TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025005266
公報種別
公開特許公報(A)
公開日
2025-01-16
出願番号
2023105396
出願日
2023-06-27
発明の名称
溶融Zn-Al系めっき鋼板及びその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
主分類
C23C
2/06 20060101AFI20250108BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】平板部耐食性と塗装後耐食性とを高度に両立させた溶融Zn-Al系めっき鋼板を提供する。
【解決手段】鋼板と、前記鋼板の少なくとも片面に形成されためっき層と、を有し、前記めっき層が、質量%で、Al:5.1~22.0%、Si:0.0~2.2%、及びFe:0.0~2.0%を含み、残部がZn及び不可避的不純物からなる成分組成を有し、前記めっき層における旧FCC相の断面積分率が10%以下である溶融Zn-Al系めっき鋼板。
【選択図】なし
特許請求の範囲
【請求項1】
鋼板と、前記鋼板の少なくとも片面に形成されためっき層と、を有し、
前記めっき層が、質量%で、Al:5.1~22.0%、Si:0.0~2.2%、及びFe:0.0~2.0%を含み、残部がZn及び不可避的不純物からなる成分組成を有し、
前記めっき層における旧FCC相の断面積分率が10%以下である溶融Zn-Al系めっき鋼板。
続きを表示(約 950 文字)
【請求項2】
前記旧FCC相は、Znリッチ部とAlリッチ部とを有し、
前記Alリッチ部のZn固溶量が10質量%以下である、請求項1に記載の溶融Zn-Al系めっき鋼板。
【請求項3】
前記成分組成が、さらにNi、Cr、Ti、V、Mn、Co、Cu、Mo、W、B、Sn、Bi、Sb、Sr及びCaのうちから選択される一種以上を合計で0.01~3.0質量%含有する、請求項1又は2に記載の溶融Zn-Al系めっき鋼板。
【請求項4】
質量%で、Al:5.1~22.0%、Si:0.0~2.2%、及びFe:0.0~2.0%を含み、残部がZn及び不可避的不純物からなる成分組成を有するめっき浴に鋼板を浸漬して、前記鋼板に溶融めっき処理を施す溶融めっき工程と、
その後、前記鋼板にガスワイピングを行い、前記鋼板上の溶融めっきの付着量を調整するガスワイピング工程と、
その後、前記鋼板を、前記鋼板の温度が前記めっき浴の凝固温度から300℃に到達するまでの間30℃/秒以上の冷却速度で冷却して、前記鋼板上の前記溶融めっきを凝固させてめっき層を形成する冷却工程と、
を有する、溶融Zn-Al系めっき鋼板の製造方法。
【請求項5】
前記ガスワイピング工程の後、かつ、前記冷却工程の前に、前記鋼板を冷却して、前記鋼板上の前記溶融めっきを凝固させて一次めっき層を形成する工程と、その後、前記鋼板を加熱して、前記一次めっき層を溶融させて前記溶融めっきの状態とする加熱工程と、を有する、請求項4に記載の溶融Zn-Al系めっき鋼板の製造方法。
【請求項6】
前記溶融めっき工程において、前記めっき浴に浸漬する前記鋼板の温度を(前記めっき浴の温度-60)℃以上(前記めっき浴の温度-40)℃以下とする、請求項4に記載の溶融Zn-Al系めっき鋼板の製造方法。
【請求項7】
前記成分組成が、さらにNi、Cr、Ti、V、Mn、Co、Cu、Mo、W、B、Sn、Bi、Sb、Sr及びCaのうちから選択される一種以上を合計で0.01~3.0質量%含有する、請求項4~6のいずれか一項に記載の溶融Zn-Al系めっき鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶融Zn-Al系めっき鋼板及びその製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
近年、自動車構造部材には、防錆の観点からめっき鋼板が多く使用されている。日本国内市場では、自動車用亜鉛系めっき鋼板として、合金化溶融亜鉛めっき鋼板(GA)や溶融亜鉛めっき鋼板(GI)が主に使用されている。自動車の長寿命化や、気候変動等に起因する使用環境の多様化等を背景に、亜鉛系めっき鋼板のさらなる長寿命化、すなわち高耐食性化が求められている。
【0003】
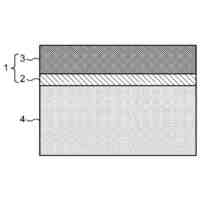
亜鉛系めっき鋼板における、加工を受けていない平板部(一般面)の耐食性(以下、単に「平板部耐食性」と称する。)を向上させる手段として、めっき層中のAl含有量を一般的な亜鉛系めっき鋼板における値(1%未満)よりも多くすることが有効であることが知られている。例えば、平板部耐食性を向上させた亜鉛系めっき鋼板として、溶融亜鉛-5質量%アルミニウム合金めっき鋼板(ガルファン)や、溶融55質量%アルミニウム-亜鉛合金めっき鋼板(ガルバリウム)が知られている。これらのような溶融Zn-Al系めっき鋼板は、下地鋼板上に、Fe-Al系金属間化合物からなる界面合金層と、この界面合金層上に存在するめっき層と、を備えている。めっき層は、主としてZnを過飽和に含有し、Alがデンドライト凝固した部分(α-Al相)と、残りのデンドライト間隙の部分(Znリッチ相)と、からなり、α-Al相はめっき層の厚み方向に積層している。このめっき層の特徴的な構造により、めっき層表面からの腐食進行経路が複雑になり、腐食が容易に下地鋼板に到達しにくくなる。その結果、溶融Zn-Al系めっき鋼板は、めっき層の厚みが同一の溶融亜鉛めっき鋼板に比べて、優れた平板部耐食性を有する。
【0004】
また、特許文献1には、Al:30~70重量%、Si:0.05~2.0重量%、残部:Zn及び不可避不純物からなるめっき組成を有する溶融Zn-Al-Si合金めっき鋼板の製造方法において、めっき前の焼鈍を所定条件下で行うことで、めっき表面におけるスパングルの微細化を抑制できることが記載されている。特許文献2には、Al:3.0~10重量%、Si:0.01~1.0重量%、Mg:0.05~1.0重量%、不可避不純物:0.02重量%未満、残部:Znからなるめっき浴を用い、めっき浴温度及びめっき後の冷却速度を所定の範囲とすることで、亀甲スパングル模様の発生を抑制し、耐食性を改善できることが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2000-219949号公報
特開平2-175852号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、溶融Zn-Al系めっき鋼板は、溶融亜鉛めっき鋼板に比べて平板部耐食性に優れるものの、塗装後耐食性に劣るという課題を有する。これは、塗膜に疵がつき、下地鋼板の露出した箇所が腐食環境に曝されると、溶融亜鉛めっき鋼板に比べて塗膜膨れが著しく速く進展するためである。特許文献1のようにAl含有量が多い溶融Zn-Al系めっき鋼板は、まさにこの課題を有する。特許文献2のようにAl含有量が3.0~10重量%の範囲であっても、平板部耐食性を高めるべく比較的高いAl含有量を採用した場合には、塗装後耐食性に劣る。すなわち、平板部耐食性と塗装後耐食性とを高度に両立させることはできていない。
【0007】
上記課題を鑑みて、本発明は、平板部耐食性と塗装後耐食性とを高度に両立させた溶融Zn-Al系めっき鋼板及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するべく鋭意検討した結果、以下の知見を得た。十分な平板部耐食性を確保するためには、溶融Zn-Al系めっき鋼板のAl含有量を5.1%以上とする必要がある。その上で、溶融Zn-Al系めっき鋼板のめっき層における旧FCC相の断面積分率が10%以下であると、優れた塗装後耐食性を実現することができる。旧FCC相の断面積分率を10%以下にするためには、所定含有量のAlを含み、所定含有量のSi及びFeを任意で含み、残部がZn及び不可避的不純物からなる成分組成のめっき浴を用いることと、ガスワイピング後の冷却工程における、鋼板の温度がめっき浴の凝固温度から300℃に到達するまでの間の冷却速度を所定値以上とすることが必要である。さらに、旧FCC相に含まれるAlリッチ部のZn固溶量を10質量%以下とすることで、塗装後耐食性をさらに向上することができ、好ましい。Alリッチ部のZn固溶量は、溶融めっき工程における、めっき浴に浸漬する鋼板の温度(以下、「侵入板温」とも称する。)によって調整することができる。
【0009】
すなわち、本発明の要旨構成は次のとおりである。
【0010】
[1]鋼板と、前記鋼板の少なくとも片面に形成されためっき層と、を有し、
前記めっき層が、質量%で、Al:5.1~22.0%、Si:0.0~2.2%、及びFe:0.0~2.0%を含み、残部がZn及び不可避的不純物からなる成分組成を有し、
前記めっき層における旧FCC相の断面積分率が10%以下である溶融Zn-Al系めっき鋼板。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理方法
2か月前
芝浦メカトロニクス株式会社
成膜装置
3か月前
日産自動車株式会社
樹脂部材
1か月前
神東塗料株式会社
鋼構造物の防食方法
3か月前
日鉄防食株式会社
防食施工方法
1か月前
株式会社アルバック
成膜方法
1か月前
大阪瓦斯株式会社
成膜装置
3か月前
株式会社アルバック
ガス導入管
1か月前
株式会社神戸製鋼所
被膜および軸受
1か月前
一般財団法人電力中央研究所
耐腐食膜
1か月前
栗田工業株式会社
金属部材の防食方法
1か月前
東京エレクトロン株式会社
基板処理方法
1か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
株式会社鈴木商店
皮膜および皮膜形成方法
3か月前
信越化学工業株式会社
ガス発生装置
2か月前
日本製鉄株式会社
表面処理鋼板
3か月前
日揚科技股分有限公司
防着オブジェクト
2か月前
キヤノントッキ株式会社
成膜装置
3か月前
キヤノントッキ株式会社
成膜装置
25日前
東京エレクトロン株式会社
成膜装置及び成膜方法
2か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
1日前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
3か月前
信越化学工業株式会社
炭化金属被覆炭素材料
3か月前
JFEスチール株式会社
絶縁被膜付き電磁鋼板
2か月前
株式会社高純度化学研究所
金属薄膜の原子層堆積方法
3か月前
出光興産株式会社
水溶性防錆剤組成物
3か月前
キヤノントッキ株式会社
成膜装置
3か月前
大阪瓦斯株式会社
原料粉、成膜方法及び成膜体
3か月前
テス カンパニー、リミテッド
非晶質炭素膜及びその蒸着方法
2か月前
株式会社アルバック
真空成膜装置及び真空成膜方法
1日前
株式会社フジミインコーポレーテッド
溶射用粉末
3か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
3か月前
株式会社カネカ
放熱シートおよび放熱シートの製造方法
3か月前
三菱重工業株式会社
風車翼の前縁保護層施工方法
3か月前
東京エレクトロン株式会社
成膜装置
3か月前
株式会社アルバック
タングステン配線膜の成膜方法
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ