TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025028329
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2024224772,2020134042
出願日
2024-12-20,2020-08-06
発明の名称
シート状ヒートパイプの製造方法及びシート状ヒートパイプ
出願人
東芝ホームテクノ株式会社
代理人
弁理士法人牛木国際特許事務所
主分類
F28D
15/04 20060101AFI20250220BHJP(熱交換一般)
要約
【課題】十分な熱拡散性能を有し、且つ製造方法を簡素化したリーズナブルなシート状ヒートパイプの製造方法を提供する。
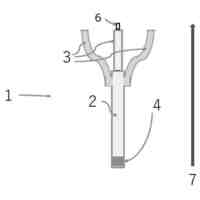
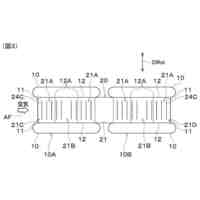
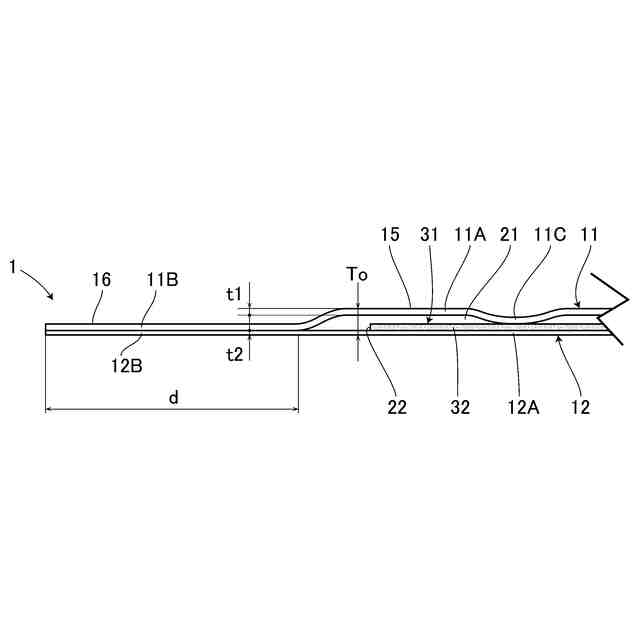
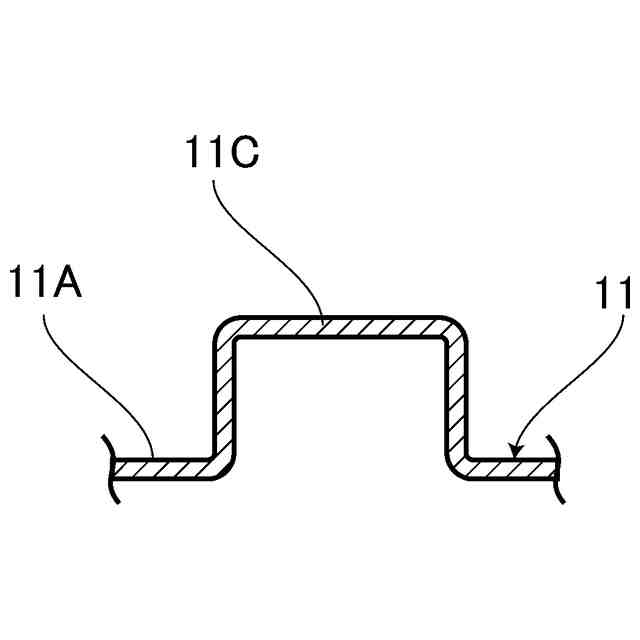
【解決手段】本発明は、材質がステンレス若しくはそれを主成分とする合金金属である第1シート体11及び第2シート体12をプレス加工により成形し、この成形品を含む2枚以上の第1シート体11及び第2シート体12を積み重ねて接合することにより、作動流体が封入される中空の容器15を有するシート状ヒートパイプ1であって、容器15の内部に銅、ステンレス、若しくはチタンのいずれかの金属を含んでなる平板状のウィック31が設けられ、第1シート体11及び第2シート体12の少なくとも一方に、プレス絞り加工により第1シート体11の表面部側を凹ませて形成した柱11Cを有し、柱11Cでウィック31を押さえる。
【選択図】図1
特許請求の範囲
【請求項1】
材質がステンレス若しくはそれを主成分とする合金金属である金属箔をプレス加工により成形し、この成形品を含む2枚以上の前記金属箔を積み重ねて接合することにより、作動流体が封入される中空の容器を有するシート状ヒートパイプであって、
前記容器の内部に銅、ステンレス、若しくはチタンのいずれかの金属を含んでなる平板状のウィックが設けられ、
前記金属箔の少なくとも一方に、プレス絞り加工により前記金属箔の表面部側を凹ませて形成した柱を有し、前記柱で前記ウィックを押さえることを特徴とするシート状ヒートパイプ。
続きを表示(約 610 文字)
【請求項2】
前記容器は、外周部分であるフランジ部から厚みが連続的に増加して形成され、いずれか一方の前記金属箔を凹ませて前記ウィックを収納するためのウィック収納部と前記作動流体が流通する蒸気通路が形成され、総厚みが、前記2枚以上の金属箔の肉厚と、前記ウィック収納部と前記蒸気通路の凹み量であることを特徴とする請求項1に記載のシート状ヒートパイプ。
【請求項3】
前記柱が形成されていない前記金属箔には、受熱部と放熱部が形成され、
前記受熱部の前記容器の厚さと前記放熱部の前記容器の厚さが異なることを特徴する請求項1に記載のシート状ヒートパイプ。
【請求項4】
ノズルの開口部を塞いだ封止部が複数設けられていることを特徴とする請求項1に記載のシート状ヒートパイプ。
【請求項5】
材質がステンレス若しくはそれを主成分とする合金金属である金属箔をプレス加工により成形し、この成形品を含む2枚以上の前記金属箔を積み重ねて接合することにより、作動流体が封入される中空の容器を形成し、
前記容器の内部に銅、ステンレス、若しくはチタンのいずれかの金属を含んでなる平板状のウィックを設け、
前記金属箔の少なくとも一方に、プレス絞り加工により前記金属箔の表面部側を凹ませて柱を形成し、前記柱で前記ウィックを押さえることを特徴とするシート状ヒートパイプの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スマートフォンやタブレット端末などの携帯機器に搭載可能であり、小型でありながら十分な熱輸送量が得られるシート状ヒートパイプの製造方法及びシート状ヒートパイプに関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、スマートフォンやタブレット端末などの携帯機器に搭載されるCPUの発熱を拡散させるために、例えば特許文献1~4に示すような、シート状ヒートパイプを組み込んだ放熱構造が提案されている。こうしたシート状ヒートパイプは、2枚以上の金属箔からなるシート体を重ね合わせて接合することにより、水などの液相の作動流体を収容する密閉した容器が形成されており、容器の内部に設けたウィックによる毛細管力を利用して、シート状ヒートパイプの受熱部と放熱部との間で作動流体を還流させ、受熱部に熱接続するCPUからの熱を放熱部に輸送して、携帯機器の外部に放散させる、というものである。そして、薄型化が進む携帯機器の内部にシート状ヒートパイプを無理なく搭載するには、シート状ヒートパイプも熱拡散性能を損なわずに薄型化を図ることが望まれていた。
【先行技術文献】
【特許文献】
【0003】
特開2016-050682号公報
特開2016-017702号公報
特開2018-204841号公報
特開2018-189320号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来のシート状ヒートパイプでは、作動液が封入される容器内部の空間を形成するために、シート状の金属箔に対してエッチング加工を行なっており、部品加工に技術を要しコスト上昇を招いていた。また、シート状ヒートパイプとして十分な熱拡散性能をるためには、容器内部の空間容積をある程度確保する必要があり、こうした十分な熱拡
散性能を保持しつつも、製造方法を簡素化させることが困難であった。
【0005】
そこで、本発明は上記の課題を解決して、十分な熱拡散性能を有し、且つ製造方法を簡素化したリーズナブルなシート状ヒートパイプの製造方法及びシート状ヒートパイプを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るシート状ヒートパイプは、材質がステンレス若しくはそれを主成分とする合金金属である金属箔をプレス加工により成形し、この成形品を含む2枚以上の前記金属箔を積み重ねて、フランジ部を接合することにより、作動流体が封入される中空の容器を有するシート状ヒートパイプであって、前記容器の内部に銅、ステンレス、若しくはチタンのいずれかの金属を含んでなる平板状のウィックが設けられ、前記金属箔の少なくとも一方に、プレス絞り加工により前記金属箔の表面部側を凹ませて形成した柱を有し、前記柱で前記ウィックを押さえることを特徴とする。また、本発明に係るシート状ヒートパイプの製造方法は、材質がステンレス若しくはそれを主成分とする合金金属である金属箔をプレス加工により成形し、この成形品を含む2枚以上の前記金属箔を積み重ねて、フランジ部を接合することにより、作動流体が封入される中空の容器を形成し、前記容器の内部に銅、ステンレス、若しくはチタンのいずれかの金属を含んでなる平板状のウィックを設け、前記金属箔の少なくとも一方に、プレス絞り加工により前記金属箔の表面部側を凹ませて柱を形成し、前記柱で前記ウィックを押さえることを特徴とする。
【発明の効果】
【0007】
本発明によれば、十分な熱拡散性能を有し、且つ製造方法を簡素化したリーズナブルなエッチングレスのシート状ヒートパイプを提供できる。
【図面の簡単な説明】
【0008】
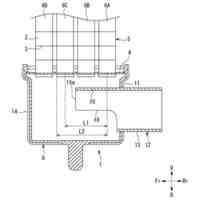
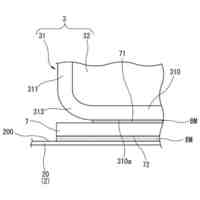
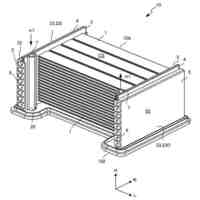
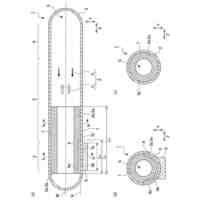
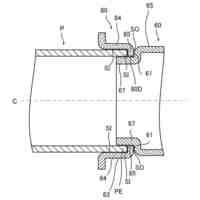
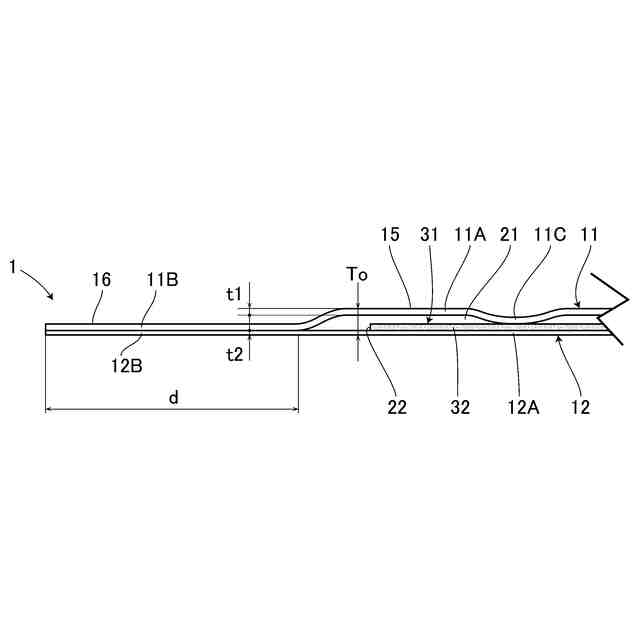
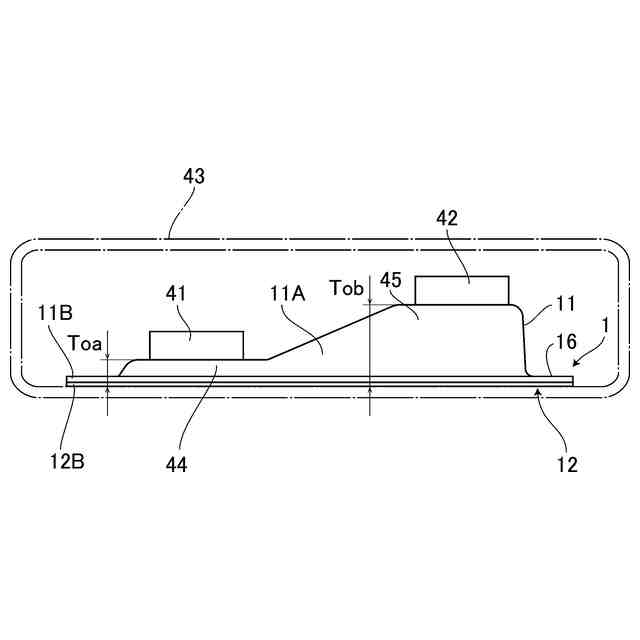
本発明の第1実施形態におけるシート状ヒートパイプの要部縦断面図である。
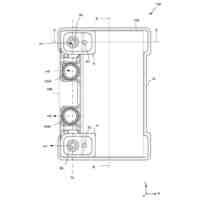
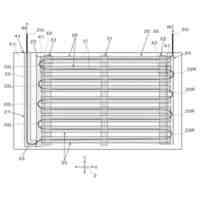
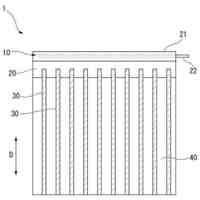
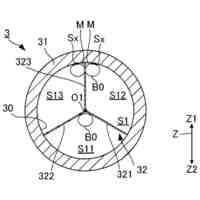
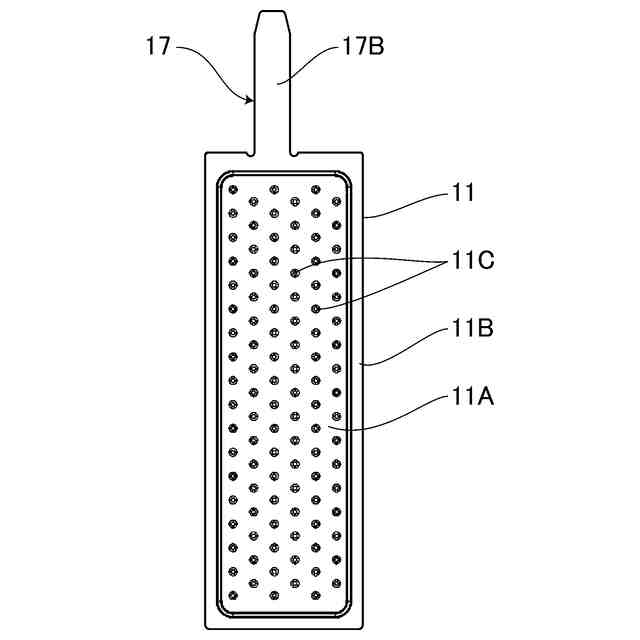
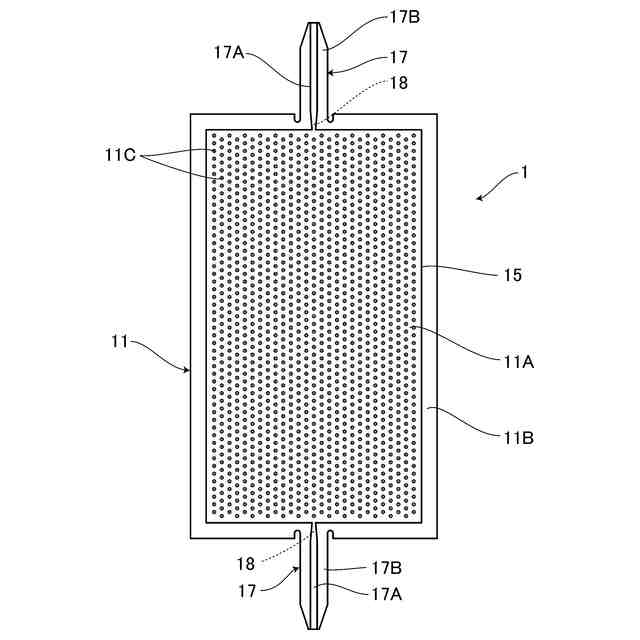
同、接合前の第1シート体の平面図である。
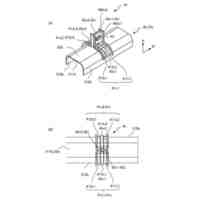
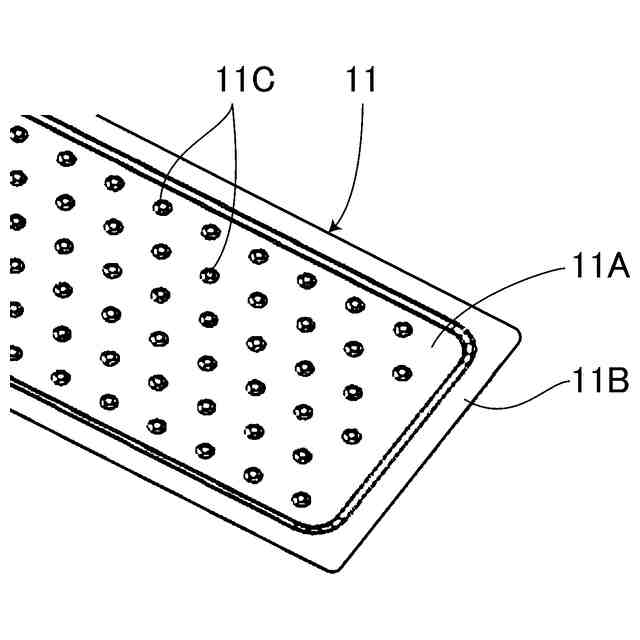
同、図2の要部拡大斜視図である。
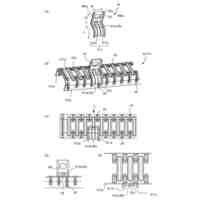
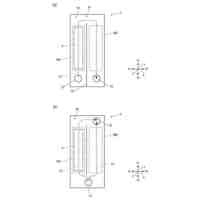
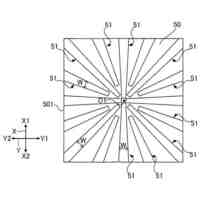
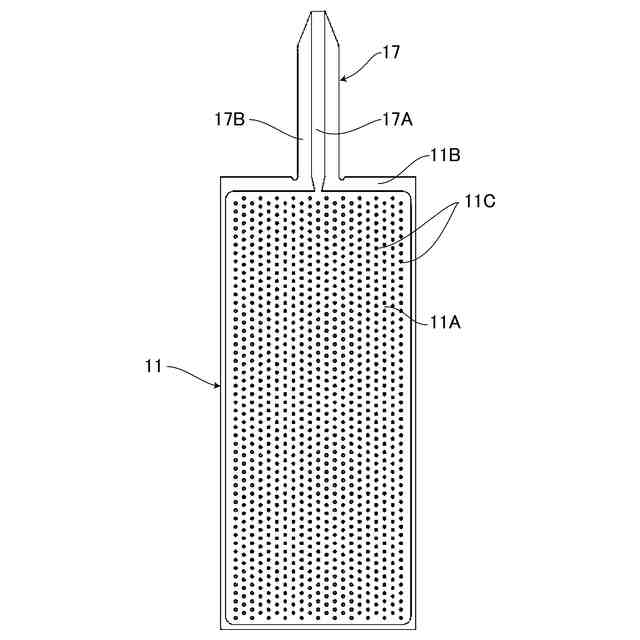
同、別な形状のシート状ヒートパイプにおいて、接合前の第1シート体の平面図である。
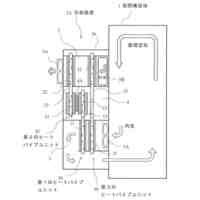
同、別な形状のシート状ヒートパイプにおいて、容器に放熱部品と発熱部品を熱接続したシート状ヒートパイプの正面図である。
同、別な形状のシート状ヒートパイプにおいて、ノズル先端部を切り離す前のシート状ヒートパイプの平面図である。
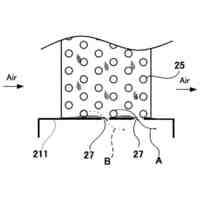
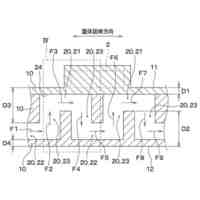
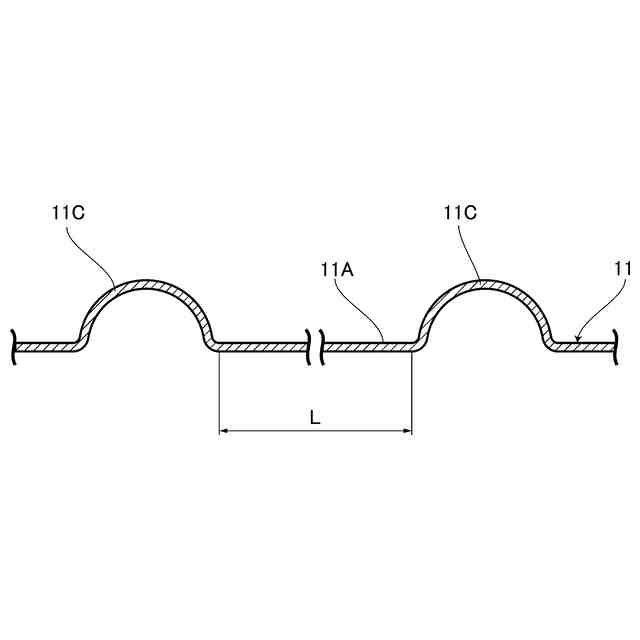
同、隣り合う2つの柱の縦断面図である。
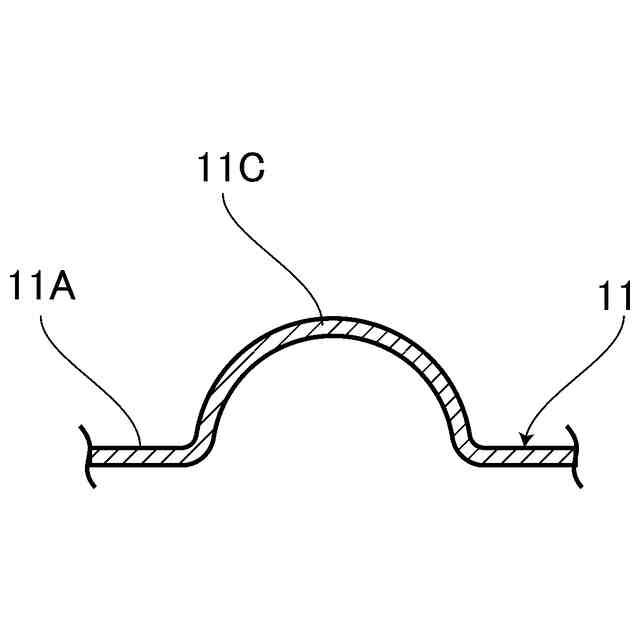
同、一例となる柱の縦断面図である。
同、別な例となる柱の縦断面図である。
同、さらに別な例となる柱の縦断面図である。
同、プレス加工された1枚の成形品と、プレス加工されていない1枚の非成形品とを積み重ねたシート状ヒートパイプの要部縦断面図である。
同、プレス加工された2枚の成形品を積み重ねたシート状ヒートパイプの要部縦断面図である。
同、放熱部側に柱を配置したシート状ヒートパイプの要部縦断面図である。
同、受熱部側に柱を配置したシート状ヒートパイプの要部縦断面図である。
同、放熱部側と受熱部側の両方に柱を配置したシート状ヒートパイプの要部縦断面図である。
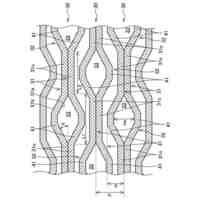
同、メッシュによるウィックの部分拡大図である。
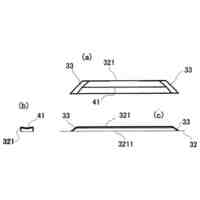
同、金属箔によるウィックの平面図である。
同、金属箔によるウィックの右側面図である。
同、金属箔によるウィックの底面図である。
同、図17のX-X線断面図である。
同、金属線を焼結した後の不織布によるウィックを示す写真である。
同、図21に示す不織布の(A)ウェブ繊維側と(B)直線繊維側の各表面を部分的に拡大した写真である。
同、図2及び図3で示した第1シート体の写真である。
同、図23の第1シート体を利用して完成したシート状ヒートパイプについて、実験結果となる各部の温度分布を示す図である。
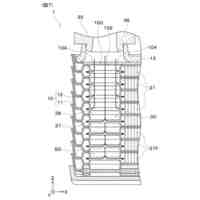
同、本発明の第2実施形態におけるシート状ヒートパイプの要部縦断面図である。
同、ウィック収納部に複数枚重ねて収納したウィックの写真である。
【発明を実施するための形態】
【0009】
以下、本発明の好ましい幾つかの実施形態について、スマートフォンやタブレット端末などの携帯機器に搭載されるシート状ヒートパイプ(以下、「SHP」という)を例にして説明する。各実施形態の説明で、共通する箇所には共通する符号を付し、共通する部分の説明は重複を避けるため極力省略する。
【0010】
図1~図4は、本発明の第1実施形態におけるSHP1の外観構成を示している。これらの各図において、SHP1は、2枚の金属箔である第1シート体11と第2シート体12を重ね合わせて接合した容器15により構成される。SHP1の外郭をなすシート体11,12は、金属としてある程度の熱伝導性を有し、且つ完成したSHP1を図示しない携帯機器の筐体に組み込むまでに、SHP1が容易に変形せずに取扱いがしやすい硬さ(剛性)を有する材質の金属箔から、所望する形状に形成される。こうした要求に合う金属箔の材質は、例えばステンレス、チタン、銅、若しくはそれらを主成分とする合金金属の何れかとするのが好ましい。また、2枚以上の例えば3枚の金属箔を積み重ねて接合することにより、中空の容器15を構成してもよい。シート体11,12となるそれぞれの金属箔の厚さすなわち肉厚t1,t2は、何れも携帯機器の薄型化に対応して0.1mm未満とするのが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ホーコス株式会社
熱交換ユニット
2か月前
三恵技研工業株式会社
熱交換器
3日前
三恵技研工業株式会社
熱交換器
3日前
株式会社パイオラックス
熱交換器
2か月前
株式会社ティラド
ラジエータ
2か月前
日産自動車株式会社
熱交換器
1か月前
株式会社アイシン
水噴射冷却システム
2か月前
サンデン株式会社
熱交換器
2か月前
栗田工業株式会社
冷却塔システム
2か月前
日新電機株式会社
化学蓄熱反応器
3か月前
サンデン株式会社
熱交換器
2か月前
サンデン株式会社
熱交換器
2か月前
サンデン株式会社
熱交換器
5日前
サンデン株式会社
熱交換器
5日前
中部抵抗器株式会社
密閉構造体用冷却装置
3か月前
TPR株式会社
熱電発電機能付き熱交換器
25日前
古河電気工業株式会社
ヒートパイプ
2か月前
新晃工業株式会社
熱交換器の底板構造
13日前
新晃工業株式会社
コイルのフィン構造
2か月前
石川県公立大学法人
ヒートパイプ
28日前
日本スピンドル製造株式会社
冷却塔
2か月前
株式会社ミタカ
冷却パネル
13日前
マレリ株式会社
熱交換器
13日前
株式会社デンソー
熱交換器
2か月前
株式会社デンソー
熱交換器
14日前
株式会社デンソー
熱交換器
25日前
株式会社デンソー
熱交換器
25日前
新晃工業株式会社
熱交換器のコイルのフィン構造
2か月前
日本スピンドル製造株式会社
冷却塔及び熱交換システム
21日前
サンデン株式会社
接続部材および熱交換器
1か月前
三菱重工業株式会社
蓄熱装置
3か月前
富士電機株式会社
沸騰冷却装置
3か月前
株式会社前川製作所
流下液膜式蒸発器
1か月前
スズキ株式会社
蓄熱装置
2か月前
富士電機株式会社
沸騰冷却装置
3か月前
株式会社巴川コーポレーション
伝熱ユニット
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ