記連続熱可塑性樹脂繊維(1)および熱可塑性樹脂(3)がそれぞれ独立にポリアミド樹脂を含む、請求項1~3のいずれか1項に記載の複合材料。
【請求項5】
前記連続熱可塑性樹脂繊維(1)を構成する樹脂が、ジアミン構成単位とジカルボン酸構成単位を含み、ジアミン構成単位の70モル%以上がキシリレンジアミンに由来するキシリレンジアミン系ポリアミド樹脂を含む、請求項1~4のいずれか1項に記載の複合材料。
【請求項6】
前記熱可塑性樹脂(3)が、ジアミン構成単位とジカルボン酸構成単位を含み、ジアミン構成単位の70モル%以上がキシリレンジアミンに由来するキシリレンジアミン系ポリアミド樹脂を含む、請求項1~5のいずれか1項に記載の複合材料。
【請求項7】
前記キシリレンジアミン系ポリアミド樹脂におけるジカルボン酸構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来する構成単位である、請求項5または6に記載の複合材料。
【請求項8】
前記連続熱可塑性樹脂繊維(1)が一方向に並列した連続熱可塑性樹脂繊維層と、
前記連続強化繊維(2)が一方向に並列した連続強化繊維層とを有し、
前記熱可塑性樹脂(3)が前記連続熱可塑性樹脂繊維層と連続強化繊維層とをバインドしている、請求項1~7のいずれか1項に記載の複合材料。
【請求項9】
前記連続熱可塑性樹脂繊維(1)と前記連続強化繊維(2)が、それぞれ、同一方向に並列している、請求項8に記載の複合材料。
【請求項10】
前記連続熱可塑性樹脂繊維(1)と連続強化繊維(2)の合計100質量部に対し、前記連続強化繊維(2)を40~90質量部含む、請求項1~9のいずれか1項に記載の複合材料。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、複合材料、成形品、および、成形品の製造方法に関する。特に、連続熱可塑性樹脂繊維と、連続強化繊維を含む複合材料に関する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
近年、熱可塑性樹脂を連続強化繊維で強化した繊維強化樹脂複合材料が注目を集めている。連続強化繊維を用いることで、高い力学的特性が期待でき、熱可塑性樹脂を用いることで、二次加工性等の利点を得ることができる。しかし、連続強化繊維で強化した熱可塑性樹脂複合材料は、樹脂の溶融粘度が高いことから、連続強化繊維束に対して、熱可塑性樹脂の含浸が困難であるという問題点がある。
そこで、この問題点を解決するため、連続熱可塑性樹脂繊維と連続強化繊維を混繊した繊維状中間材料である混繊糸が注目されている(特許文献1、2)。
【先行技術文献】
【特許文献】
【0003】
特開2015-098669号公報
特開2014-173196号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記混繊糸は、しなやかさに優れた材料である。一方、近年、資源の有効活用の観点からリサイクル強化繊維を用いることも期待される。ここで、リサイクル強化繊維は、強化繊維で強化された熱硬化性樹脂の成形品を燃焼して回収されることが多いが、この燃焼によってリサイクル強化繊維にダメージを与えてしまう場合が多かった。ダメージを受けた強化繊維を用いた繊維強化樹脂材料は、成形品としたときの機械的強度が劣る傾向にある。また、熱硬化性樹脂の成形品から回収された強化繊維を用いつつ、しなやかさに優れた複合材料を製造することは困難である。
本発明はかかる課題を解決することを目的とするものであって、リサイクル強化繊維等の強化繊維を用いても、しなやかさに優れた複合材料であって、機械的強度に優れた成形品を提供可能な複合材料、および、成形品を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記課題のもと、本発明者が検討を行った結果、連続熱可塑性樹脂繊維と、熱硬化性樹脂を表面に有する連続強化繊維をバインドするに際し、連続熱可塑性樹脂繊維を構成する樹脂よりも融点が低い熱可塑性樹脂(3)を所定の割合で用いることにより、上記課題を解決しうることを見出した。
具体的には、下記手段により、上記課題は解決された。
<1>連続熱可塑性樹脂繊維(1)と、熱硬化性樹脂を表面に有する連続強化繊維(2)と、前記連続熱可塑性樹脂繊維(1)を構成する樹脂よりも融点が低い熱可塑性樹脂(3)とを有する複合材料であって、前記連続強化繊維(2)は、前記熱硬化性樹脂を2~40質量%の割合で含み、前記複合材料に含まれる前記熱可塑性樹脂(3)の含有量が、前記連続熱可塑性樹脂繊維(1)と前記熱可塑性樹脂(3)の合計100質量部に対し、5~80質量部であり、前記連続熱可塑性樹脂繊維(1)の少なくとも一部と、前記連続強化繊維(2)の少なくとも一部とが、前記熱可塑性樹脂(3)を介してバインドしている、複合材料。
<2>前記連続強化繊維(2)が、リサイクル連続強化繊維を含む、<1>に記載の複合材料。
<3>前記連続強化繊維(2)が、リサイクル連続炭素繊維含む、<1>または<2>に記載の複合材料。
<4>前記連続熱可塑性樹脂繊維(1)および熱可塑性樹脂(3)がそれぞれ独立にポリアミド樹脂を含む、<1>~<3>のいずれか1つに記載の複合材料。
<5>前記連続熱可塑性樹脂繊維(1)を構成する樹脂が、ジアミン構成単位とジカルボン酸構成単位を含み、ジアミン構成単位の70モル%以上がキシリレンジアミンに由来するキシリレンジアミン系ポリアミド樹脂を含む、<1>~<4>のいずれか1つに記載の複合材料。
<6>前記熱可塑性樹脂(3)が、ジアミン構成単位とジカルボン酸構成単位を含み、ジアミン構成単位の70モル%以上がキシリレンジアミンに由来するキシリレンジアミン系ポリアミド樹脂を含む、<1>~<5>のいずれか1つに記載の複合材料。
<7>前記キシリレンジアミン系ポリアミド樹脂におけるジカルボン酸構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸に由来する構成単位である、<5>または<6>に記載の複合材料。
<8>前記連続熱可塑性樹脂繊維(1)が一方向に並列した連続熱可塑性樹脂繊維層と、
前記連続強化繊維(2)が一方向に並列した連続強化繊維層とを有し、
前記熱可塑性樹脂(3)が前記連続熱可塑性樹脂繊維層と連続強化繊維層とをバインドしている、<1>~<7>のいずれか1つに記載の複合材料。
<9>前記連続熱可塑性樹脂繊維(1)と前記連続強化繊維(2)が、それぞれ、同一方向に並列している、<8>に記載の複合材料。
<10>前記連続熱可塑性樹脂繊維(1)と連続強化繊維(2)の合計100質量部に対し、前記連続強化繊維(2)を40~90質量部含む、<1>~<9>のいずれか1つに記載の複合材料。
<11>テープ状である、<1>~<10>のいずれか1つに記載の複合材料。
<12>テーラードファイバープレースメント(Tailored Fiber Placement)加工用である、<1>~<11>のいずれか1つに記載の複合材料。
<13>前記連続強化繊維(2)が、リサイクルされた炭素繊維であり、
前記連続熱可塑性樹脂繊維(1)および熱可塑性樹脂(3)がそれぞれ独立にジアミン構成単位とジカルボン酸構成単位を含み、ジアミン構成単位の70モル%以上がキシリレンジアミンに由来するキシリレンジアミン系ポリアミド樹脂を含み、前記キシリレンジアミン系ポリアミド樹脂におけるジカルボン酸構成単位の50モル%以上が、炭素数4~20のα,ω-直鎖脂肪族ジカルボン酸構成単位に由来し、前記連続熱可塑性樹脂繊維(1)が一方向に並列した連続熱可塑性樹脂繊維層と、前記連続強化繊維(2)が一方向に並列した連続強化繊維層とを有し、前記熱可塑性樹脂(3)が前記連続熱可塑性樹脂繊維層と連続強化繊維層とをバインドしており、前記連続熱可塑性樹脂繊維(1)と前記連続強化繊維(2)が、それぞれ、同一方向に並列しており、前記連続熱可塑性樹脂繊維(1)と連続強化繊維(2)の合計100質量部に対し、前記連続強化繊維(2)を40~90質量部含み、テープ状であり、テーラードファイバープレースメント(Tailored Fiber Placement)加工用である、<1>~<12>のいずれか1つに記載の複合材料。
<14><1>~<13>のいずれか1つに記載の複合材料から形成された成形品。
<15>基材に対し、<1>~<13>のいずれか1つに記載の複合材料をステッチングして、テーラードファイバープレースメント(Tailored Fiber Placement)加工することを含む、成形品の製造方法。
【発明の効果】
【0006】
本発明により、リサイクル強化繊維等の強化繊維を用いても、しなやかさに優れた複合材料であって、機械的強度に優れた成形品を提供可能な複合材料、および、成形品を提供可能になった。
【図面の簡単な説明】
【0007】
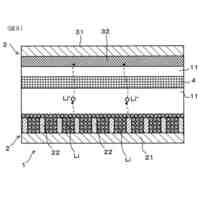
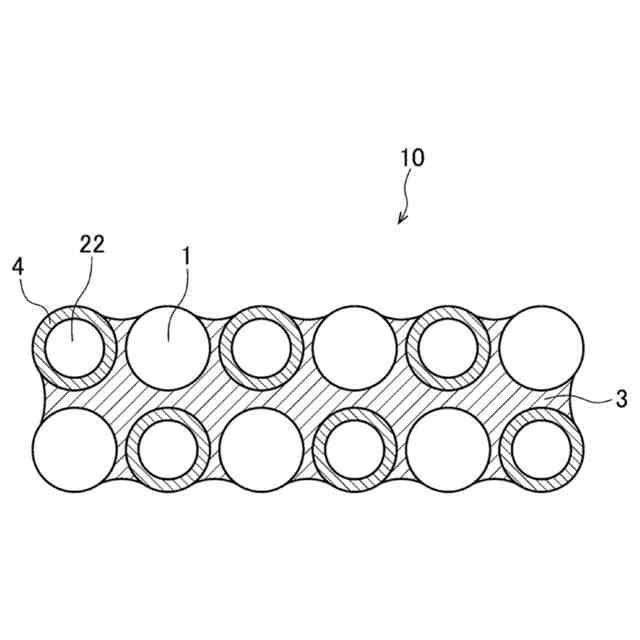
図1は、本実施形態の複合材料の一例を示す断面概略図である。
図2は、本実施形態の複合材料の他の一例を示す断面概略図である。
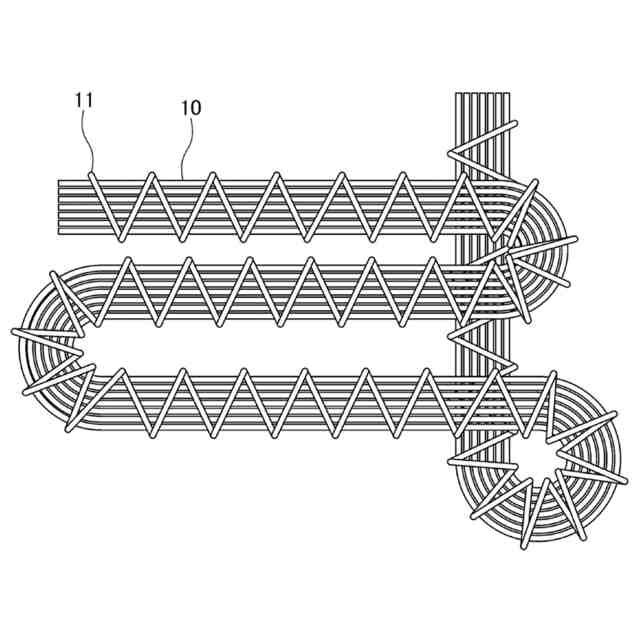
図3は、本実施形態の複合材料をTFP加工した場合の一例を示す概略図である。
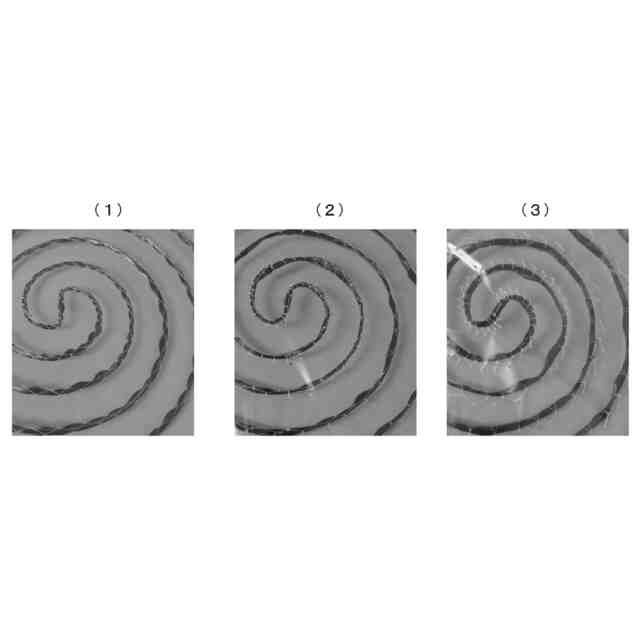
図4は、実施例でTFP加工により作製した刺しゅうの写真である。
【発明を実施するための形態】
【0008】
以下、本発明を実施するための形態(以下、単に「本実施形態」という)について詳細に説明する。なお、以下の本実施形態は、本発明を説明するための例示であり、本発明は本実施形態のみに限定されない。
なお、本明細書において「~」とはその前後に記載される数値を下限値および上限値として含む意味で使用される。
本明細書において、各種物性値および特性値は、特に述べない限り、23℃におけるものとする。
【0009】
本明細書において、重量平均分子量および数平均分子量は、特に述べない限り、GPC(ゲルパーミエーションクロマトグラフィ)法により測定したポリスチレン換算値である。
本明細書において、重量平均分子量および数平均分子量は、特に述べない限り、特開2018-165298号公報の段落0047の記載に従って測定することができ、この内容は本明細書に組み込まれる。
本明細書で示す規格で説明される測定方法等が年度によって異なる場合、特に述べない限り、2023年1月1日時点における規格に基づくものとする。
図1~3は、縮尺度などは実際と整合していないこともある。
【0010】
本実施形態の複合材料は、連続熱可塑性樹脂繊維(1)と、熱硬化性樹脂を表面に有する連続強化繊維(2)と、前記連続熱可塑性樹脂繊維(1)を構成する樹脂よりも融点が低い熱可塑性樹脂(3)とを有する複合材料であって、前記連続強化繊維(2)は、前記熱硬化性樹脂を2~40質量%の割合で含み、前記複合材料に含まれる前記熱可塑性樹脂(3)の含有量が、前記連続熱可塑性樹脂繊維(1)と前記熱可塑性樹脂(3)の合計100質量部に対し、5~80質量部であり、前記連続熱可塑性樹脂繊維(1)の少なくとも一部と、前記連続強化繊維(2)の少なくとも一部とが、前記熱可塑性樹脂(3)を介してバインドしていることを特徴とする。
このような構成とすることにより、しなやかさに優れた複合材料であって、機械的強度に優れた成形品を提供可能な複合材料が得られる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
国立大学法人東海国立大学機構
流体浄化装置
4日前
国立大学法人東海国立大学機構
逆水性ガスシフト反応用触媒体
18日前
国立大学法人東海国立大学機構
熱交換器、蒸発器、装置および移動体
10日前
国立大学法人東海国立大学機構
熱交換器、蒸発器、装置および移動体
10日前
株式会社SCREENホールディングス
エッチング装置
24日前
NU-Rei株式会社
蓄電池の充放電方法及び蓄電池モジュール
13日前
国立大学法人東海国立大学機構
膜の製造方法、膜、水収集膜、細胞足場材料、及び細胞足場材料の製造方法
24日前
国立大学法人東海国立大学機構
カルバペネム低感受性緑色レンサ球菌の検出方法および該検出方法に用いる培地
4日前
国立大学法人東海国立大学機構
ヌクレオシド誘導体及びその利用
4日前
国立大学法人東海国立大学機構
車載装置、プログラム及び、情報処理方法
17日前
国立大学法人東海国立大学機構
車載装置、プログラム及び、情報処理方法
17日前
株式会社豊田中央研究所
電力変換装置
3日前
東レ株式会社
吹出しノズル
5か月前
東レ株式会社
溶融紡糸設備
10か月前
東レ株式会社
プリプレグテープ
7か月前
CKD株式会社
型用台車
4か月前
シーメット株式会社
光造形装置
4か月前
個人
射出ミキシングノズル
6か月前
グンゼ株式会社
ピン
4か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
6か月前
日機装株式会社
加圧システム
4日前
個人
樹脂可塑化方法及び装置
3か月前
株式会社FTS
ロッド
3か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社シロハチ
真空チャンバ
6か月前
株式会社リコー
シート剥離装置
8か月前
東レ株式会社
一体化成形品の製造方法
8か月前
株式会社FTS
成形装置
4か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社日本製鋼所
押出成形装置
7か月前
株式会社リコー
画像形成システム
4か月前
株式会社不二越
射出成形機
20日前
株式会社不二越
射出成形機
25日前
株式会社不二越
射出成形機
19日前
東レ株式会社
炭素繊維シートの製造方法
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ