TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025033727
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023139659
出願日
2023-08-30
発明の名称
被加工物の処理方法
出願人
株式会社ディスコ
代理人
個人
主分類
H01L
21/301 20060101AFI20250306BHJP(基本的電気素子)
要約
【課題】 ウェーハ面上の必要箇所に、必要な量だけ、必要な種類の層膜を形成し、ウェーハ毎に最適な表面処理を可能とする技術を提供する。
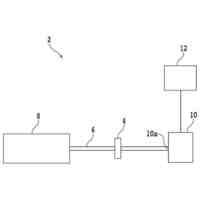
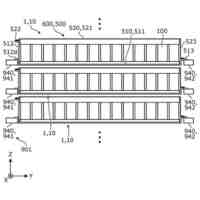
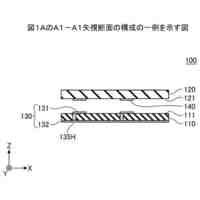
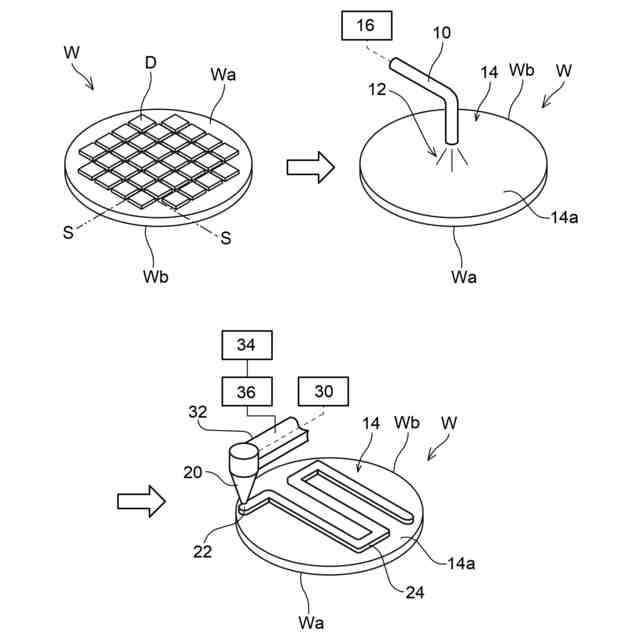
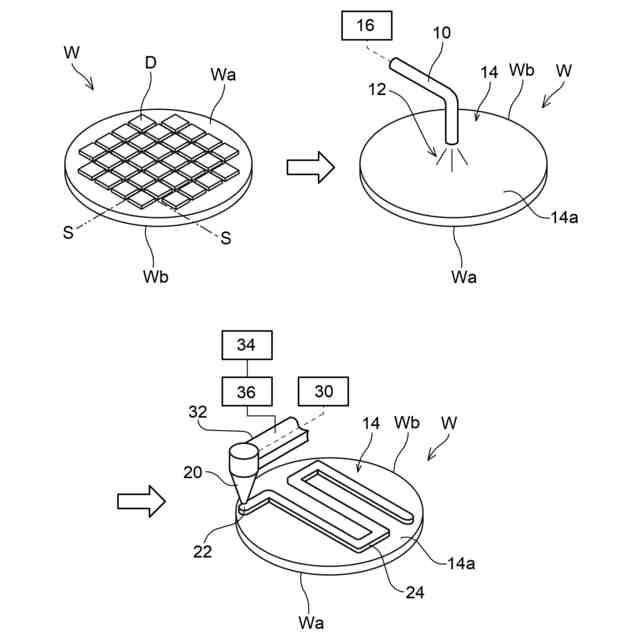
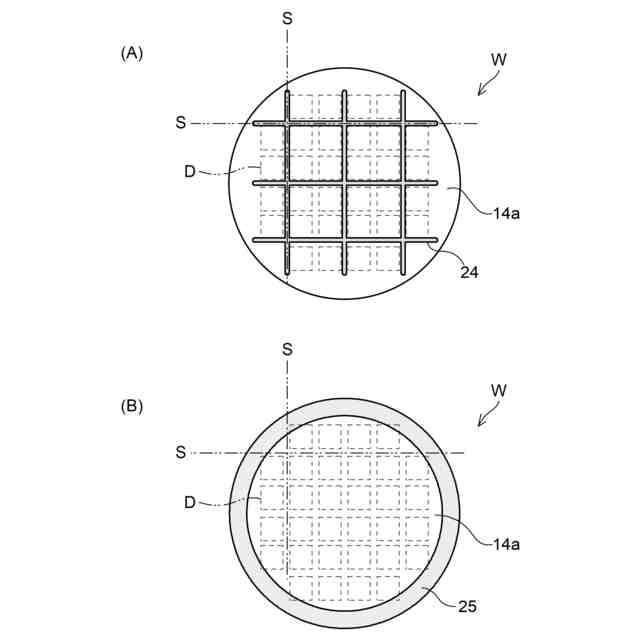
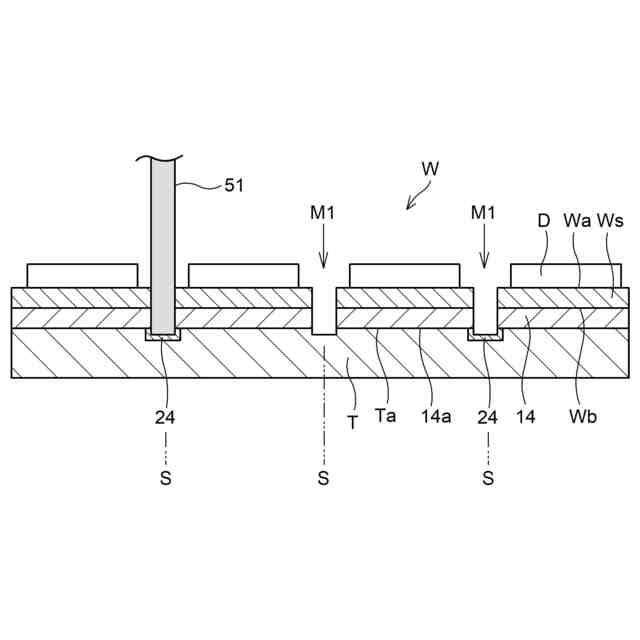
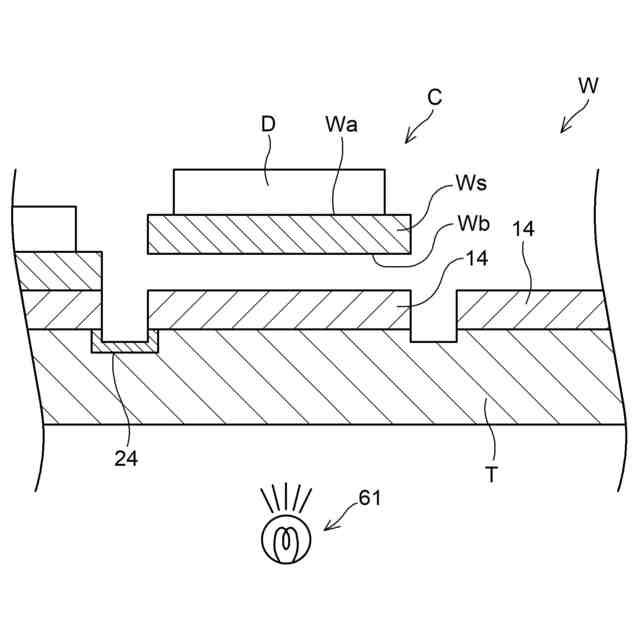
【解決手段】複数のデバイスが分割予定ラインによって区画されたウェーハ等の被加工物の処理方法であって、位置制御可能な吐出ノズルを用いて、該被加工物面上の任意の位置に、任意の成分の層を形成することを特徴とする被加工物の処理方法とする。
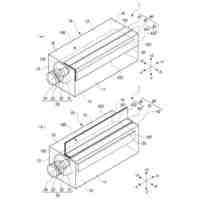
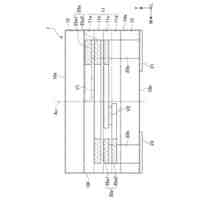
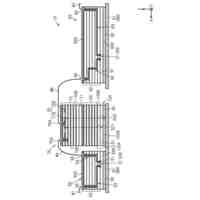
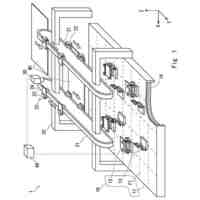
【選択図】図1
特許請求の範囲
【請求項1】
複数のデバイスが分割予定ラインによって区画されたウェーハ等の被加工物の処理方法であって、
位置制御可能な吐出ノズルを用いて、該被加工物面上の任意の位置に、任意の成分の層を形成することを特徴とする被加工物の処理方法。
続きを表示(約 640 文字)
【請求項2】
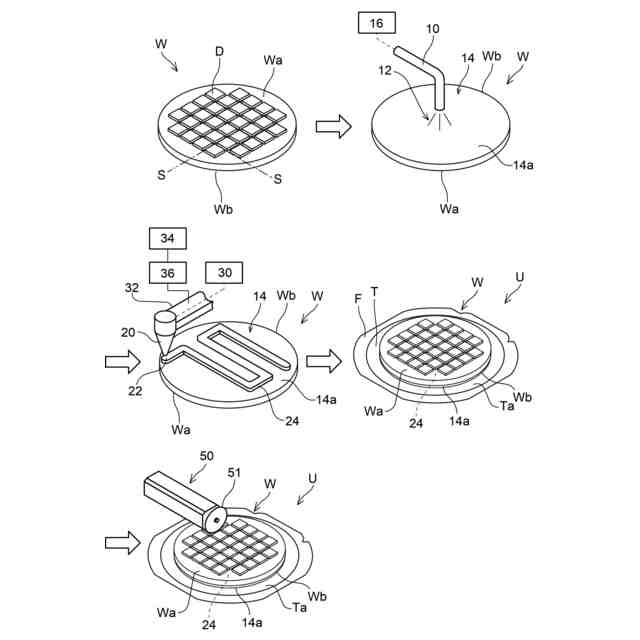
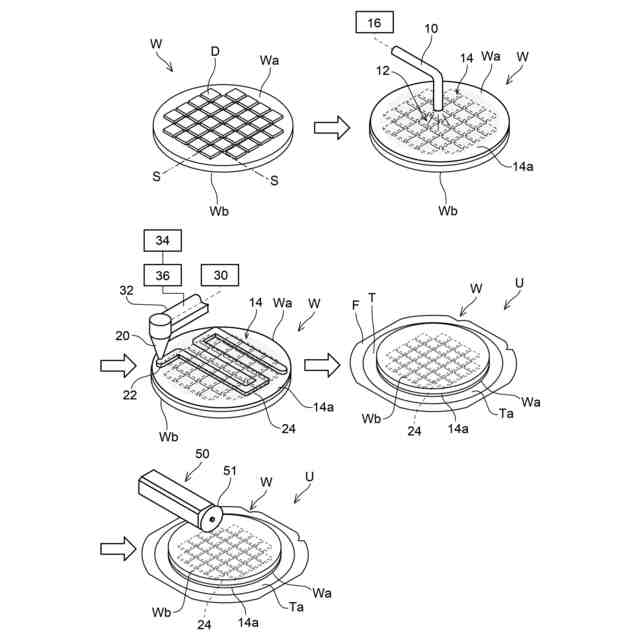
被加工物の裏面に粘着層を形成する粘着層形成ステップと、
請求項1に記載の被加工物の処理方法を用いて該粘着層に砥粒層を積層する砥粒積層ステップと、
該砥粒層が積層された面を粘着テープに貼り付ける貼り付けステップと、
切削ブレードを該被加工物の表面側から該砥粒層に至るまで切り込ませつつ該被加工物を切削することで該被加工物を分割する分割ステップと、
を備えることを特徴とする被加工物の切削方法。
【請求項3】
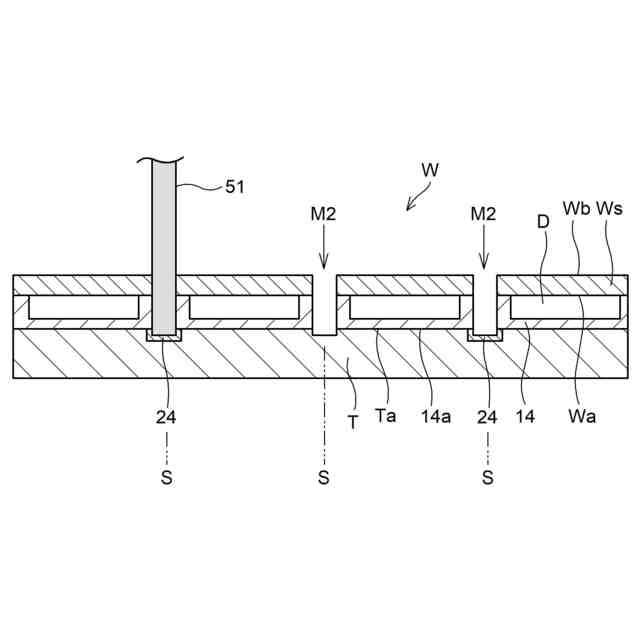
被加工物の表面に粘着層を形成する粘着層形成ステップと、
請求項1に記載の被加工物の処理方法を用いて該粘着層に砥粒層を積層する砥粒積層ステップと、
該砥粒層が積層された面を粘着テープに貼り付ける貼り付けステップと、
切削ブレードを該被加工物の裏面側から該砥粒層に至るまで切り込ませつつ該被加工物を切削することで該被加工物を分割する分割ステップと、
を備える、ことを特徴とする被加工物の切削方法。
【請求項4】
切削ブレードは、砥粒を結合材で固定してなるものであり、
該砥粒積層ステップにおいて、
該砥粒層を形成するための砥粒剤は、
少なくとも、該切削ブレードに含まれる砥粒の大きさ、結合材の種類、該被加工物の種類のいずれか一つに基づいて選定される、
ことを特徴とする請求項1乃至請求項3のいずれか一項に記載の被加工物の切削方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数のデバイスが分割予定ラインによって区画されたウェーハ等の被加工物の処理方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、半導体ウェーハの製造分野において、ウェーハ表面に形成されたデバイスを破損や汚染から守る目的や、デラミネーションと呼ばれる膜剥離を防ぐことを目的として、ウェーハ面上に樹脂膜を形成することが知られている。
【0003】
また、切削ブレードを用いたウェーハ‐の切削加工の技術に関し、例えば、特許文献1に示すように、ドレッサーボード等を用いて適宜切削ブレードの目立てを行う、所謂ドレッシングが知られている。具体的には、切削ブレードを用いたウェーハのダイシングでは、回転する切削ブレードによって分割予定ラインに沿って切削加工を行い、個々のデバイスに分割される。切削ブレードによってウェーハを切削し続けると、砥粒の目こぼれ、目詰まり、目つぶれ等によって切削ブレードの切削性能は低下する。この低下した切削性能を回復するために、ドレッサーボードに切削ブレードを切り込ませることにより目立てを行うものである。
【0004】
関連して、例えば、特許文献2では、被加工物を保持する保持手段の傍にドレスボードを保持するドレスボード保持手段を設ける方法が開示されている。また、例えば、特許文献2では、被加工物を保持するための粘着テープに砥粒を混入し、切削ブレードのドレッシング機能を付与した粘着テープを用いる方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2006-218571
特開平07-283171
特開平08-088202
【発明の概要】
【発明が解決しようとする課題】
【0006】
ウェーハ面上に一様に樹脂膜を形成する従来の方法では、ウェーハの必要な箇所に応じて種類等が異なる膜を形成することができず、また、不必要な箇所にまで膜を形成せざるを得ないものであった。
【0007】
他方、ドレッシングに関し、特許文献3に記載のように砥粒入りテープを用いる方法では、被加工物を切削している間は常にドレッシングが行われるため、切削ブレードの目立てが過剰に行われてしまうことになり、加工品質の悪化や、切削ブレードの摩耗量の増加などに繋がってしまう。
【0008】
更に、特許文献3に記載のように砥粒入りテープを用いる方法では、使用する切削ブレードや被加工物の種類によって、砥粒の種類や量、粘着テープの種類を適宜選択する必要があり、その組み合わせ毎に砥粒入りテープを用意しなければならない。
【0009】
以上の問題に鑑み、本発明はウェーハ面上の必要箇所に、必要な量だけ、必要な種類の層膜を形成し、ウェーハ毎に最適な表面処理を可能とする技術を提供するものである。
【課題を解決するための手段】
【0010】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段を説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
テープ収容箱
今日
株式会社ディスコ
向き調整方法
今日
株式会社ディスコ
ブレーキング方法
6日前
株式会社ディスコ
被加工物の処理方法
今日
株式会社ディスコ
ウエーハの製造方法
1日前
株式会社ディスコ
ウエーハの加工方法
1日前
株式会社ディスコ
無人搬送車及びその駆動方法
今日
株式会社ディスコ
研削装置及び被加工物の研削方法
今日
株式会社ディスコ
刃先状態検査方法及び検査用ウエーハ
今日
株式会社ディスコ
研磨液の製造装置及び研磨液の製造方法
今日
株式会社ディスコ
光学素子の検査方法、検査装置及びレーザー加工装置
今日
個人
トイレ用照明スイッチ
21日前
ローム株式会社
保持具
7日前
CKD株式会社
巻回装置
20日前
CKD株式会社
巻回装置
20日前
個人
積層型電解質二次電池
13日前
イリソ電子工業株式会社
電子部品
24日前
太陽誘電株式会社
コイル部品
28日前
株式会社GSユアサ
蓄電設備
今日
オムロン株式会社
電磁継電器
28日前
オムロン株式会社
電磁継電器
28日前
オムロン株式会社
電磁継電器
28日前
太陽誘電株式会社
コイル部品
28日前
東レ株式会社
有機粒子およびフィルム
今日
日本特殊陶業株式会社
保持部材
20日前
三菱電機株式会社
同軸フィルタ
10日前
協立電機株式会社
着磁器
6日前
国立大学法人信州大学
トランス
28日前
ローム株式会社
半導体装置
21日前
ローム株式会社
半導体装置
6日前
ローム株式会社
半導体装置
6日前
ナカムラマジック株式会社
放熱器
15日前
トヨタ自動車株式会社
電極積層装置
今日
トヨタバッテリー株式会社
二次電池
20日前
富士通株式会社
アンテナ装置
今日
日新イオン機器株式会社
気化器、イオン源
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ