TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025034040
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023140171
出願日
2023-08-30
発明の名称
セラミックシートの製造方法及びセラミックシートの脱脂体
出願人
株式会社日本触媒
代理人
個人
,
個人
,
個人
,
個人
主分類
C04B
35/622 20060101AFI20250306BHJP(セメント;コンクリート;人造石;セラミックス;耐火物)
要約
【課題】
うねりの発生を抑制可能なセラミックシートの製造方法及びセラミックシートの脱脂体を提供すること。
【解決手段】
セラミックシートの製造方法は、セラミック粉末、溶媒及びバインダーを混合することによって、スラリーを調製する工程と、スラリーを乾燥することによって、グリーンシートを形成する工程と、グリーンシートを脱脂することによって、グリーンシートの脱脂体を形成する工程と、脱脂体を焼結することによって、セラミックシートを形成する工程と、を備え、脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、範囲における細孔のモード径よりも0.015μm以上1μm以下の細孔径を有する細孔の合計容積は、総容積の5%以上40%以下である。
【選択図】なし
特許請求の範囲
【請求項1】
セラミックシートの製造方法であって、
セラミック粉末、溶媒及びバインダーを混合することによって、スラリーを調製する工程と、
前記スラリーをシート状に塗工した後に乾燥することによって、グリーンシートを形成する工程と、
前記グリーンシートを脱脂することによって、前記グリーンシートの脱脂体を形成する工程と、
前記脱脂体を焼結することによって、前記セラミックシートを形成する工程と、
を備え、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
前記範囲における前記細孔のモード径よりも0.015μm以上1μm以下の細孔径を有する細孔の合計容積は、前記総容積の5%以上40%以下である、
セラミックシートの製造方法。
続きを表示(約 1,300 文字)
【請求項2】
セラミックシートの製造方法であって、
セラミック粉末、溶媒及びバインダーを混合することによって、スラリーを調製する工程と、
前記スラリーをシート状に塗工した後に乾燥することによって、グリーンシートを形成する工程と、
前記グリーンシートを脱脂することによって、前記グリーンシートの脱脂体を形成する工程と、
前記脱脂体を焼結することによって、前記セラミックシートを形成する工程と、
を備え、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
累積細孔径分布において、最大細孔からの体積基準の累積5%の細孔径をD5とし、累積50%の細孔径をD50とし、累積95%の細孔径をD95としたとき、(D5-D95)/D50≧0.56を満たす、
セラミックシートの製造方法。
【請求項3】
前記セラミック粉末は、スカンジウム、イットリウム及びセリウムからなる群より選ばれる少なくともいずれか1種の希土類元素を、酸化物換算の合計量で3モル%以上15モル%以下の割合で含む安定化ジルコニア粉末である、請求項1または2に記載のセラミックシートの製造方法。
【請求項4】
前記脱脂体を焼結する前記工程における焼結温度は、1300℃以上1500℃以下である、請求項1または2に記載のセラミックシートの製造方法。
【請求項5】
前記脱脂体を焼結する前記工程において、前記脱脂体を形成する前記工程直後の温度から前記焼結温度までの昇温時間は、8時間以上20時間以下である、請求項4に記載のセラミックシートの製造方法。
【請求項6】
前記セラミックシートの相対密度は、98%以上である、請求項1または2に記載のセラミックシートの製造方法。
【請求項7】
前記セラミックシートの厚さは、50μm以上200μm以下である、請求項1または2に記載のセラミックシートの製造方法。
【請求項8】
グリーンシートの脱脂体であって、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
前記範囲における前記細孔のモード径よりも0.015μm以上1μm以下の細孔径を有する細孔の合計容積は、前記総容積の5%以上40%以下である、
脱脂体。
【請求項9】
グリーンシートの脱脂体であって、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
累積細孔径分布において、最大細孔からの体積基準の累積5%の細孔径をD5とし、累積50%の細孔径をD50とし、累積95%の細孔径をD95としたとき、(D5-D95)/D50≧0.56を満たす、
脱脂体。
発明の詳細な説明
【技術分野】
【0001】
本開示は、セラミックシートの製造方法及びセラミックシートの脱脂体に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
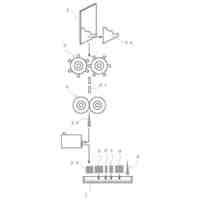
セラミックは、耐熱性、耐摩耗性等の機械的性質に加えて、電気的、磁気的特性、さらには生体適合性等にも優れたものであることから、多くの分野で広く活用されている。中でもジルコニアを主体とするセラミックは、優れた酸素イオン伝導性を有している。よって、当該セラミックのシート状成形体(セラミックシート)は、固体酸化物形燃料電池(SOFC)の固体電解質として用いられることがある。
【0003】
上述したようなセラミックシートに対しては、SOFCの高性能化の観点から、薄膜化が望まれている。ただ、単に薄膜化がなされた場合、シートの割れ等が発生しやすくなる。このため、セラミックシートの機械的強度の向上も望まれている。例えば、下記特許文献1では、シート中の残留ポアの低減に伴うシートの機械的強度の向上が図られている。
【先行技術文献】
【特許文献】
【0004】
特開2011-204398号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
セラミックシートを薄膜化するほど、当該セラミックシートにうねりが生じる傾向がある。例えば、SOFCの固体電解質用のセラミックスシートなどでは高い平坦性が要求されるので、上述したようなうねりの発生は、歩留まり低下の要因となっている。
【0006】
本開示の一側面に係る目的は、うねりの発生を抑制可能なセラミックシートの製造方法及びセラミックシートの脱脂体の提供である。
【課題を解決するための手段】
【0007】
本開示の一側面は、以下の[1]~[9]に記載のセラミックシートの製造方法及びセラミックシートの脱脂体を提供する。
[1] セラミックシートの製造方法であって、
セラミック粉末、溶媒及びバインダーを混合することによって、スラリーを調製する工程と、
スラリーをシート状に塗工した後に乾燥することによって、グリーンシートを形成する工程と、
グリーンシートを脱脂することによって、グリーンシートの脱脂体を形成する工程と、
脱脂体を焼結することによって、セラミックシートを形成する工程と、
を備え、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
前記範囲における前記細孔のモード径よりも0.015μm以上1μm以下の細孔径を有する細孔の合計容積は、前記総容積の5%以上40%以下である、
セラミックシートの製造方法。
[2] セラミックシートの製造方法であって、
セラミック粉末、溶媒及びバインダーを混合することによって、スラリーを調製する工程と、
スラリーをシート状に塗工した後に乾燥することによって、グリーンシートを形成する工程と、
グリーンシートを脱脂することによって、グリーンシートの脱脂体を形成する工程と、
脱脂体を焼結することによって、セラミックシートを形成する工程と、
を備え、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
累積細孔径分布において、最大細孔からの体積基準の累積5%の細孔径をD5とし、
累積50%の細孔径をD50とし、累積95%の細孔径をD95としたとき、(D5-D95)/D50≧0.56を満たす、
セラミックシートの製造方法。
[3] セラミック粉末は、スカンジウム、イットリウム及びセリウムからなる群より選ばれる少なくともいずれか1種の希土類元素を、酸化物換算の合計量で3モル%以上15モル%以下の割合で含む安定化ジルコニア粉末である、[1]または[2]に記載のセラミックシートの製造方法。
[4] 脱脂体を焼結する工程における焼結温度は、1300℃以上1500℃以下である、[1]~[3]のいずれかに記載のセラミックシートの製造方法。
[5] 脱脂体を焼結する工程において、前記脱脂体を形成する前記工程直後の温度から焼結温度までの昇温時間は、8時間以上20時間以下である、[4]に記載のセラミックシートの製造方法。
[6] セラミックシートの相対密度は、98%以上である、[1]~[5]のいずれかに記載のセラミックシートの製造方法。
[7] セラミックシートの厚さは、50μm以上200μm以下である、[1]~[6]のいずれかに記載のセラミックシートの製造方法。
[8] グリーンシートの脱脂体であって、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
前記範囲における前記細孔のモード径よりも0.015μm以上1μm以下の細孔径を有する細孔の合計容積は、前記総容積の5%以上40%以下である、
脱脂体。
[9] グリーンシートの脱脂体であって、
前記脱脂体の細孔径分布を水銀圧入法によって測定したとき、細孔径0.003μm以上1μm以下の範囲における前記脱脂体の細孔の総容積は、0.17ml/g以上0.23ml/g以下であり、
累積細孔径分布において、最大細孔からの体積基準の累積5%の細孔径をD5とし、累積50%の細孔径をD50とし、累積95%の細孔径をD95としたとき、(D5-D95)/D50≧0.56を満たす、
脱脂体。
【発明の効果】
【0008】
本開示の一側面によれば、うねりの発生を抑制可能なセラミックシートの製造方法及びセラミックシートの脱脂体を提供できる。
【図面の簡単な説明】
【0009】
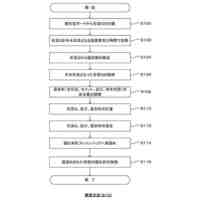
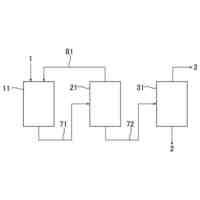
図1は、実施形態に係るセラミックシートの製造方法を説明するためのフローチャートである。
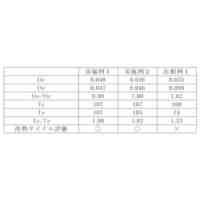
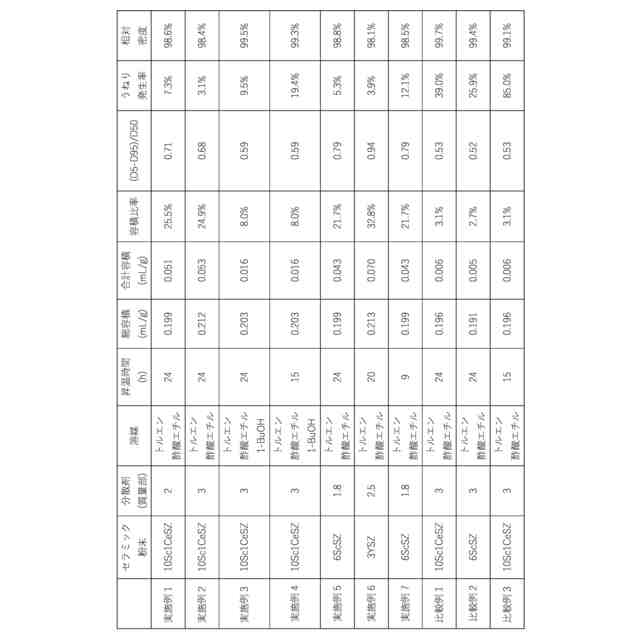
図2は、各実施例及び各比較例の細孔径分布を示す図である。
図3は、各実施例及び各比較例の累計細孔径分布を示す図である。
【発明を実施するための形態】
【0010】
以下、本開示の一実施形態を詳細に説明するが、本開示はこれに限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本触媒
変性多糖類
2日前
株式会社日本触媒
硬化型樹脂組成物
16日前
株式会社日本触媒
非水電解液二次電池
10日前
株式会社日本触媒
紫外線吸収剤の着色抑制剤
25日前
株式会社日本触媒
ポリアルキレンオキシド含有化合物
8日前
株式会社日本触媒
炭素材料被覆金属粒子およびその製造方法
1か月前
株式会社日本触媒
ラジカル重合性重合体及び感光性樹脂組成物
9日前
株式会社日本触媒
アルカリ水電解用隔膜、及び、その製造方法
24日前
株式会社日本触媒
ビニルエーテル基を有する(メタ)アクリル酸エステルの製造方法
1日前
株式会社日本触媒
ビニルエーテル基を有する(メタ)アクリル酸エステルの製造方法
1日前
株式会社日本触媒
熱潜在性カチオン重合開始剤、硬化性樹脂組成物、及び金属接合体
18日前
個人
構築素材又は原材
8日前
株式会社トクヤマ
水硬性組成物
1か月前
株式会社トクヤマ
窒化ケイ素基板
1か月前
株式会社トクヤマ
窒化ケイ素基板
1か月前
株式会社田中建設
製造プラント
18日前
花王株式会社
水硬性組成物
2日前
東ソー株式会社
焼結体のリサイクル方法
1か月前
花王株式会社
水硬性組成物
16日前
東ソー株式会社
顆粒粉末及びその製造方法
2か月前
日本特殊陶業株式会社
接合体
1か月前
株式会社田中建設
固化材の製造方法
1か月前
デンカ株式会社
コンクリート用組成物
1か月前
デンカ株式会社
コンクリート用組成物
1か月前
株式会社竹中工務店
コンクリート部材
1か月前
東ソー株式会社
赤色焼結体及びその製造方法
1か月前
三井住友建設株式会社
複合構造体
1か月前
花王株式会社
水硬性組成物用起泡剤
1か月前
三井住友建設株式会社
水硬性硬化体
23日前
花王株式会社
水硬性組成物用起泡剤
1か月前
花王株式会社
水硬性組成物用起泡剤
1か月前
株式会社竹中工務店
建設部材の塩分除去方法
1か月前
株式会社エフコンサルタント
コンクリートの施工方法
1か月前
個人
漆喰材の製造方法、および、漆喰材
1か月前
東ソー株式会社
焼結体、粉末、成形体、及び、仮焼体
1か月前
株式会社MARUWA
アルミナジルコニア焼結板
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ