TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025025962
公報種別
公開特許公報(A)
公開日
2025-02-21
出願番号
2023131259
出願日
2023-08-10
発明の名称
分割コア製造装置、及びステータコア製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
H02K
15/027 20250101AFI20250214BHJP(電力の発電,変換,配電)
要約
【課題】ステータコアの製造コストを低減できること。
【解決手段】台形状の上底部に切り欠き穴を有する複数の分割コアを、上底部を内側にして円環状に配置した円環状部材を軸方向に積み重ねてステータコアを製造する。分割コア製造装置は、この分割コアを製造する。分割コア製造装置は、帯状鋼板を帯状鋼板の長手方向に移動させる移動手段と、帯状鋼板の長手方向に沿った一方の側辺と対向する他方の側辺とに交互に、移動手段によって長手方向の相互の位置をずらして、切り欠き穴を打ち抜く穴開け手段と、穴開け手段により側辺に切り欠き穴が打ち抜かれた帯状鋼板を、移動手段によって長手方向の位置をずらして、長手方向に対して垂直方向かつ斜めに切断することで、台形状の分割コアを夫々生成する切断手段と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
台形状の上底部に切り欠き穴を有する複数の分割コアを、該上底部を内側にして円環状に配置した円環状部材を軸方向に積み重ねてステータコアを製造するための、該分割コアを製造する分割コア製造装置であって、
帯状鋼板を該帯状鋼板の長手方向に移動させる移動手段と、
前記帯状鋼板の長手方向に沿った一方の側辺と対向する他方の側辺とに交互に、前記移動手段によって長手方向の相互の位置をずらして、前記切り欠き穴を打ち抜く穴開け手段と、
前記穴開け手段により前記側辺に切り欠き穴が打ち抜かれた前記帯状鋼板を、前記移動手段によって長手方向の位置をずらして、前記長手方向に対して垂直方向かつ斜めに切断することで、前記台形状の分割コアを夫々生成する切断手段と、
を備える、
分割コア製造装置。
続きを表示(約 630 文字)
【請求項2】
請求項1記載の分割コア製造装置であって、
前記移動手段による前記帯状鋼板の移動量、前記穴開け手段による切り欠き穴の形状、及び、前記切断手段が斜めに切断する際の該切断手段の傾斜角度、のうち少なくとも1つを調整することで、前記台形状の分割コアの形状を変化させる、
分割コア製造装置。
【請求項3】
帯状鋼板の長手方向に沿った一方の側辺と対向する他方の側辺とに交互に、前記長手方向の相互の位置をずらして、切り欠き穴を打ち抜くステップと、
前記側辺に切り欠き穴が打ち抜かれた前記帯状鋼板を、前記長手方向の位置をずらして、前記長手方向に対して垂直方向かつ斜めに切断することで、台形状の上底部に切り欠き穴を有する複数の分割コアを夫々製造するステップと、
前記分割コアを、該上底部を内側にして円環状に配置した円環状部材を軸方向に積み重ねてステータコアを製造するステップと、
を含む
ステータコア製造方法。
【請求項4】
請求項3記載のステータコア製造方法であって、
前記ステータコアは、筒状のリング部材内に挿入され固定される、
ステータコア製造方法。
【請求項5】
請求項4記載のステータコア製造方法であって、
前記リング部材内に挿入されたステータコアを、位置決め部材によって軸方向に抑え付けて位置決めする、
ステータコア製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、分割コアを製造するための分割コア製造装置、及びステータコア製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
鋼板上に、隣り合う分割コア片を、ヨーク部の径方向側面とティース部の径方向側面とがそれぞれ対向するように互い違いに配置することで、鋼板の無効領域が低減する技術が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2020-182272号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記技術では、例えば、多様な形状のステータコアを製造する場合、そのステータコア形状毎に、分割コアを打ち抜くための異なる金型等が必要となり、ステータコアの製造コストが増加する虞がある。
【0005】
本開示は、このような問題点を解決するためになされたものであり、ステータコアの製造コストを低減できる分割コア製造装置、及びステータコア製造方法を提供することを主たる目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するための本開示の一態様は、
台形状の上底部に切り欠き穴を有する複数の分割コアを、該上底部を内側にして円環状に配置した円環状部材を軸方向に積み重ねてステータコアを製造するための、該分割コアを製造する分割コア製造装置であって、
帯状鋼板を該帯状鋼板の長手方向に移動させる移動手段と、
前記帯状鋼板の長手方向に沿った一方の側辺と対向する他方の側辺とに交互に、前記移動手段によって長手方向の相互の位置をずらして、前記切り欠き穴を打ち抜く穴開け手段と、
前記穴開け手段により前記側辺に切り欠き穴が打ち抜かれた前記帯状鋼板を、前記移動手段によって長手方向の位置をずらして、前記長手方向に対して垂直方向かつ斜めに切断することで、前記台形状の分割コアを夫々生成する切断手段と、
を備える、
分割コア製造装置
である。
この一態様において、前記移動手段による前記帯状鋼板の移動量、前記穴開け手段による切り欠き穴の形状、及び、前記切断手段が斜めに切断する際の該切断手段の傾斜角度、のうち少なくとも1つを調整することで、前記台形状の分割コアの形状を変化させてもよい。
上記目的を達成するための本開示の一態様は、
帯状鋼板の長手方向に沿った一方の側辺と対向する他方の側辺とに交互に、前記長手方向の相互の位置をずらして、切り欠き穴を打ち抜くステップと、
前記側辺に切り欠き穴が打ち抜かれた前記帯状鋼板を、前記長手方向の位置をずらして、前記長手方向に対して垂直方向かつ斜めに切断することで、台形状の上底部に切り欠き穴を有する複数の分割コアを夫々製造するステップと、
前記分割コアを、該上底部を内側にして円環状に配置した円環状部材を軸方向に積み重ねてステータコアを製造するステップと、
を含む
ステータコア製造方法
である。
この一態様において、前記ステータコアは、筒状のリング部材内に挿入され固定されてもよい。
この一態様において、前記リング部材内に挿入されたステータコアを、位置決め部材によって軸方向に抑え付けて位置決めしてもよい。
【発明の効果】
【0007】
本開示によれば、ステータコアの製造コストを低減できる分割コア製造装置、及びステータコア製造方法を提供することができる。
【図面の簡単な説明】
【0008】
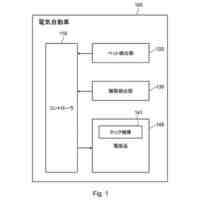
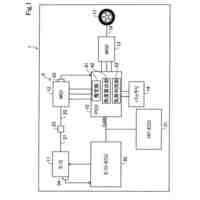
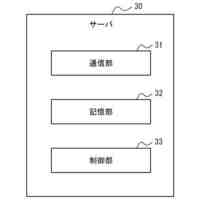
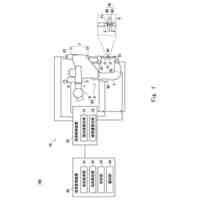
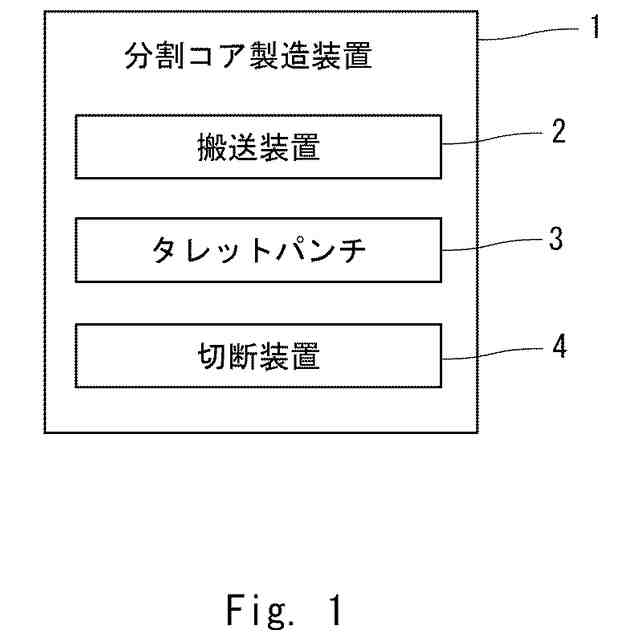
本実施形態に係る分割コア製造装置の概略的なシステム構成を示すブロック図である。
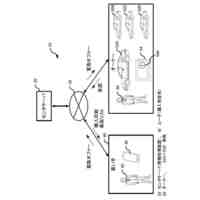
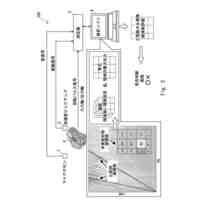
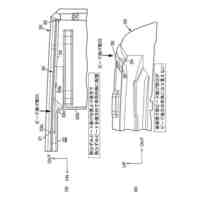
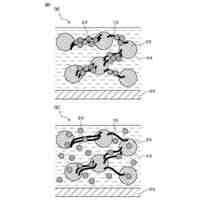
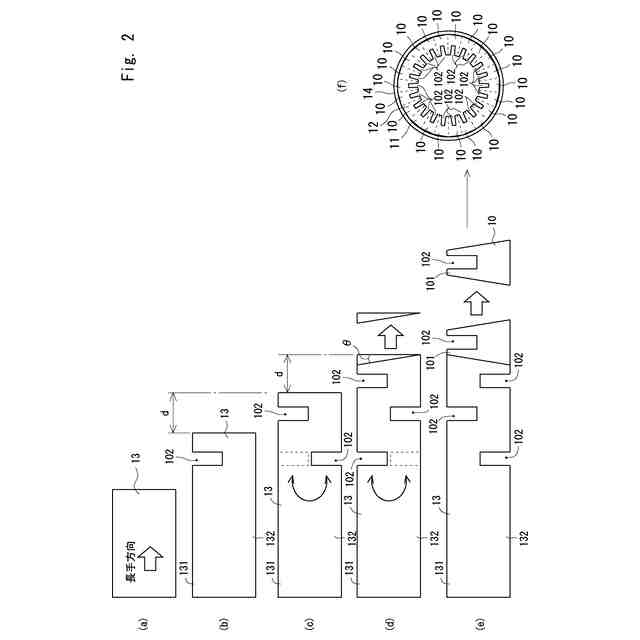
本実施形態に係るステータコア製造方法を説明するための図である。
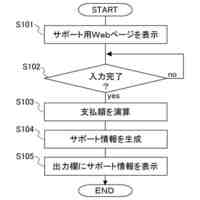
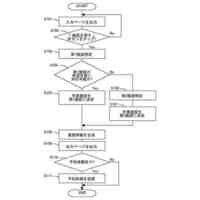
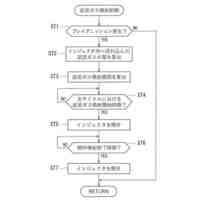
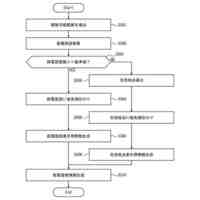
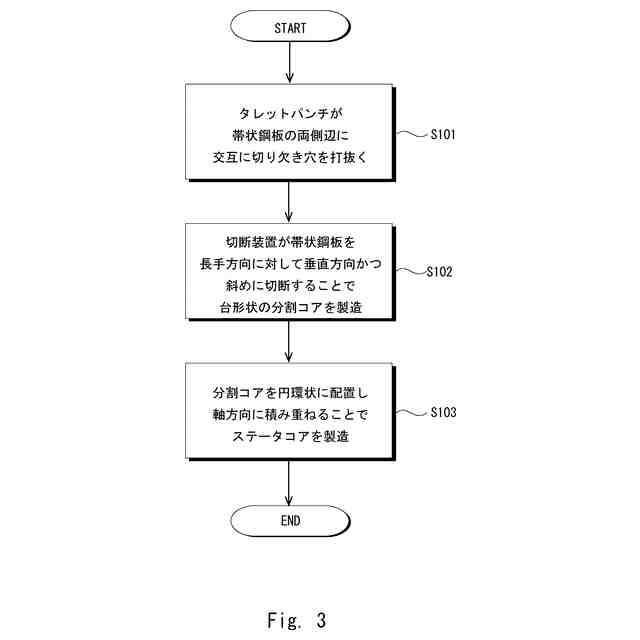
本実施形態に係るステータコア製造方法のフローを示すフローチャートである。
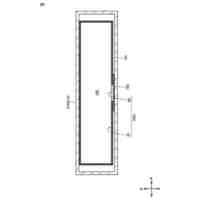
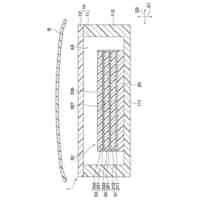
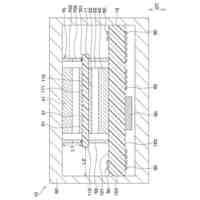
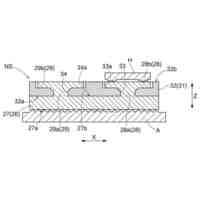
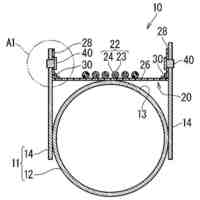
ステータコアがリング部材に固定された状態を示す図である。
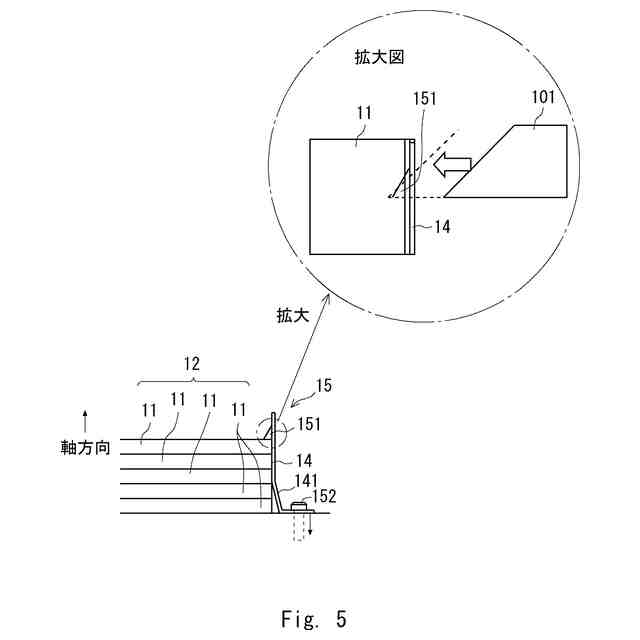
リング部材の内周面に形成された突出部を示す図である。
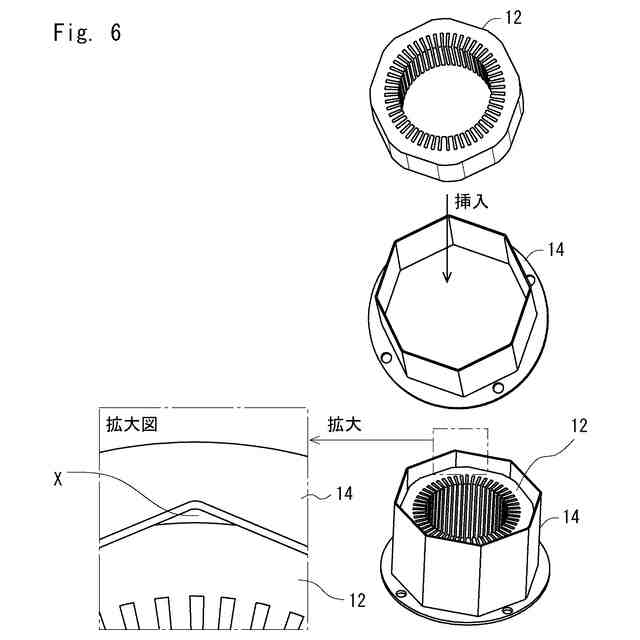
多角形状のステータコアを多角形状のリング部材内に挿入する一例を示す図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して本実施形態について説明する。図1は、本実施形態に係る分割コア製造装置の概略的なシステム構成を示すブロック図である。図2は、本実施形態に係るステータコア製造方法を説明するための図である。
【0010】
本実施形態に係る分割コア製造装置1は、台形状の分割コア10を製造するための装置である。台形状の上底部101には、切り欠き穴102が形成されている。分割コア製造装置1により製造された複数の分割コア10は、上底部101を内側にして円環状に配置されて、円環状部材11が生成される。生成された円環状部材11は、その軸方向に積み重ねられ、モーターのステータコア12が製造される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
方法
2日前
トヨタ自動車株式会社
方法
2日前
トヨタ自動車株式会社
蓄電セル
2日前
トヨタ自動車株式会社
レーダ装置
2日前
トヨタ自動車株式会社
電気自動車
2日前
トヨタ自動車株式会社
管理システム
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
情報処理装置
2日前
トヨタ自動車株式会社
車両の制御装置
2日前
トヨタ自動車株式会社
NVH解析装置
2日前
トヨタ自動車株式会社
電池モジュール
2日前
トヨタ自動車株式会社
車両挙動制御装置
2日前
トヨタ自動車株式会社
ルーフパネル構造
2日前
トヨタ自動車株式会社
内燃機関の燃料供給装置
2日前
トヨタ自動車株式会社
内燃機関の燃料噴射制御装置
2日前
トヨタ自動車株式会社
サーバ、方法及びプログラム
2日前
株式会社デンソー
トランス
2日前
株式会社デンソー
半導体装置
2日前
トヨタ自動車株式会社
制御装置、中継局及び制御方法
2日前
トヨタ自動車株式会社
制御装置、中継局及び制御方法
2日前
トヨタ自動車株式会社
パーキングロック機構の解除装置
2日前
トヨタ自動車株式会社
システム、方法、及びプログラム
2日前
トヨタ自動車株式会社
全固体電池および全固体電池の製造方法
2日前
トヨタ自動車株式会社
スポット溶接システム、及びスポット溶接方法
2日前
トヨタ自動車株式会社
分割コア製造装置、及びステータコア製造方法
2日前
トヨタ自動車株式会社
電極活物質層の製造方法、及び電池の製造方法
2日前
トヨタ自動車株式会社
サーバ装置、システム、及びシステムの動作方法
2日前
トヨタバッテリー株式会社
電池端子の製造方法
2日前
ダイハツ工業株式会社
直噴式内燃機関の制御装置
2日前
トヨタ自動車株式会社
車両用表示装置、表示方法及びプログラム
2日前
住友電装株式会社
扁平ワイヤーハーネスの取付構造及び締結部材付き扁平ワイヤーハーネス
2日前
株式会社東海理化電機製作所
制御装置、システム、およびプログラム
2日前
個人
モータ
2日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ