TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025010688
公報種別
公開特許公報(A)
公開日
2025-01-23
出願番号
2023112812
出願日
2023-07-10
発明の名称
被加工物の加工方法
出願人
株式会社ディスコ
代理人
インフォート弁理士法人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20250116BHJP(基本的電気素子)
要約
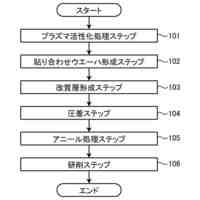
【課題】バリ除去に適した圧力の高圧水を噴射しても、被加工物を支持する支持部材を損傷させない加工方法を提供する。
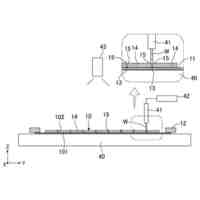
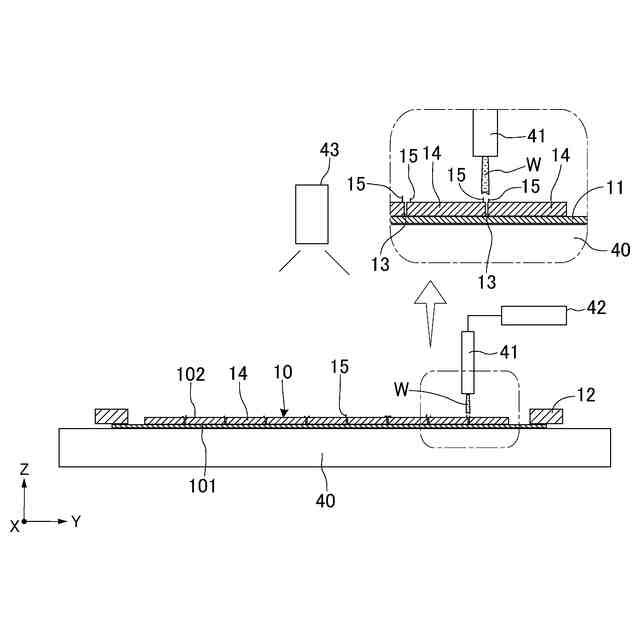
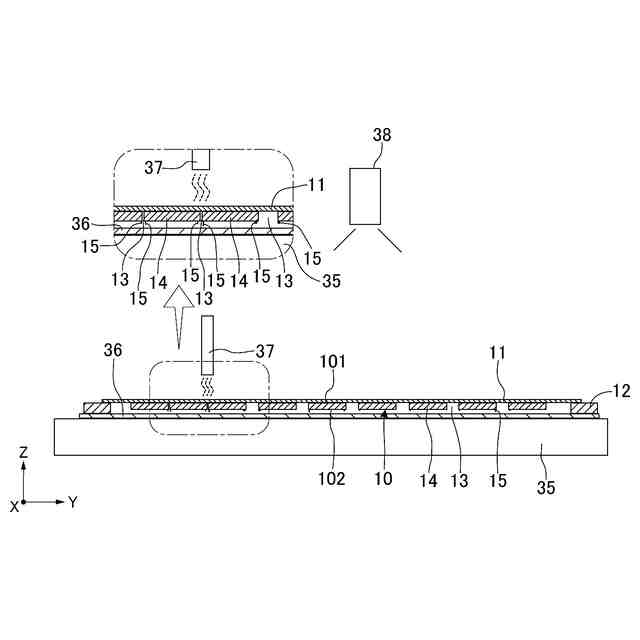
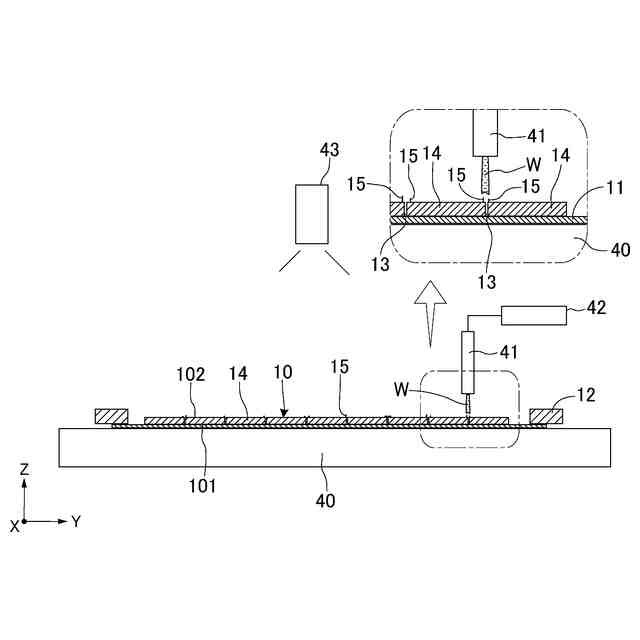
【解決手段】一方の面(101)に支持部材(11)が固定され、分割予定ラインに沿って分割溝(13)が形成された被加工物(10)を準備する準備ステップと、支持部材の少なくとも分割溝に該当する領域に外力を付与して収縮させ、分割溝の幅を狭める収縮ステップと、収縮ステップの後、被加工物の他方の面(102)から分割溝に沿って高圧水(W)を噴射してバリを除去するバリ除去ステップと、を含む被加工物の加工方法。
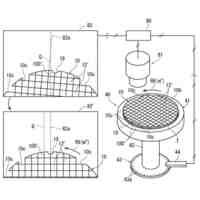
【選択図】図7
特許請求の範囲
【請求項1】
一方の面に支持部材が固定され、分割予定ラインに沿って分割溝が形成された被加工物を準備する準備ステップと、
該支持部材の少なくとも該分割溝に該当する領域に外力を付与して収縮させ、該分割溝の幅を狭める収縮ステップと、
該収縮ステップの後、他方の面から該分割溝に沿って高圧水を噴射してバリを除去するバリ除去ステップと、
を含む被加工物の加工方法。
続きを表示(約 53 文字)
【請求項2】
該収縮ステップは、該支持部材を加熱する請求項1に記載の被加工物の加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物の加工方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
被加工物を分割して複数のチップを製造する加工方法において、切削ブレードなどを用いて被加工物を複数のチップに分割すると、分割溝(カーフ)の縁にバリが生じる。バリは、例えば、被加工物がパッケージ基板などの半導体ワークの場合であれば、被加工物を分割して得られるチップを基板などに対して実装する際に、接続不良の原因となる。このため、バリは除去されることが望ましく、被加工物に生じるバリを高圧水の噴射によって除去する方法が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2019-206048号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
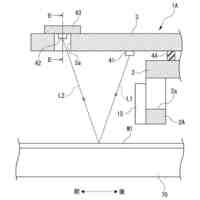
高圧水の噴射によってバリを除去する場合、バリ以外の周辺構造を損傷させずに、バリを確実に除去することが求められる。例えば、噴射する高圧水の圧力を強くすると、バリを除去しやすくなる反面で、被加工物を支持するシート(テープ)や、被加工物が載置される保持テーブルの保持面に対して高圧水が当たって、シートや保持面に穴が空き、被加工物を正常に保持することができなくなるおそれがある。また、噴射する高圧水の圧力を弱めると、十分にバリを除去できないという問題が生じる。
【0005】
本発明はかかる点に鑑みてなされたものであり、バリ除去に適した圧力の高圧水を噴射しても、被加工物を支持する支持部材を損傷させない加工方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様に係る被加工物の加工方法は、一方の面に支持部材が固定され、分割予定ラインに沿って分割溝が形成された被加工物を準備する準備ステップと、該支持部材の少なくとも該分割溝に該当する領域に外力を付与して収縮させ、該分割溝の幅を狭める収縮ステップと、該収縮ステップの後、他方の面から該分割溝に沿って高圧水を噴射してバリを除去するバリ除去ステップと、を含むことを特徴とする。
【0007】
該収縮ステップは、一例として、該支持部材を加熱して収縮させる。
【発明の効果】
【0008】
本発明の被加工物の加工方法によれば、被加工物を支持する支持部材を収縮させて分割溝の幅を狭めてから分割溝に沿って高圧水を噴射してバリを除去するので、バリ除去に適した圧力の高圧水を噴射しても、支持部材を損傷させることを防止できる。
【図面の簡単な説明】
【0009】
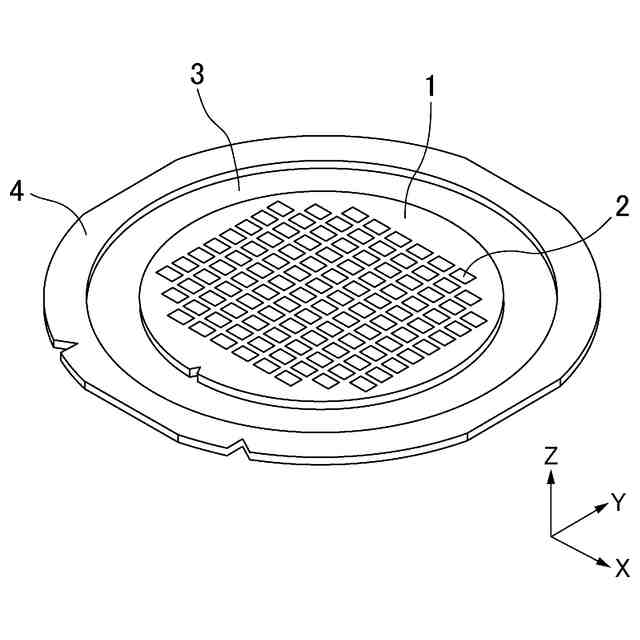
被加工物である半導体ウエーハを示す図である。
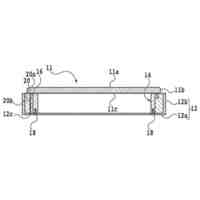
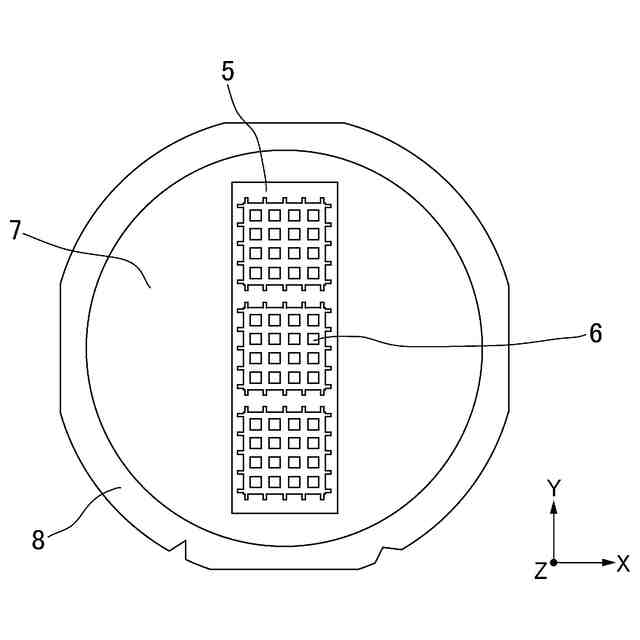
被加工物であるパッケージ基板を示す図である。
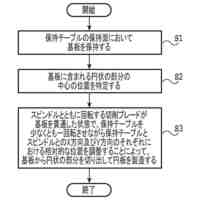
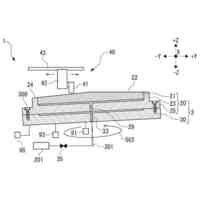
準備ステップにおける分割工程を示す図である。
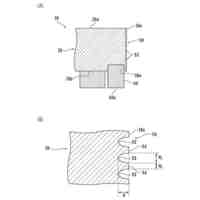
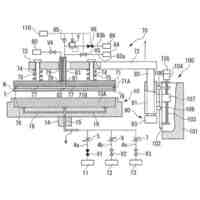
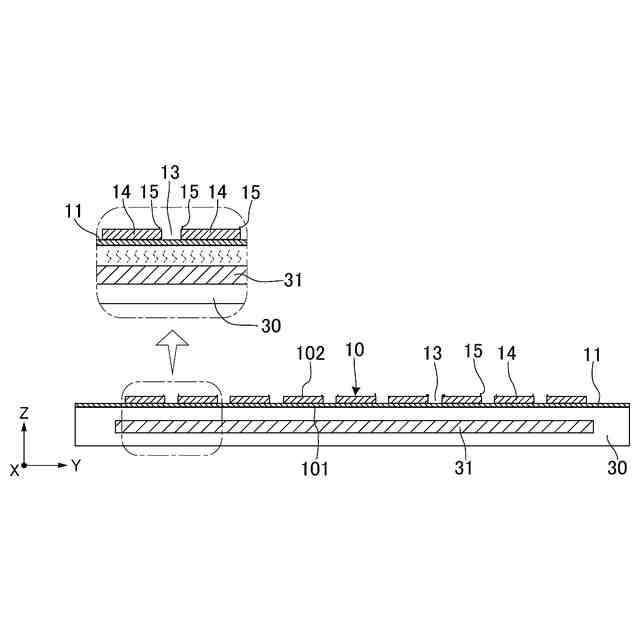
収縮ステップの第1の実施形態を示す図である。
収縮ステップの第1の実施形態を示す図である。
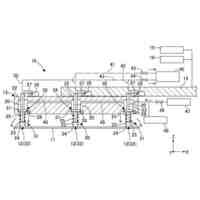
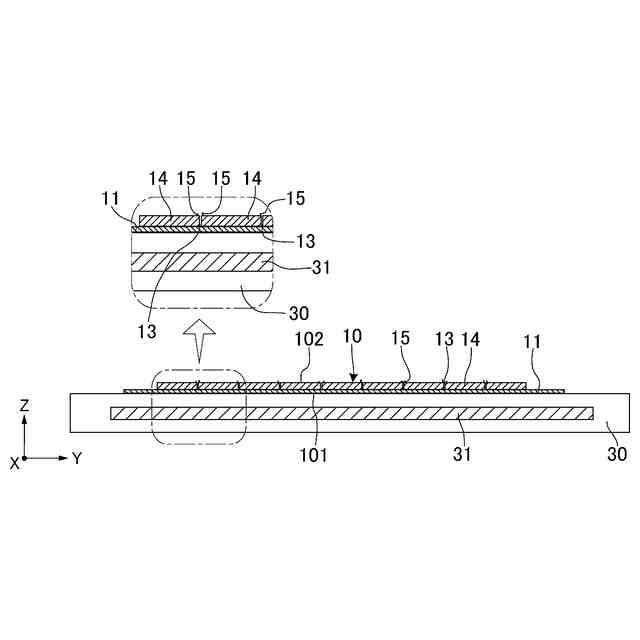
収縮ステップの第2の実施形態を示す図である。
バリ取りステップを示す図である。
【発明を実施するための形態】
【0010】
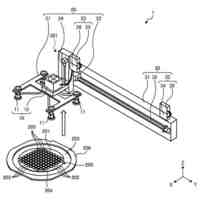
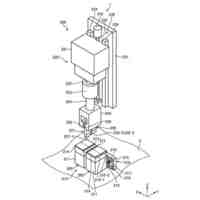
以下、添付図面を参照して、本実施形態に係る被加工物の加工方法について説明する。図1及び図2は、被加工物の例を示している。図3から図7は、被加工物の加工方法における各ステップを示している。各図に示すX軸方向とY軸方向は水平な方向であり、Z軸方向は上下方向である。X軸方向とY軸方向は互いに垂直である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工具
20日前
株式会社ディスコ
搬送車
7日前
株式会社ディスコ
搬送車
18日前
株式会社ディスコ
搬送装置
10日前
株式会社ディスコ
加工装置
11日前
株式会社ディスコ
加工工具
10日前
株式会社ディスコ
加熱機構
7日前
株式会社ディスコ
冷却機構
11日前
株式会社ディスコ
加工装置
7日前
株式会社ディスコ
加工方法
18日前
株式会社ディスコ
加工装置
12日前
株式会社ディスコ
試験装置
7日前
株式会社ディスコ
研磨装置
18日前
株式会社ディスコ
製造方法
18日前
株式会社ディスコ
搬送装置
3日前
株式会社ディスコ
搬送方法
3日前
株式会社ディスコ
加工方法
18日前
株式会社ディスコ
洗浄乾燥機
11日前
株式会社ディスコ
研削ホイール
7日前
株式会社ディスコ
保持テーブル
20日前
株式会社ディスコ
情報伝達方法
7日前
株式会社ディスコ
円板の製造方法
10日前
株式会社ディスコ
保護部材製造装置
11日前
株式会社ディスコ
板状物の加工方法
11日前
株式会社ディスコ
カセットアダプタ
3日前
株式会社ディスコ
保護部材形成装置
10日前
株式会社ディスコ
被加工物の分割方法
4日前
株式会社ディスコ
被加工物の加工方法
4日前
株式会社ディスコ
ウェーハの研削方法
3日前
株式会社ディスコ
ウエーハの管理方法
3日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウエーハの加工装置
18日前
株式会社ディスコ
被加工物の加工方法
19日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
ウエーハの加工方法
10日前
株式会社ディスコ
被加工物の研削方法
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ