TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025004580
公報種別
公開特許公報(A)
公開日
2025-01-15
出願番号
2023104352
出願日
2023-06-26
発明の名称
ロータの製造方法
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
H02K
1/22 20060101AFI20250107BHJP(電力の発電,変換,配電)
要約
【課題】磁石の減磁を抑制できるロータの製造方法を提供する。
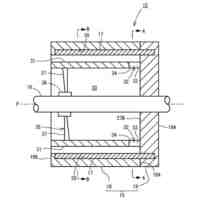
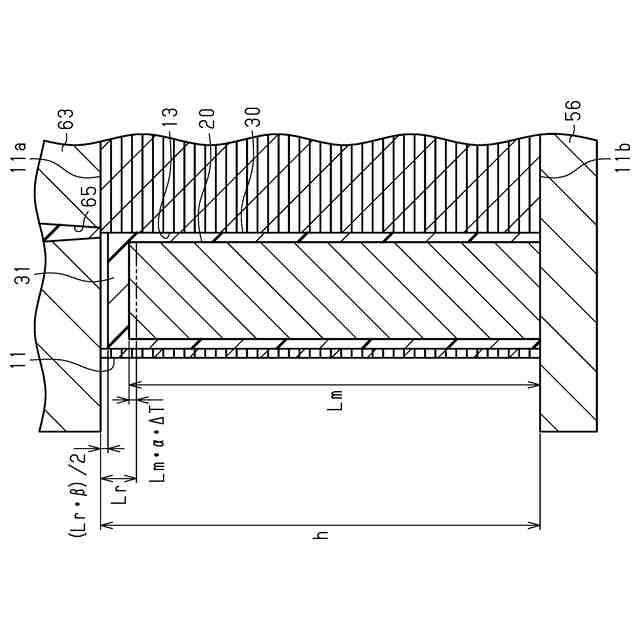
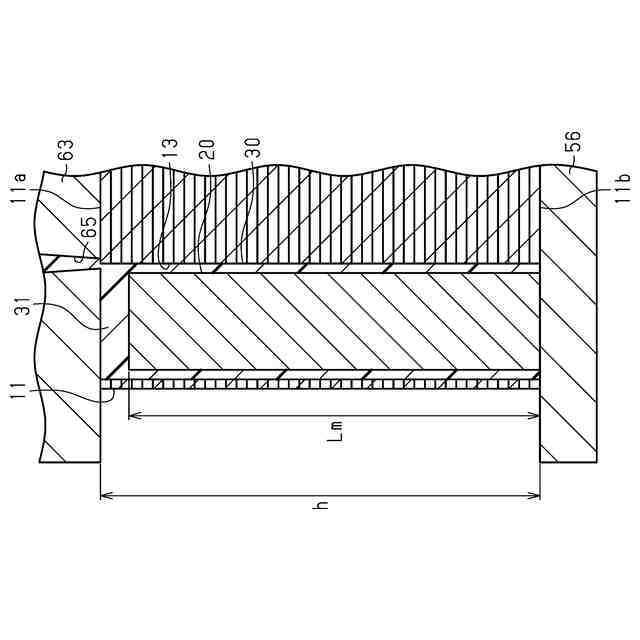
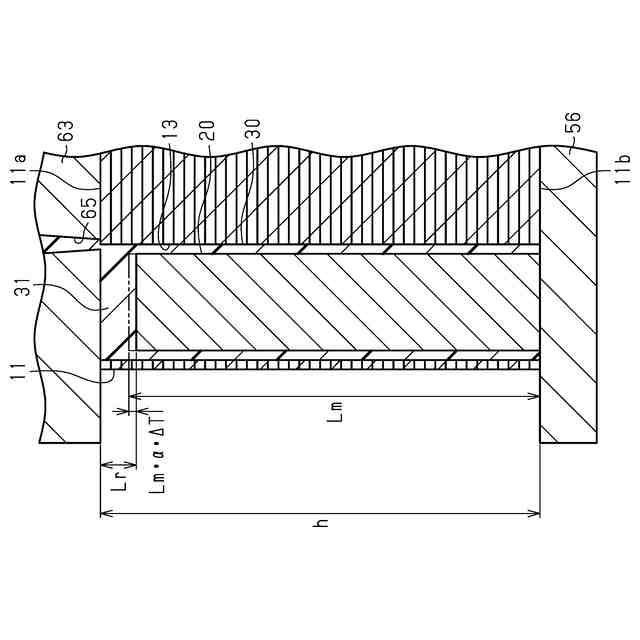
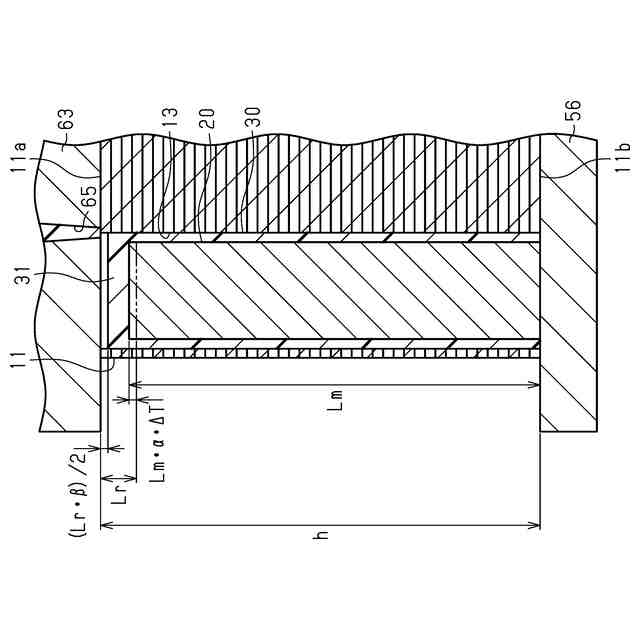
【解決手段】磁石収容孔13に樹脂材30が充填される前の軸線方向における磁石20の長さをLmとし、磁石収容孔13に充填された樹脂材30により加熱されて磁石20の長さが短くなったときの軸線方向における閉塞部31の長さをLrとし、軸線方向における磁石20の負の線膨張係数をαとし、樹脂材30の収縮率をβとし、磁石収容孔13に充填された樹脂材30により加熱されて磁石20の長さが短くなったときの磁石20の温度と、樹脂材30が冷却されて固化したときの磁石20の温度との差をΔTとするとき、次の式Lm・α・ΔT≧(Lr・β)/2を満たすように、磁石20の長さLmと閉塞部31の長さLrとを設定する。
【選択図】図6
特許請求の範囲
【請求項1】
磁石収容孔を有する筒状のロータコアと、前記磁石収容孔に収容された磁石と、前記磁石収容孔に充填され、前記ロータコアに対して前記磁石を固定する熱可塑性の樹脂材と、を備え、前記磁石は、磁化方向と直交する非磁化方向において負の線膨張係数を有し、前記非磁化方向が前記ロータコアの軸線方向と一致する姿勢で前記磁石収容孔に収容される、ロータの製造方法であって、
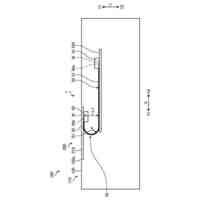
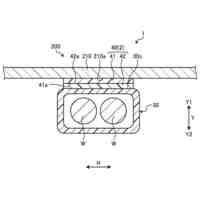
前記樹脂材は、前記磁石収容孔の内部において前記軸線方向における前記磁石の一端面を覆うとともに前記磁石収容孔の開口を閉塞する閉塞部を有しており、
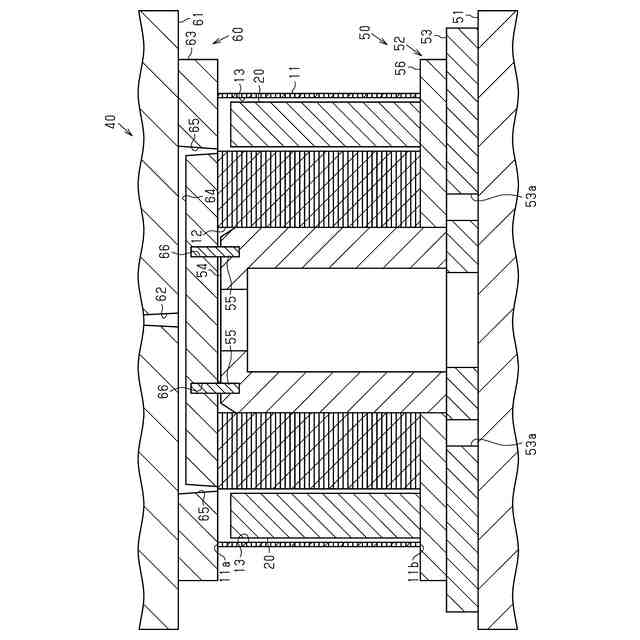
前記磁石収容孔に前記樹脂材を射出する金型によって前記磁石収容孔に収容された前記磁石の前記一端面とは反対側の他端面を支持した状態で、当該金型によって前記ロータコアを前記軸線方向の両側から挟み込む型締め工程と、
前記磁石が収容された前記磁石収容孔に溶融した前記樹脂材を充填して固化させることにより、前記ロータコアに対して前記磁石を固定する磁石固定工程と、を備え、
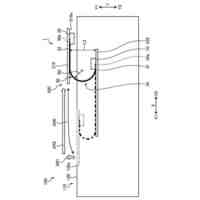
前記磁石収容孔に前記樹脂材が充填される前の前記軸線方向における前記磁石の長さをLmとし、
前記磁石収容孔に充填された前記樹脂材により加熱されて前記磁石の長さが短くなったときの前記軸線方向における前記閉塞部の長さをLrとし、
前記軸線方向における前記磁石の負の線膨張係数をαとし、
前記樹脂材の収縮率をβとし、
前記磁石収容孔に充填された前記樹脂材により加熱されて前記磁石の長さが短くなったときの前記磁石の温度と、前記樹脂材が冷却されて固化したときの前記磁石の温度との差をΔTとするとき、次の式
Lm・α・ΔT≧(Lr・β)/2
を満たすように、前記磁石の長さLmと前記閉塞部の長さLrとを設定する、
ロータの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
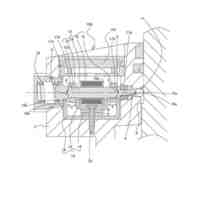
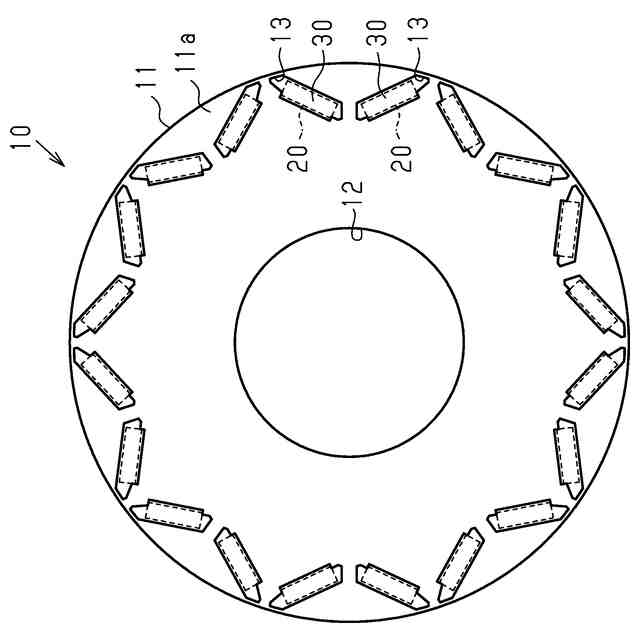
回転電機は筒状のステータと、ステータの内側において回転するロータとを備えている。
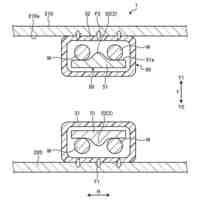
特許文献1には、磁石埋込型の回転電機に用いられるロータが開示されている。このロータは、複数の磁石収容孔を有する筒状のロータコアと、磁石収容孔に収容された磁石と、磁石収容孔に充填され、ロータコアに対して磁石を固定する熱可塑性の樹脂材とを備えている。
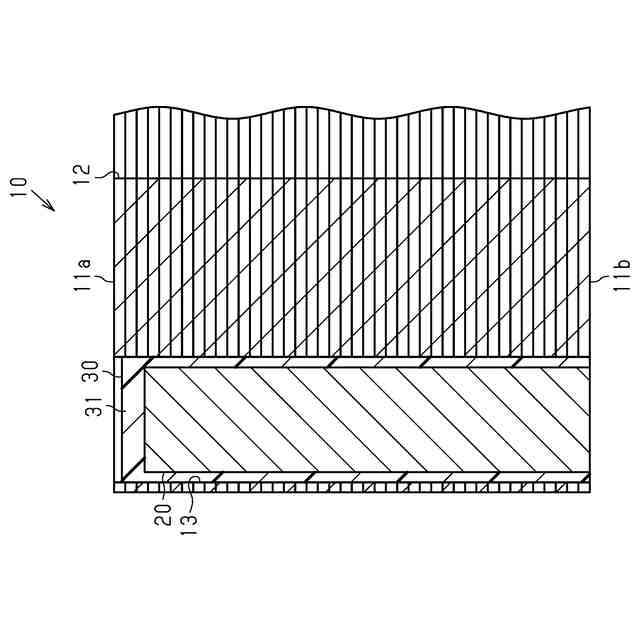
【0003】
磁石の軸線方向における長さ(以下、単に磁石の長さという)は、ロータコアの軸線方向における長さよりも短い。樹脂材は、磁石の長さ方向の一端面を覆うとともに磁石収容孔の開口を閉塞する閉塞部を有している。
【先行技術文献】
【特許文献】
【0004】
特開2016-119766号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
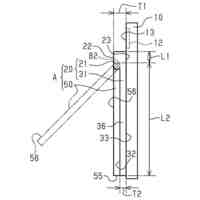
ところで、ロータには、磁石としてネオジム磁石が採用されるものがある。ネオジム磁石は、磁化方向には正の線膨張係数を有する一方、磁化方向と直交する非磁化方向には負の線膨張係数を有する。このため、磁石の長さ方向が非磁化方向となる場合には、磁石収容孔に充填された樹脂材の熱によって磁石の温度が上昇することにより、磁石の長さが短くなる。そして、樹脂材の冷却に伴って磁石の温度が低下することにより、磁石の長さが長くなる。
【0006】
一方、樹脂材は、冷却されることにより磁石収容孔の内部において固化する。このとき、樹脂材が収縮するため、閉塞部の軸線方向における長さ(以下、単に閉塞部の長さという)が短くなる。
【0007】
以上のことから、樹脂材の冷却時には、閉塞部の長さが短くなるとともに磁石の長さが長くなる。このため、軸線方向における閉塞部の変形量が磁石の変形量よりも大きい場合には、磁石と閉塞部との間に隙間が生じることがある。こうした隙間に熱が籠もることで、ロータの使用時における磁石の温度が高くなるおそれがある。この場合、磁石が減磁することによりロータの性能が低下するおそれがある。
【課題を解決するための手段】
【0008】
上記課題を解決するためのロータの製造方法は、磁石収容孔を有する筒状のロータコアと、前記磁石収容孔に収容された磁石と、前記磁石収容孔に充填され、前記ロータコアに対して前記磁石を固定する熱可塑性の樹脂材と、を備え、前記磁石は、磁化方向と直交する非磁化方向において負の線膨張係数を有し、前記非磁化方向が前記ロータコアの軸線方向と一致する姿勢で前記磁石収容孔に収容される、ロータの製造方法であって、前記樹脂材は、前記磁石収容孔の内部において前記軸線方向における前記磁石の一端面を覆うとともに前記磁石収容孔の開口を閉塞する閉塞部を有しており、前記磁石収容孔に前記樹脂材を射出する金型によって前記磁石収容孔に収容された前記磁石の前記一端面とは反対側の他端面を支持した状態で、当該金型によって前記ロータコアを前記軸線方向の両側から挟み込む型締め工程と、前記磁石が収容された前記磁石収容孔に溶融した前記樹脂材を充填して固化させることにより、前記ロータコアに対して前記磁石を固定する磁石固定工程と、を備え、前記磁石収容孔に前記樹脂材が充填される前の前記軸線方向における前記磁石の長さをLmとし、前記磁石収容孔に充填された前記樹脂材により加熱されて前記磁石の長さが短くなったときの前記軸線方向における前記閉塞部の長さをLrとし、前記軸線方向における前記磁石の負の線膨張係数をαとし、前記樹脂材の収縮率をβとし、前記磁石収容孔に充填された前記樹脂材により加熱されて前記磁石の長さが短くなったときの前記磁石の温度と、前記樹脂材が冷却されて固化したときの前記磁石の温度との差をΔTとするとき、次の式Lm・α・ΔT≧(Lr・β)/2を満たすように、前記磁石の長さLmと前記閉塞部の長さLrとを設定する。
【0009】
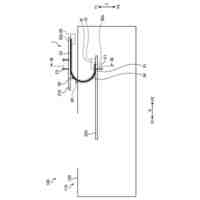
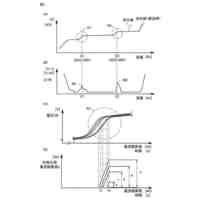
上記方法によれば、磁石収容孔に充填された樹脂材の熱によって磁石の温度が上昇することにより、磁石の長さがLmよりも短くなる。このときの軸線方向における磁石の変形量は、Lm・α・ΔTとなる。その後、樹脂材の冷却に伴って磁石の温度が低下することにより、磁石の長さが長くなる。このときの軸線方向における磁石の変形量は、Lm・α・ΔTであるため、磁石の長さは、元の長さLmに戻る。
【0010】
一方、樹脂材の冷却時には、樹脂材が収縮することにより閉塞部の長さがLrよりも短くなる。このときの軸線方向における閉塞部の変形量は、Lr・βとなる。樹脂材は、軸線方向の両側において一様に収縮しようとするため、閉塞部は、磁石に対して(Lr・β)/2の距離だけ離れようとする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ファスナー式コード束ね
今日
ニチコン株式会社
電力変換装置
5日前
個人
回転電気装置及び発電装置
1日前
株式会社豊田自動織機
回転電機のロータ
今日
矢崎総業株式会社
配電装置
5日前
株式会社コスメック
自立発電装置
1日前
高周波熱錬株式会社
電源装置
今日
高周波熱錬株式会社
電源装置
今日
ニデック株式会社
ステータ、モータ及びドローン
今日
豊田合成株式会社
太陽光発電給電装置
1日前
株式会社村田製作所
電源装置及びプログラム
1日前
株式会社アイシン
車両用駆動装置
今日
TOTO株式会社
無線送電システム
5日前
株式会社力電
励磁突入電流の抑制回路システム
今日
株式会社アイシン
バッテリケース
1日前
シンフォニアテクノロジー株式会社
電力変換装置
1日前
株式会社ミツバ
ロータ製造方法及びロータ製造装置
2日前
東芝ライテック株式会社
電源装置及び照明器具
1日前
株式会社デンソー
回転電機
今日
矢崎総業株式会社
配索構造
2日前
矢崎総業株式会社
配索構造
2日前
矢崎総業株式会社
配索構造
1日前
矢崎総業株式会社
配索構造
2日前
矢崎総業株式会社
配索構造
2日前
矢崎総業株式会社
配索構造
2日前
矢崎総業株式会社
配索構造
2日前
パテントフレア株式会社
焦電効果のエネルギー相互変換促進法
5日前
トヨタ自動車株式会社
充電制御装置
5日前
トヨタ自動車株式会社
電池システム
今日
トヨタ自動車株式会社
電池システム
1日前
オムロン株式会社
電力変換装置とその制御方法
1日前
株式会社SUBARU
電動モータ
1日前
大成建設株式会社
ベンチ型発電装置
2日前
トヨタ自動車株式会社
充電制御装置
2日前
住友重機械工業株式会社
駆動装置、駆動方法、記憶媒体
今日
トヨタ自動車株式会社
冗長電源システム
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ