TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014103
公報種別
公開特許公報(A)
公開日
2025-01-29
出願番号
2023218583
出願日
2023-12-25
発明の名称
ビルドテーブルアセンブリ及び付加製造システム
出願人
ジーイー・アーヴィオ・ソチエタ・レスポンサビリタ・リミタータ
,
GE AVIO SRL
代理人
弁理士法人太陽国際特許事務所
主分類
B22F
12/30 20210101AFI20250122BHJP(鋳造;粉末冶金)
要約
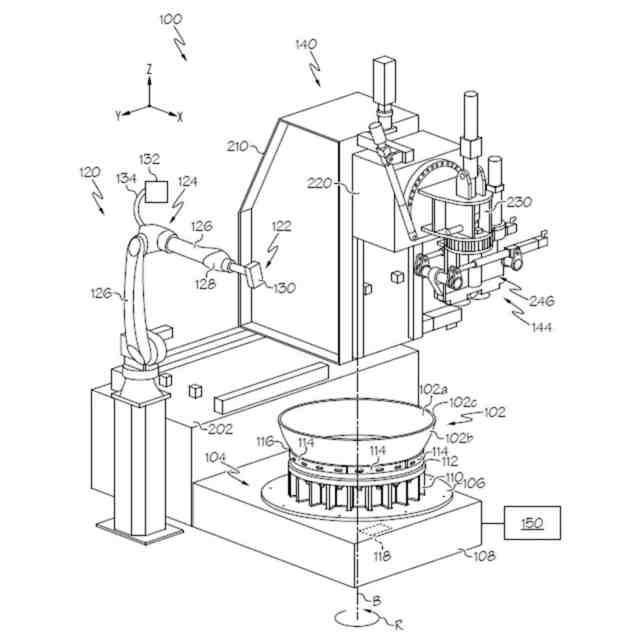
【解決手段】コンポーネント(102)を支持するビルドテーブルアセンブリ(104)であって、上面(302)を有する基部(202)と、前記基部(202)の前記上面(302)から延在し、上壁(310)を画定するフレーム(110)と、前記フレーム(110)の前記上壁(310)に形成されるリム(112)と、前記フレーム(110)の前記上壁(310)に対向する前記リム(112)に配置される複数の固定セグメント(114)と、を含み、複数の前記固定セグメント(114)は前記コンポーネント(102)がビルドされる弧状のビルド面(116)を画定し、複数の前記固定セグメント(114)は、相互に離間している。
【選択図】図1
特許請求の範囲
【請求項1】
コンポーネント(102)を支持するビルドテーブルアセンブリ(104)であって、
上面(302)を有する基部(202)と、
前記基部(202)の前記上面(302)から延在し、上壁(310)を画定するフレーム(110)と、
前記フレーム(110)の前記上壁(310)に形成されるリム(112)と、
前記フレーム(110)の前記上壁(310)に対向する前記リム(112)に配置される複数の固定セグメント(114)と、
を含み、
複数の前記固定セグメント(114)は前記コンポーネント(102)がビルドされる弧状のビルド面(116)を画定し、
複数の前記固定セグメント(114)は、相互に離間している、
ビルドテーブルアセンブリ(104)。
続きを表示(約 1,600 文字)
【請求項2】
複数の前記固定セグメント(114)の各固定セグメントは、
内面(324)と、
前記内面(324)の反対側の外面(326)と、
上面(328)と、
前記上面(328)の反対側の下面(330)と、
前記外面(326)及び前記下面(330)を通って延在する互いに離間した複数のキャビティ(332)と、
を含む、
請求項1に記載のビルドテーブルアセンブリ(104)。
【請求項3】
複数の前記固定セグメント(114)は、4つの固定セグメント(114)を含む、
請求項2に記載のビルドテーブルアセンブリ(104)。
【請求項4】
複数の上側ナット(340)であって、複数の前記上側ナット(340)の各上側ナット(340)は複数の前記キャビティ(332)の対応するキャビティ(332)内に受容される、上側ナット(340)と、
複数の前記固定セグメント(114)の各固定セグメント(114)を前記リム(112)に固定する複数の締結具(322)であって、複数の前記締結具(322)の各締結具(322)は対応する上側ナット(340)と係合して、複数の前記締結具(322)を対応するキャビティ(332)内に保持する、複数の締結具(322)と、
をさらに含む、請求項2または請求項3に記載のビルドテーブルアセンブリ(104)。
【請求項5】
各キャビティ(332)は、楕円形の形状を有する、請求項3または請求項4に記載のビルドテーブルアセンブリ(104)。
【請求項6】
複数の前記締結具(322)の各締結具(322)は前記フレーム(110)に形成された対応するチャネル(360)を通って延び、
前記チャネル(360)の直径は、前記締結具(322)の直径よりも大きく、前記フレーム(110)に対する複数の前記固定セグメント(114)の半径方向外向きの動きを可能にする、
請求項3~請求項5のいずれか1項に記載のビルドテーブルアセンブリ(104)。
【請求項7】
複数の凹部(312)が前記フレーム(110)の外面(326)に形成され、複数のフィン(314)を画定し、
複数の前記締結具(322)の各締結具(322)が、複数の前記凹部(312)の対応する凹部(312)内で終端する、
請求項6に記載のビルドテーブルアセンブリ(104)。
【請求項8】
前記コンポーネント(102)と複数の前記固定セグメント(114)との間の応力の比率は1.0未満であり、
JPEG
2025014103000016.jpg
16
123
によって定義され、
S_pは、前記コンポーネント(102)の接線部分に蓄積された応力を表し、
YS
fixture
は前記固定セグメント(114)の降伏応力を表し、
YS
fastener
は複数の前記締結具(322)の降伏応力を表し、
YS
upper_nut
は前記上側ナット(340)の降伏応力を表す、
請求項1~請求項7の何れか1項に記載のビルドテーブルアセンブリ(104)。
【請求項9】
前記コンポーネント(102)と複数の前記固定セグメント(114)との間の応力の比率は、0.2以上0.8以下である、
請求項8に記載のビルドテーブルアセンブリ(104)。
【請求項10】
前記コンポーネント(102)と複数の前記固定セグメント(114)との間の応力の比率は、0.3以上0.5以下である、
請求項8または請求項9に記載のビルドテーブルアセンブリ(104)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は一般に、DED(directed energy deposition)付加製造システム及び方法に関し、より詳細には、材料堆積中に部品にかかる応力を低減するためのDEDシステム及び方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
付加製造は、典型的には層上に材料層を堆積させ、所定の位置に連続する層を接合することによって、付加的な処理を介してデジタルモデルから直接的に3次元物体を製造するために使用される、一連の新たなテクノロジーである。DEDは新しいコンポーネントを製造するために、及び/または、現存するコンポーネントに追加の材料を追加する、または、現存するコンポーネントを修理するために利用される一種の付加製造処理である。DEDを用いて、堆積ノズルからの供給材料の方向付けられたストリームを用いて、コンポーネントを層ごとに製造することができる。DED装置はレーザまたは電子ビームなどの集束エネルギ源を使用して、供給材料を溶融し、同時に、溶融した材料を特定の表面上に堆積させ、このような溶融した材料は固化し、他の堆積した材料と融合し、コンポーネントを層ごとに形成する。
【発明の概要】
【課題を解決するための手段】
【0003】
本開示の一態様は、コンポーネント(102)を支持するビルドテーブルアセンブリ(104)であって、上面(302)を有する基部(202)と、前記基部(202)の前記上面(302)から延在し、上壁(310)を画定するフレーム(110)と、前記フレーム(110)の前記上壁(310)に形成されるリム(112)と、前記フレーム(110)の前記上壁(310)に対向する前記リム(112)に配置される複数の固定セグメント(114)と、を含み、複数の前記固定セグメント(114)は前記コンポーネント(102)がビルドされる弧状のビルド面(116)を画定し、複数の前記固定セグメント(114)は、相互に離間している。
【図面の簡単な説明】
【0004】
本明細書に示され、説明される1つ以上の実施形態による、付加製造システムの斜視図を概略的に示す。
本明細書に示され、説明される1つ以上の実施形態による、図1の付加製造システムのビルドテーブルアセンブリの斜視図を概略的に示す。
本明細書に示され、説明される1つまたは複数の実施形態による、図2のビルドテーブルアセンブリの固定セグメントの斜視図を概略的に描写する。
本明細書に示され、説明される1つ以上の実施形態による、図2のビルドテーブルアセンブリの部分断面図を概略的に描写する。
【発明を実施するための形態】
【0005】
図面に示される実施形態は本質的に例示的なものであり、特許請求の範囲によって定義される主題を限定することを意図するものではない。例示的な実施形態の以下の詳細な説明は、同様の構造が同様の参照番号で示されている以下の図面と併せて読むと理解することができる。
【0006】
ここで、本開示の現在の実施形態を詳細に参照し、その1つまたは複数の例を添付の図面に示す。詳細な説明では、図面中の特徴を参照するために、数字及び文字の表示を使用する。図面及び説明における同様または類似の表示は、本開示の同様または類似の部分を指すために使用されている。
【0007】
用語「結合された」、「固定された」、「取り付けられた」などは、本明細書で別段の指定がない限り、直接的な結合、固定、または取り付け、ならびに1つまたは複数の中間コンポーネントまたはフィーチャを介した間接的な結合、固定、または取り付けの両方を指す。
【0008】
本明細書において、「残留応力」とは、付加製造工程後に部品に残留する応力の大きさ及び向きを意味し、例えば、蒸着後の冷房に起因する熱応力と、圧縮力の印加に起因する機械的応力との組合せである。
【0009】
単数形「1つの」などは文脈が明らかに別段の指示をしない限り、複数の参照を含む。
【0010】
例えば、「A、B、及びCのうちの少なくとも1つ」の文脈における用語「のうちの少なくとも1つ」はAのみ、Bのみ、Cのみ、またはA、B、及びCの任意の組合せを指す。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
集電材
4か月前
株式会社松風
歯科用埋没材
3か月前
日本鋳造株式会社
鋳造方法
2か月前
個人
鋼の連続鋳造鋳片の切断装置
3か月前
UBEマシナリー株式会社
成形機
1か月前
マツダ株式会社
鋳造装置
2か月前
日本製鉄株式会社
棒状部材
3か月前
株式会社 寿原テクノス
金型装置
10日前
三菱電機株式会社
三次元造形装置
13日前
株式会社エスアールシー
インゴット
21日前
ノリタケ株式会社
ニッケル粉末
4か月前
芝浦機械株式会社
成形機
4か月前
個人
透かし模様付き金属板の製造方法
6日前
株式会社プロテリアル
ブロック継手の製造方法
4か月前
トヨタ自動車株式会社
金型温度調整装置
21日前
東洋機械金属株式会社
ダイカストマシン
10日前
東洋機械金属株式会社
ダイカストマシン
1か月前
株式会社クボタ
弁箱用の消失模型
1か月前
株式会社浅沼技研
半溶融金属の成形方法
22日前
トヨタ自動車株式会社
鋳造製品の製造方法
3か月前
新東工業株式会社
粉末除去装置
22日前
新東工業株式会社
測定装置
1か月前
旭化成株式会社
焼結体の製造方法
3か月前
トヨタ自動車株式会社
異種金属部材の接合方法
1か月前
株式会社昭工舎
焼結体の製造方法
3か月前
株式会社リコー
焼結体の製造方法
4か月前
キヤノン株式会社
樹脂微粒子の製造方法
1か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
1か月前
福田金属箔粉工業株式会社
粉末冶金用粉末
3か月前
山陽特殊製鋼株式会社
積層造形用金属粉末
4か月前
山陽特殊製鋼株式会社
取鍋
10日前
黒崎播磨株式会社
浸漬ノズル
14日前
株式会社荏原製作所
造形ノズル
3か月前
東京窯業株式会社
上ノズル上プレート一体物
13日前
株式会社荏原製作所
造形ノズル
13日前
株式会社アクセル技研
2室型低圧鋳造用溶湯保持炉
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































