TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025036830
公報種別
公開特許公報(A)
公開日
2025-03-17
出願番号
2023143411
出願日
2023-09-05
発明の名称
アルミニウム合金構造体、加熱接合方法、並びにアルミニウム合金押出材及びその製造方法
出願人
株式会社UACJ
代理人
弁理士法人あしたば国際特許事務所
主分類
C22C
21/02 20060101AFI20250310BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】単層で接合可能であることで製造工程の簡略化が可能なアルミニウム合金構造体、並びにアルミニウム合金押出材及びその製造方法であって、接合性が良好であり、且つ、加熱接合時の変形を抑制可能なアルミニウム合金構造体、並びにアルミニウム合金押出材及びその製造方法を提供すること。
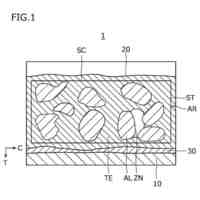
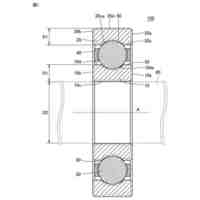
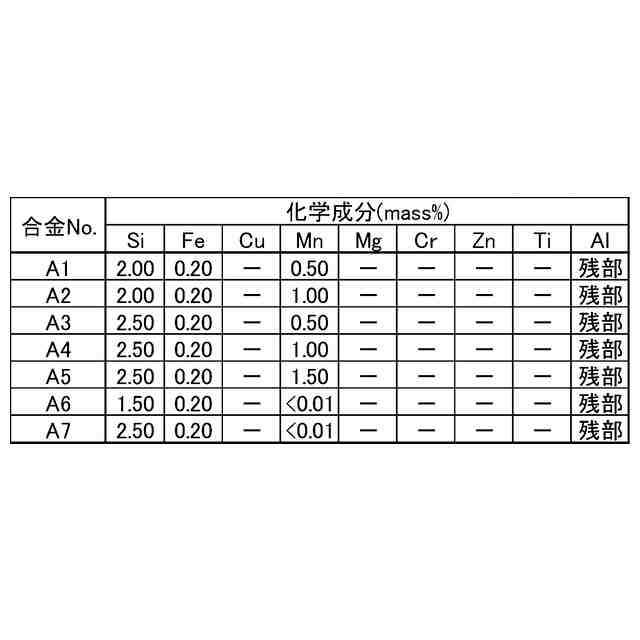
【解決手段】一方の被接合部材と、他方の被接合部材とが、加熱接合されたアルミニウム合金構造体であって、前記一方の被接合部材が、1.80~3.00質量%のSi、0.10~1.60質量%のMn、0.01~0.70質量%のFeを含有し、残部Al及び不可避的不純物からなり、前記一方の被接合部材と前記他方の被接合部材との接合部における前記一方の被接合部材の最表層では平均結晶粒径が200μm以下であり、前記一方の被接合部材の幅が最も小さい部分の深さ100μm位置の断面では平均結晶粒径が400μm以上であること、を特徴とするアルミニウム合金構造体。
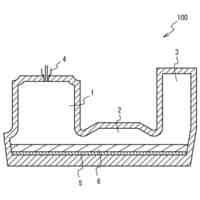
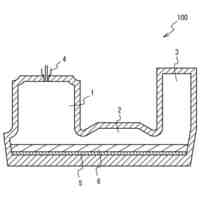
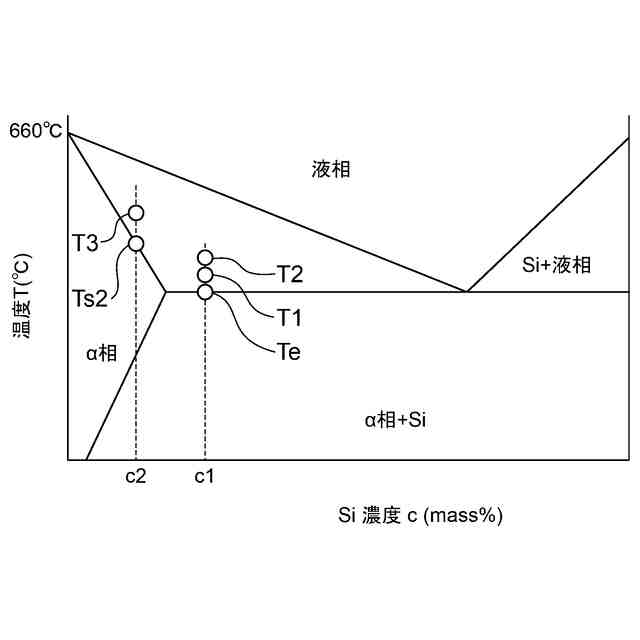
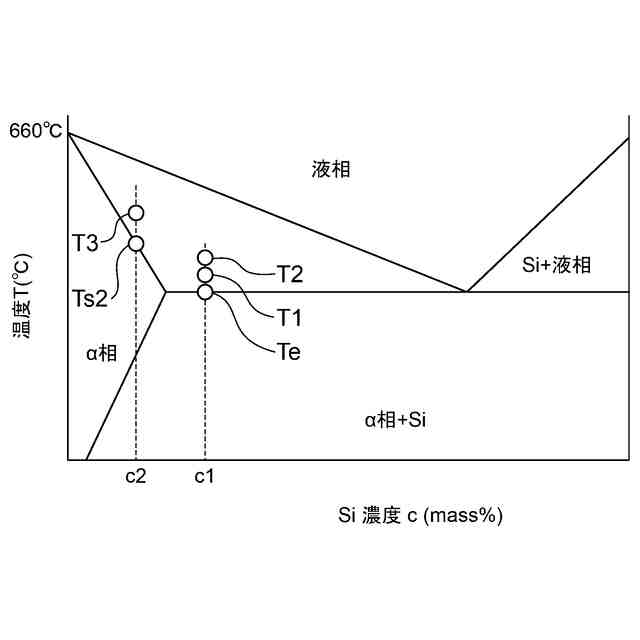
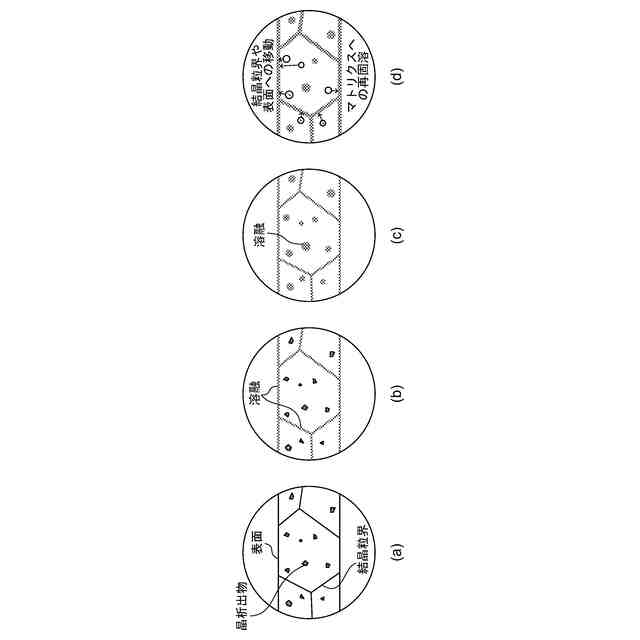
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム合金からなる一方の被接合部材と、アルミニウム合金及び純アルミニウムのうちのいずれかからなる他方の被接合部材とが、加熱接合されたアルミニウム合金構造体であって、
前記一方の被接合部材が、1.80~3.00質量%のSi、0.10~1.60質量%のMn、0.01~0.70質量%のFeを含有し、残部Al及び不可避的不純物からなり、
前記一方の被接合部材と前記他方の被接合部材との接合部における前記一方の被接合部材の最表層では平均結晶粒径が200μm以下であり、前記一方の被接合部材の肉厚が最も薄い部分の深さ100μm位置の断面では平均結晶粒径が400μm以上であること、
を特徴とするアルミニウム合金構造体。
続きを表示(約 830 文字)
【請求項2】
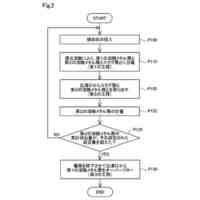
請求項1に記載のアルミニウム合金構造体の加熱接合方法であって、
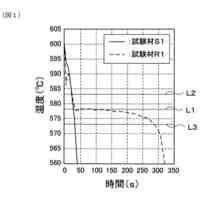
加熱接合時の575℃における金属組織を、接合に供する面の最表層の平均結晶粒径が200μm以下であり、肉厚が最も薄い部分の深さ100μm位置の断面の平均結晶粒径が400μm以上とすること、
を特徴とする加熱接合方法。
【請求項3】
単層で加熱接合機能を有するアルミニウム合金押出材であって、
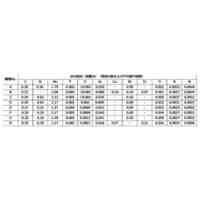
1.80~3.00質量%のSi、0.10~1.60質量%のMn、0.01~0.70質量%のFeを含有し、残部Al及び不可避的不純物からなり、
押出方向に直角な断面における肉厚が最も薄い部分の幅が0.6mm以上であり、
450℃から575℃までを4~15分で昇温し、575~615℃で5~40分間保持する加熱試験後の、接合に供する面の最表層の平均結晶粒径が200μm以下であり、前記肉厚が最も薄い部分の深さ100μm位置の断面の平均結晶粒径が400μm以上であること、
を特徴とするアルミニウム合金押出材。
【請求項4】
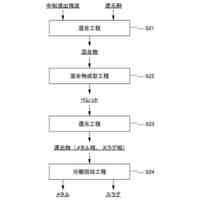
請求項3に記載のアルミニウム合金押出材の製造方法であって、
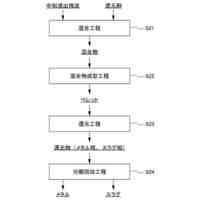
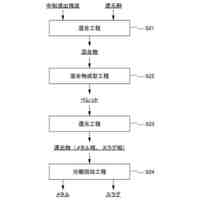
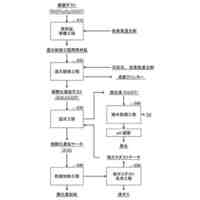
1.80~3.00質量%のSi、0.10~1.60質量%のMn、0.01~0.70質量%のFeを含有し、残部Al及び不可避的不純物からなる鋳塊を鋳造する鋳造工程と、
前記鋳塊の温度が400℃以上550℃以下である間に、前記鋳塊に熱間押出を行い、押出方向に直角な断面における肉厚が最も薄い部分の幅が0.6mm以上である形状に成形する熱間押出工程と、
を有することを特徴とするアルミニウム合金押出材の製造方法。
【請求項5】
更に、前記鋳造工程の後に、前記鋳塊を570℃以下の温度で保持する均質化処理を行う均質化工程を有することを特徴とする請求項4記載のアルミニウム合金押出材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金構造体、加熱接合方法並びにアルミニウム合金押出材及びその製造方法に関するものであり、詳しくは、ろう材又は溶加材のような接合部材を使用することなくそれ自体の作用により他の部材に接合可能なアルミニウム合金構造体、並びにアルミニウム合金押出材及びその製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
アルミニウム合金材を構成部材とする熱交換器等の構造体の製造に際しては、アルミニウム合金材同士を接合する必要がある。アルミニウム合金材の接合方法としては、様々な方法が知られているが、それらの中でろう付け法が多く用いられている。
【0003】
ブレージング法によるアルミニウム合金材の接合方法を用いて熱交換器等を製造する方法としては、例えば、Al-Si合金からなるろう材をクラッドしたクラッド材のブレージングシートを用いる方法がある(特許文献1)。ただし、クラッド材を製造するには、各層を別々に製造し、更にそれらを重ね接合する工程が必要であり、製造工程が煩雑になるという製造上の難点がある。
【0004】
また、ろう付け法によるアルミニウム合金材の接合方法を用いて熱交換器等を製造する他の方法としては、粉末ろう材を塗布したアルミニウム合金材を用いる方法や、各材料を組付け後に接合が必要な部分に別途置きろうやろうペーストなどのろう材を設置または塗布する方法などが知られている(特許文献2、3)。ただし、これらの方法でも、アルミニウム合金材のほかに、別途ろう材を用意し設置または塗布する工程が必要であり、製造工程が煩雑になるという製造上の難点がある。
【0005】
そこで、アルミニウム合金材の製造工程やアルミニウム合金構造体の製造工程が煩雑になってしまう、上述したクラッド材のブレージングシートを用いる方法や粉末ろう材を塗布したアルミニウム合金材を用いる方法に代わり、アルミニウム合金材の製造工程及びアルミニウム合金構造体の製造工程がより簡略になる方法として、単層のブレージングシートを用いる方法がある(特許文献4)。
【先行技術文献】
【特許文献】
【0006】
特開2008-303405号公報
特開2011-136358号公報
特開平09-047892号公報
国際公開第2014/184880号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、単層のブレージングシートはそれ自体が部分的に溶融することにより接合可能としたものであるために、加熱した際に、材料の変形が顕著となる懸念がある。
【0008】
また、単層のブレージングシートは、ろう材又は溶加材のような接合部材を使用することなく、それ自体の作用(母材から浸み出す液相)により、他の部材と接合することになるので、従来のろう材がクラッドされたブレージングシートを用いる方法や粉末ろう材を塗布したアルミニウム合金材を用いる方法と比較し、ろう付接合に使用される液相量が少ないため、加熱接合性が低くなるおそれがある。
【0009】
従って、本発明は、単層で接合可能であることで製造工程の簡略化が可能なアルミニウム合金構造体及びアルミニウム合金押出材であって、接合性が良好であり、且つ、加熱接合時の変形を抑制可能なアルミニウム合金構造体及びアルミニウム合金押出材を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、鋭意検討の結果、被接合部材として、合金組成及び結晶組織を制御することにより、単層で接合可能であることで製造工程の簡略化が可能であり、接合性が良好、且つ、加熱接合時の変形を抑制可能であるアルミニウム合金構造体、並びにアルミニウム合金押出材及びその製造方法を発明するに至った。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社UACJ
Al-Si系合金鋳塊、およびAl-Si系合金鋳塊の製造方法
19日前
株式会社プロテリアル
焼結体
1か月前
ハイモ株式会社
水中金属の回収除去方法
2か月前
大同特殊鋼株式会社
鋼材及び金型
4か月前
JX金属株式会社
銅製錬の操業方法
2か月前
株式会社クボタ
比重分離装置
3日前
株式会社クボタ
比重分離装置
3日前
株式会社クボタ
比重分離装置
3日前
JX金属株式会社
銅製錬の操業方法
2か月前
国立大学法人東北大学
高耐食銅合金
1か月前
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鋼線
2か月前
国立大学法人東北大学
腐食環境用銅合金
1か月前
日本製鉄株式会社
鋼材
1か月前
JFEスチール株式会社
浸炭鋼部品
5日前
住友金属鉱山株式会社
銅の製錬方法
3か月前
JFEスチール株式会社
肌焼鋼
3か月前
日本製鉄株式会社
めっき鋼線
2か月前
JFEスチール株式会社
肌焼鋼
3か月前
JFEスチール株式会社
肌焼鋼
3か月前
日本精線株式会社
銅合金
13日前
住友金属鉱山株式会社
オートクレーブ
4か月前
NTN株式会社
転動部材
1か月前
個人
複合材料および複合材料の製造方法
3か月前
NTN株式会社
転動部材
1か月前
日本製鉄株式会社
熱間圧延鋼材
9日前
住友金属鉱山株式会社
有価金属の回収方法
2か月前
住友金属鉱山株式会社
有価金属の回収方法
2か月前
住友金属鉱山株式会社
有価金属の製造方法
3か月前
住友金属鉱山株式会社
有価金属の製造方法
3か月前
住友金属鉱山株式会社
有価金属の回収方法
2か月前
日本冶金工業株式会社
表面性状に優れたNi基合金
1か月前
中部リサイクル株式会社
銅含有物の製造方法
18日前
個人
セラックを用いた成型体及び構造体の製造方法
25日前
住友金属鉱山株式会社
酸化亜鉛鉱の製造方法
24日前
株式会社神戸製鋼所
鋼板およびその製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ