TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025018246
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023121790
出願日
2023-07-26
発明の名称
ファン、及びファンの製造方法
出願人
ダイハツ工業株式会社
代理人
個人
主分類
F04D
29/32 20060101AFI20250130BHJP(液体用容積形機械;液体または圧縮性流体用ポンプ)
要約
【課題】簡易な構成でアンバランス量を調整することができるファンを提供する。
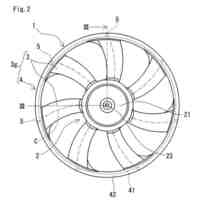
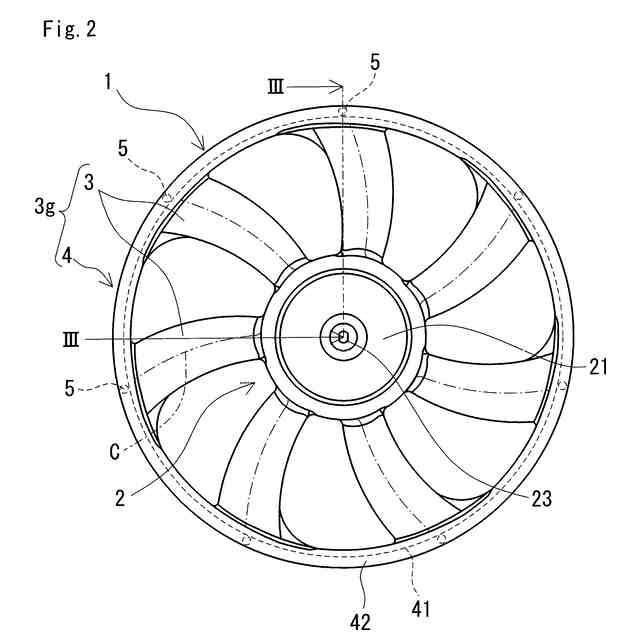
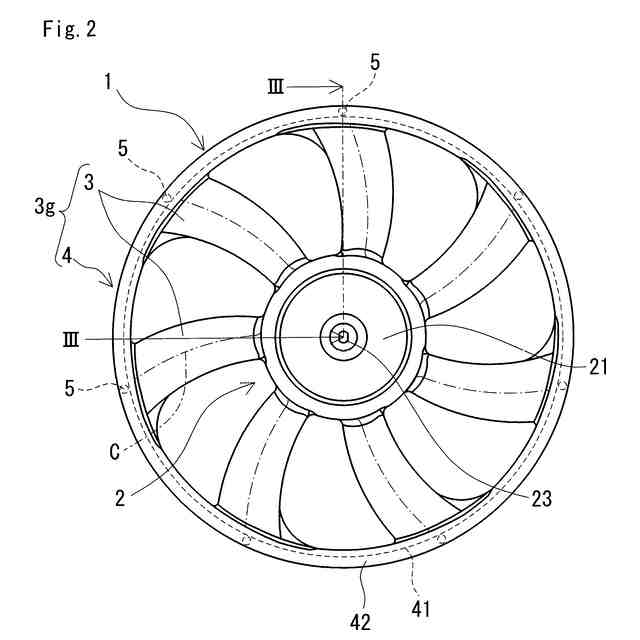
【解決手段】モータの回転軸が固定されるボス部と、前記ボス部から放射状に延びる複数の羽根からなる羽根群と、を備え、前記羽根群は、凹部または凸部を有し、前記凹部または前記凸部は、前記ボス部と同心円の周上に配置されており、前記凹部の表面または前記凸部の表面は、成形面を有する、ファン。
【選択図】図2
特許請求の範囲
【請求項1】
モータの回転軸が固定されるボス部と、
前記ボス部から放射状に延びる複数の羽根からなる羽根群と、を備え、
前記羽根群は、凹部または凸部を有し、
前記凹部または前記凸部は、前記ボス部と同心円の周上に配置されており、
前記凹部の表面または前記凸部の表面は、成形面を有する、
ファン。
続きを表示(約 610 文字)
【請求項2】
前記羽根群は、金型の分割線によって形成された合わせ筋を有し、
前記合わせ筋は、前記ボス部と同心円の周上に互いに間隔をあけて配置されており、
前記凹部または前記凸部は、隣り合う前記合わせ筋の間に位置する、請求項1に記載のファン。
【請求項3】
モータの回転軸が固定されるボス部と、前記ボス部から放射状に延びる複数の羽根からなる羽根群と、を備えるファンの製造方法であって、
第一金型と、前記第一金型に組み合わされる第二金型とを備える金型を用意する工程と、
前記第一金型と前記第二金型のいずれか一方に複数の補助型を取り付ける工程と、
前記第一金型と前記第二金型との間に形成されたキャビティに溶融した樹脂を注入して、前記ボス部と前記羽根群とを一体に成形する工程と、を備え、
前記複数の補助型はそれぞれ、前記キャビティにおける前記羽根群を成形する部分に配置され、
前記複数の補助型の少なくとも1つは、前記キャビティに接する面に凸部または凹部を有し、
前記凸部または前記凹部の各々は、前記複数の補助型を取り付けた状態で、前記ボス部と同心円の周上に配置され、
前記複数の補助型を取り付ける工程において、前記複数の補助型の少なくとも1つは、前記凸部の高さまたは前記凹部の深さの異なる補助型に取り替えられる、
ファンの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、バランス調整されたファン、及びファンの製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
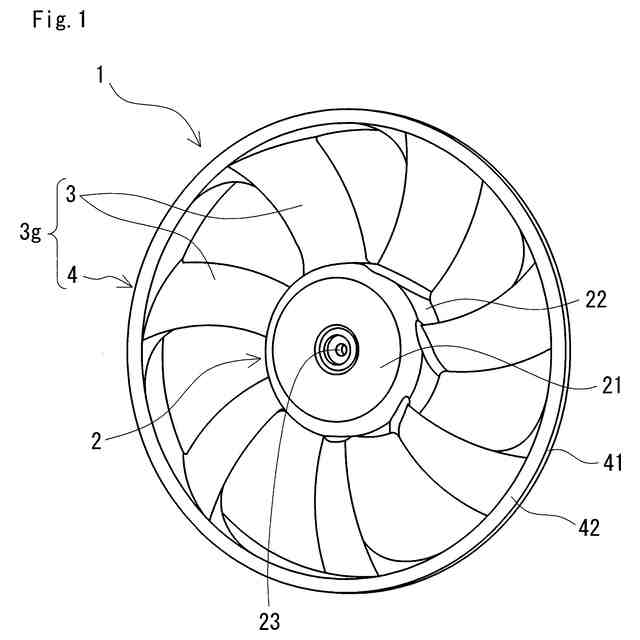
自動車のラジエータの冷却に用いられるファンとして、ボス部と複数の羽根とが樹脂で一体に成形されたファンが知られている。ボス部は、ファンの中心部に位置する。ボス部には、モータの回転軸が固定される。複数の羽根は、ボス部から放射状に延びている。モータによってファンが回転することで、風が発生する。
【0003】
同じ金型を用いて成形しても、室温及び湿度などの成形環境の条件、或いは材料のロットによっては、ファンの重心が回転中心からずれることがある。ファンの重心が回転中心からずれているとき、ファンにアンバランスが生じる。回転中心と重心とのずれが大きい、即ちアンバランス量が大きいと、ファンの回転中に振動が発生したり、騒音が発生したりする。そこで、ファンのアンバランス量が規定値以内に収まるようにバランス調整が行われている。
【0004】
ファンのバランス調整に関する技術が、特許文献1から特許文献3に開示されている。特許文献1の技術は、モータの回転軸が固定される取付金具を、アンバランス量に応じてボス部の中心から偏心した位置に設定することで、バランス調整を行う。特許文献2の技術は、アンバランス量に応じたウェイトをボス部の所定の位置に埋め込むことで、バランス調整を行う。特許文献3の技術は、複数の羽根の先端をつなぐリングに多数の突起部を設けておき、アンバランス量に応じて突起部を切断することで、バランス調整を行う。
【先行技術文献】
【特許文献】
【0005】
特開2001-145934号公報
特開平6-317293号公報
特開2003-113798号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載された取付金具の偏心によるバランス調整では、取付金具に許容される偏心量が小さい。修正することができるアンバランス量が小さいため、アンバランス量が大きい場合は対応できないことがある。ファンの寸法は取付金具の座面を基準に決定する。取付金具の偏心量を変更すると、取付金具の位置がずれるため、寸法精度が狂う。また、特許文献1の技術では、取付金具の偏心量を調整するための偏心機構が金型に設けられているが、この偏心機構が複数の部品を組み合わせたものであるため、取付金具の偏心量を変更したときにばらつきが生じやすい。金型に対する取付金具の座面の平行度が狂うおそれがある。
【0007】
特許文献2に記載されたウェイトによるバランス調整では、ウェイトを使用するため、部品点数が増える。また、特許文献2の技術は、ファンを成形するたびに、金型の所定の位置にウェイトを配置する必要があるため、生産性が低い。
【0008】
特許文献3に記載されたバランス調整方法は、ファンの重さを部分的に変えることによって、アンバランス量を修正するものである。特許文献3の技術は、予め複数の突起部をリングに成形しておく必要があるため、使用する樹脂の量が増える。また、ファンを成形するたびに、突起部を切断する工程が必要であるため、生産性が低い。さらに、リングに突起部がある場合、突起部が周辺部材と干渉するおそれがある。周辺部材とは、例えば、ファンを覆うカバーである。
【0009】
本発明の目的の一つは、簡易な構成でアンバランス量を調整することができるファンを提供することにある。本発明の別の目的は、アンバランス量の調整を容易に行うことができるファンの製造方法を提供することにある。
【課題を解決するための手段】
【0010】
(1)本発明の一態様に係るファンは、
モータの回転軸が固定されるボス部と、
前記ボス部から放射状に延びる複数の羽根からなる羽根群と、を備え、
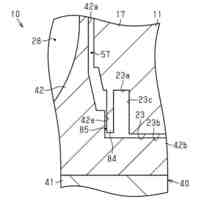
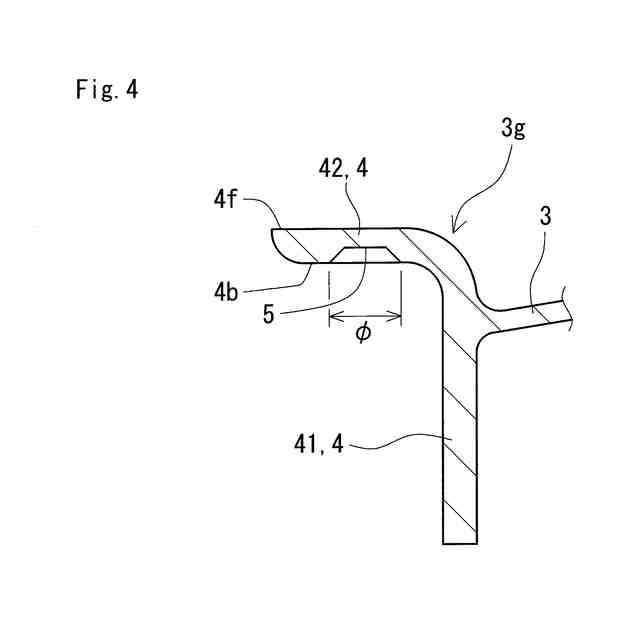
前記羽根群は、凹部または凸部を有し、
前記凹部または前記凸部は、前記ボス部と同心円の周上に配置されており、
前記凹部の表面または前記凸部の表面は、成形面を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイハツ工業株式会社
ファン、及びファンの製造方法
8日前
ダイハツ工業株式会社
エンジン制御装置、エンジン制御方法、及びエンジン制御プログラム
9日前
ダイハツ工業株式会社
車両用メータユニット
8日前
個人
扇子揺動システム
1か月前
株式会社遠藤照明
筒型送風機
9日前
日機装株式会社
ポンプ装置
2か月前
日機装株式会社
ポンプ装置
2か月前
個人
流体を送れるし送れないファン
7日前
株式会社デンソー
清掃装置
2か月前
株式会社酉島製作所
ポンプ
1か月前
株式会社酉島製作所
ポンプ
1か月前
ダイキン工業株式会社
遠心ファン
28日前
川崎重工業株式会社
ポンプシステム
3か月前
川崎重工業株式会社
ポンプシステム
3か月前
株式会社IHI
圧縮機
3か月前
デンカ株式会社
ポンプ
2か月前
株式会社不二越
油圧ユニット
2か月前
株式会社フクハラ
圧縮空気生成装置
2か月前
株式会社酉島製作所
冷却ファン
25日前
株式会社酉島製作所
立軸ポンプ
25日前
CKD株式会社
圧縮空気供給機
2か月前
株式会社島津製作所
真空ポンプ
1か月前
スリーアップ株式会社
検知装置
2か月前
株式会社フクハラ
自動ドレン排出装置
21日前
個人
ゼンマイによる回転体起動時電力節約装置
1か月前
株式会社豊田自動織機
遠心圧縮機
1か月前
株式会社酉島製作所
ポンプ吸液槽
8日前
株式会社豊田自動織機
遠心圧縮機
8日前
シャープ株式会社
送風装置
2か月前
シャープ株式会社
送風装置
3か月前
株式会社豊田自動織機
遠心圧縮機
3か月前
株式会社豊田自動織機
遠心圧縮機
25日前
株式会社不二越
液圧駆動システム
29日前
有光工業株式会社
ポンプ及び弁装置
15日前
有限会社トーコーテクノ
扇風機用冷却装置
3か月前
株式会社ミクニ
ベーンポンプ
15日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ