TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025010810
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023113039
出願日
2023-07-10
発明の名称
被加工物の分割方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/301 20060101AFI20250116BHJP(基本的電気素子)
要約
【課題】加工前と加工後との検査にかかる工数及び検査コストを低減できる被加工物の分割方法を提供する事。
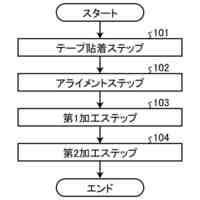
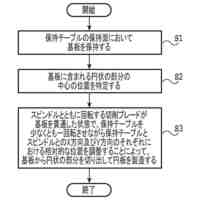
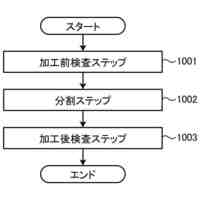
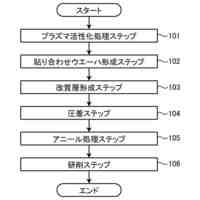
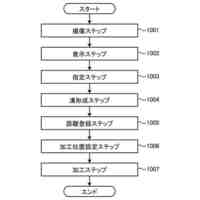
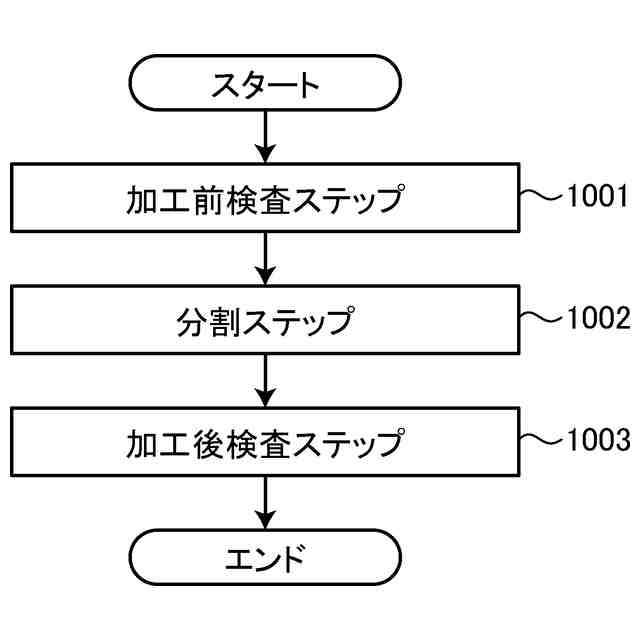
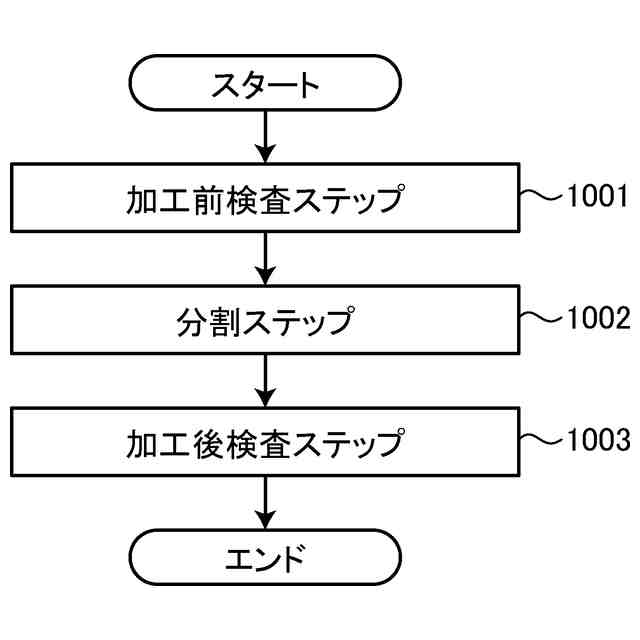
【解決手段】被加工物の分割方法は、検査装置の保持面に支持部材が固定された被加工物を保持し、支持部材側に配置される方の第1撮像ユニットまたは第2撮像ユニットで撮像し、支持部材と被加工物との間に混入した気泡または異物、支持部材の被加工物からのめくれ、支持部材のしわ、支持部材に付着した異物、の少なくともいずれかの有無を検査する加工前検査ステップ1001と、加工前検査ステップ1001で正常と判定された被加工物を分割する分割ステップ1002と、同じ検査装置の保持面に分割後の被加工物を保持し、第1撮像ユニット及び第2撮像ユニットのそれぞれによって撮像された被加工物の画像から被加工物の一方の面と他方の面とのチッピングの状態を検査する加工後検査ステップ1003と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
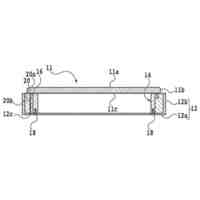
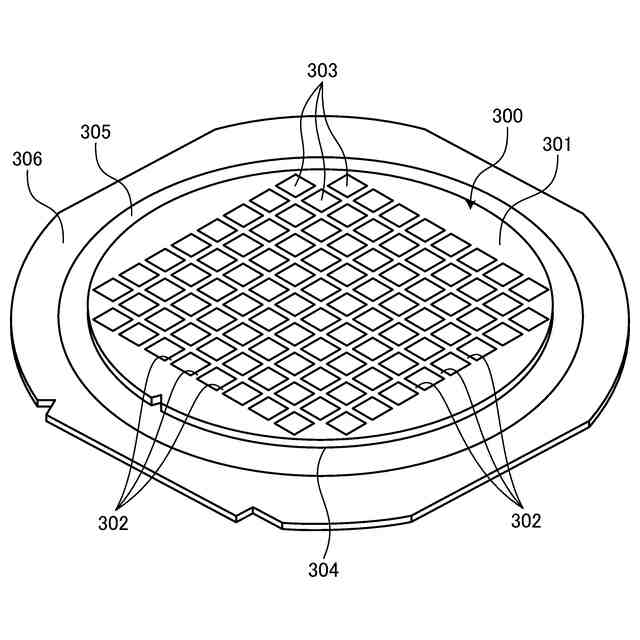
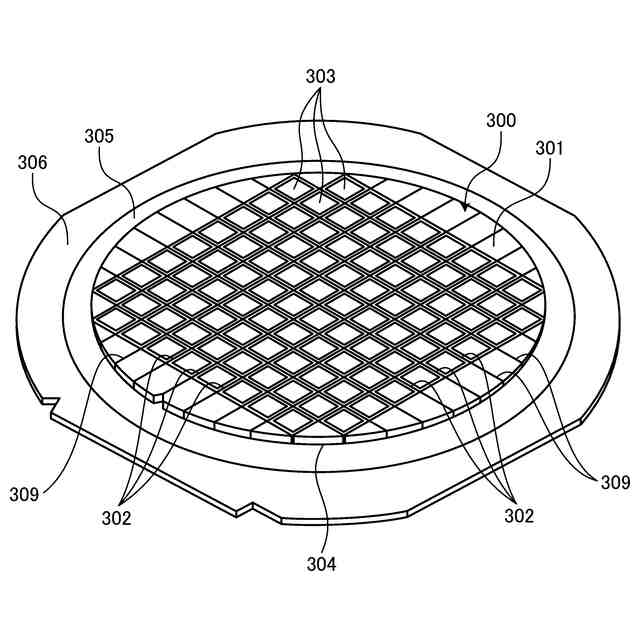
一方の面に支持部材が固定された被加工物を分割する被加工物の分割方法であって、
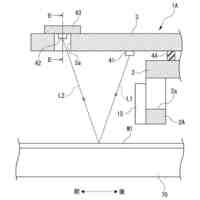
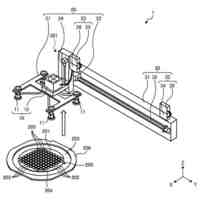
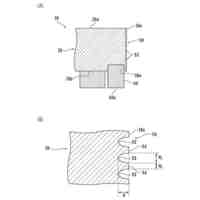
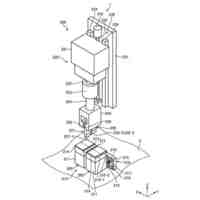
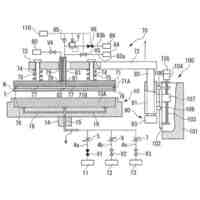
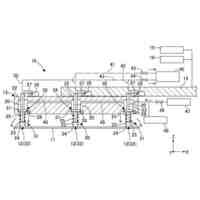
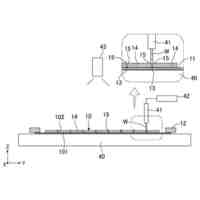
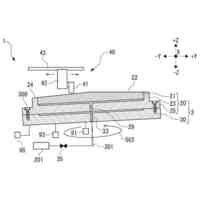
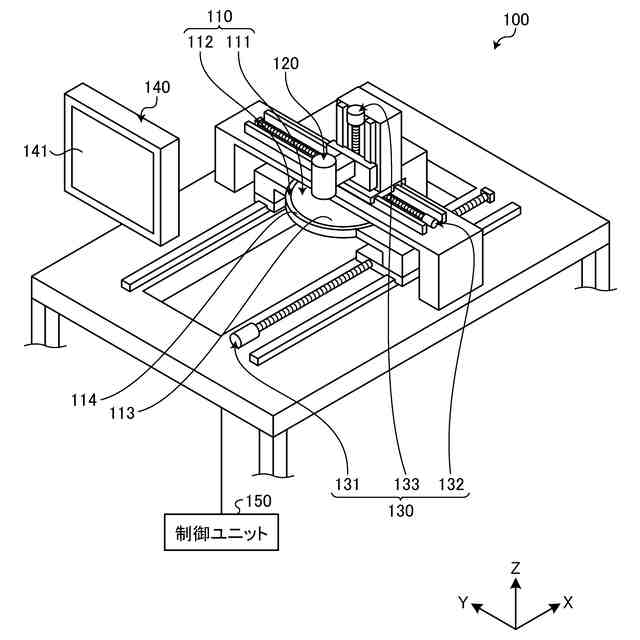
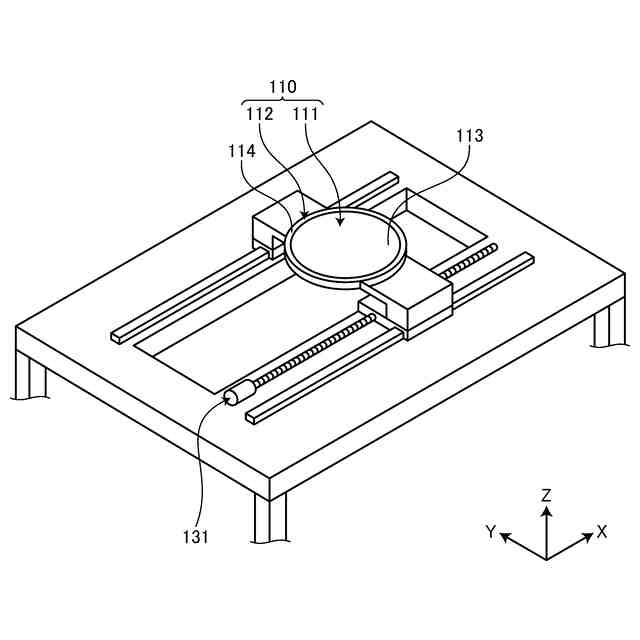
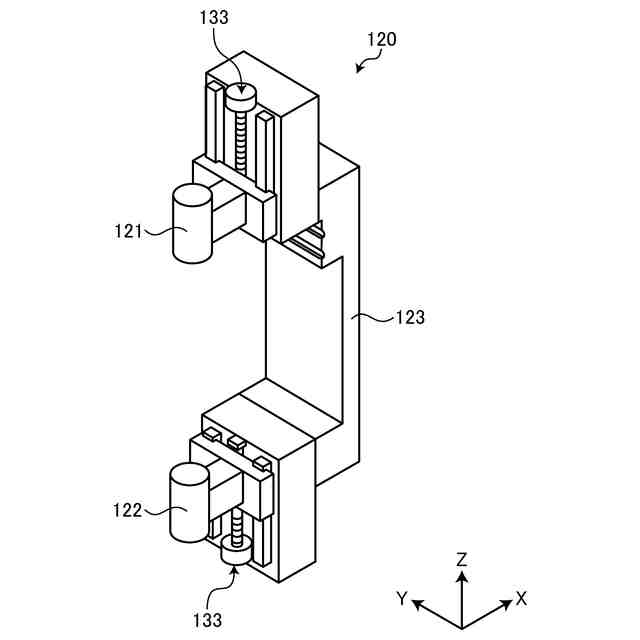
保持面の少なくとも一部が透明部材で形成された保持テーブルと、該保持面の上方に設置された第1撮像ユニットと、該保持面の下方に設置された第2撮像ユニットと、を有する検査装置の該保持面に被加工物のいずれかの面を保持した状態で、該第1撮像ユニットと、該第2撮像ユニットと、の該支持部材側に配置される方で該支持部材を撮像し、該支持部材と被加工物との間に混入した気泡または異物、該支持部材の被加工物からのめくれ、該支持部材のしわ、該支持部材に付着した異物、の少なくともいずれかの有無を検査する加工前検査ステップと、
該加工前検査ステップで正常と判定された被加工物を分割する分割ステップと、
該分割ステップの後に、該検査装置の該保持面に被加工物のいずれかの面を保持し、該第1撮像ユニットによって撮像された被加工物の画像と、該第2撮像ユニットによって該保持面を介して撮像された被加工物の画像から被加工物の一方の面と他方の面とのチッピングの状態を検査する加工後検査ステップと、
を備える被加工物の分割方法。
続きを表示(約 330 文字)
【請求項2】
該加工前検査ステップでは、該保持面に該支持部材の側を保持して、該保持面を介して該第2撮像ユニットによって、該支持部材を撮像する請求項1に記載の被加工物の分割方法。
【請求項3】
該加工前検査ステップは、該被加工物の側に配置された該第1撮像ユニットまたは該第2撮像ユニットによって、被加工物に付着した異物、被加工物に形成された欠け、の少なくともいずれかの有無を検査する請求項1または2に記載の被加工物の分割方法。
【請求項4】
該加工後検査ステップは、被加工物に付着した異物の有無と、該支持部材に付着した異物の有無と、の少なくともいずれかを検査する事を特徴とする請求項1または2に記載の被加工物の分割方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物の分割方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
被加工物の加工後に、加工品質を確認する検査装置が知られている(例えば、特許文献1参照)。一方、加工前には、被加工物の一方の面に固定された支持部材が正常に固定されているかを別の検査装置によって、またはオペレータが目視で、確認することが知られている。
【先行技術文献】
【特許文献】
【0003】
特開2021-032588号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
加工前と加工後とでそれぞれ別の検査装置を使用する場合、2つの検査装置にまたがる被加工物の搬入、搬出にかかる工数の増加に伴い、確認(検査)にかかる工数が増加してしまうとともに、装置コストの増加に伴い、検査コストも増加してしまうという問題があった。また、検査前に検査装置を使用せずにオペレータが目視で確認する場合でも、オペレータが目視で確認することにより、確認(検査)にかかる工数が増加してしまうとともに、人件費の増加に伴い、検査コストも増加してしまうという問題があった。
【0005】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、加工前と加工後との検査にかかる工数及び検査コストを低減できる被加工物の分割方法を提供する事である。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明の被加工物の分割方法は、一方の面に支持部材が固定された被加工物を分割する被加工物の分割方法であって、保持面の少なくとも一部が透明部材で形成された保持テーブルと、該保持面の上方に設置された第1撮像ユニットと、該保持面の下方に設置された第2撮像ユニットと、を有する検査装置の該保持面に被加工物のいずれかの面を保持した状態で、該第1撮像ユニットと、該第2撮像ユニットと、の該支持部材側に配置される方で該支持部材を撮像し、該支持部材と被加工物との間に混入した気泡または異物、該支持部材の被加工物からのめくれ、該支持部材のしわ、該支持部材に付着した異物、の少なくともいずれかの有無を検査する加工前検査ステップと、該加工前検査ステップで正常と判定された被加工物を分割する分割ステップと、該分割ステップの後に、該検査装置の該保持面に被加工物のいずれかの面を保持し、該第1撮像ユニットによって撮像された被加工物の画像と、該第2撮像ユニットによって該保持面を介して撮像された被加工物の画像から被加工物の一方の面と他方の面とのチッピングの状態を検査する加工後検査ステップと、を備えるものである。
【0007】
該加工前検査ステップでは、該保持面に該支持部材の側を保持して、該保持面を介して該第2撮像ユニットによって、該支持部材を撮像してもよい。
【0008】
該加工前検査ステップは、該被加工物の側に配置された該第1撮像ユニットまたは該第2撮像ユニットによって、被加工物に付着した異物、被加工物に形成された欠け、の少なくともいずれかの有無を検査してもよい。
【0009】
該加工後検査ステップは、被加工物に付着した異物の有無と、該支持部材に付着した異物の有無と、の少なくともいずれかを検査してもよい。
【発明の効果】
【0010】
本願発明は、加工前と加工後とで同じ検査装置を使用し、加工前には、支持部材と被加工物との間に混入した異物または気泡、支持部材のしわ、支持部材の被加工物からのめくれ、支持部材に付着した異物、の少なくともいずれかの有無を検査し、加工後には、被加工物の両面のチッピングの状態を検査するように設定したため、従来と比較して、加工前と加工後との検査にかかる工数及び検査コストを低減できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工具
20日前
株式会社ディスコ
搬送車
7日前
株式会社ディスコ
搬送車
18日前
株式会社ディスコ
搬送装置
10日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
加工工具
10日前
株式会社ディスコ
加熱機構
7日前
株式会社ディスコ
冷却機構
11日前
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
加工方法
18日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
試験装置
7日前
株式会社ディスコ
研磨装置
18日前
株式会社ディスコ
製造方法
18日前
株式会社ディスコ
搬送装置
3日前
株式会社ディスコ
搬送方法
3日前
株式会社ディスコ
加工方法
18日前
株式会社ディスコ
洗浄乾燥機
11日前
株式会社ディスコ
研削ホイール
7日前
株式会社ディスコ
保持テーブル
20日前
株式会社ディスコ
情報伝達方法
7日前
株式会社ディスコ
円板の製造方法
10日前
株式会社ディスコ
保護部材製造装置
11日前
株式会社ディスコ
板状物の加工方法
11日前
株式会社ディスコ
カセットアダプタ
3日前
株式会社ディスコ
保護部材形成装置
10日前
株式会社ディスコ
被加工物の分割方法
4日前
株式会社ディスコ
被加工物の加工方法
4日前
株式会社ディスコ
ウェーハの研削方法
3日前
株式会社ディスコ
ウエーハの管理方法
3日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウエーハの加工装置
18日前
株式会社ディスコ
被加工物の加工方法
19日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
被加工物の研削方法
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ