TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176187
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094533
出願日
2023-06-08
発明の名称
蓄電モジュールの製造方法
出願人
トヨタ自動車株式会社
,
株式会社豊田自動織機
代理人
個人
,
個人
,
個人
主分類
H01M
10/04 20060101AFI20241212BHJP(基本的電気素子)
要約
【課題】密封性が良好な蓄電モジュールを得ることができる、蓄電モジュールの製造方法を提供する。
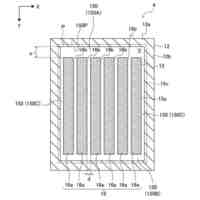
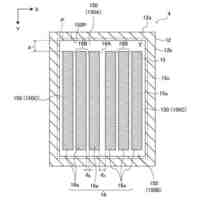
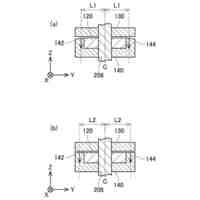
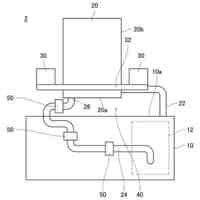
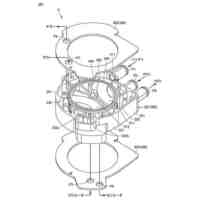
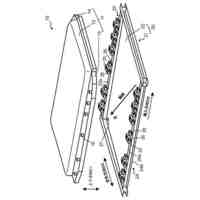
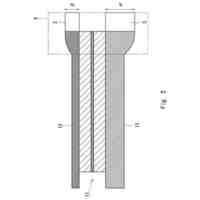
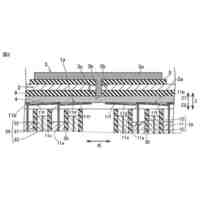
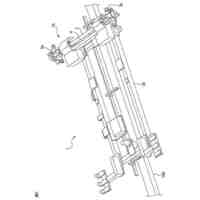
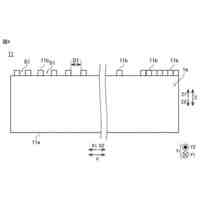
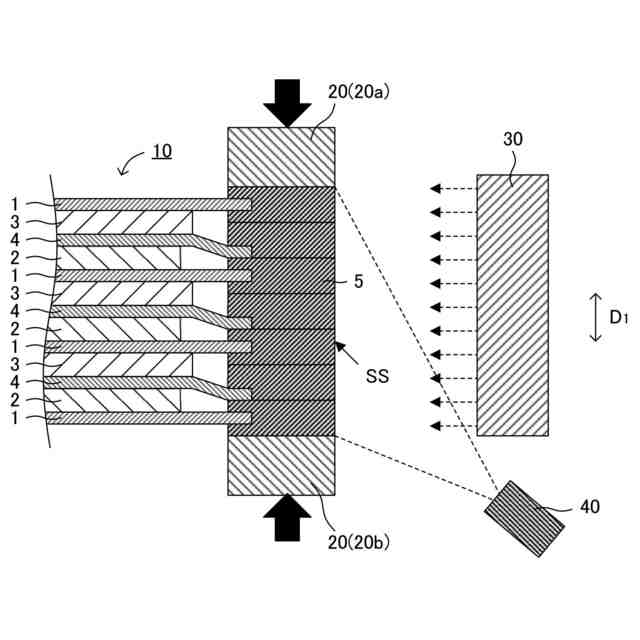
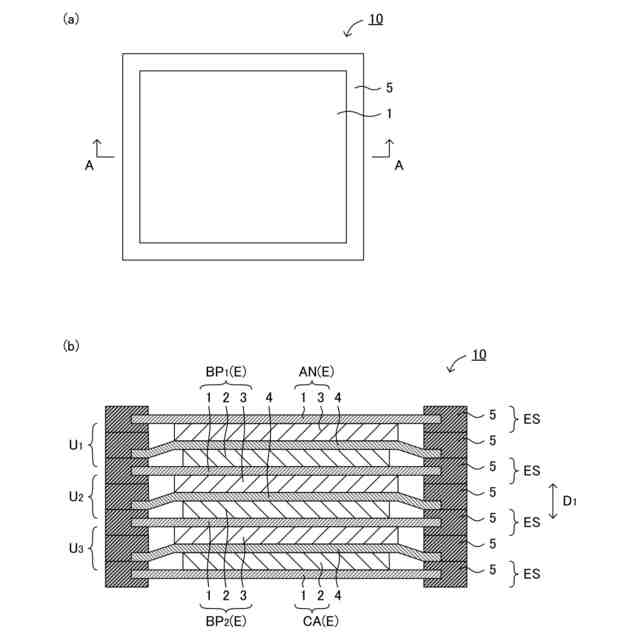
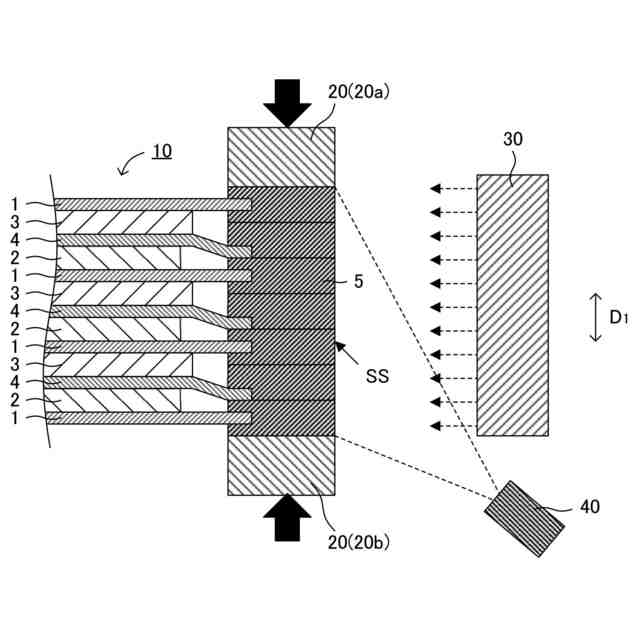
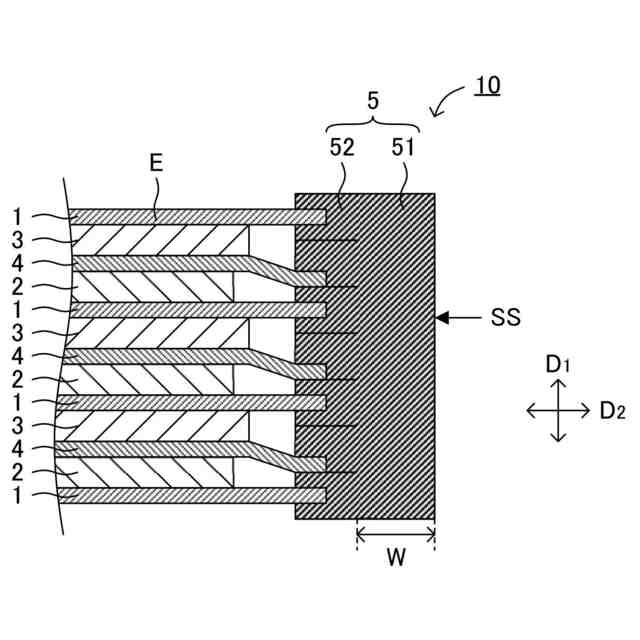
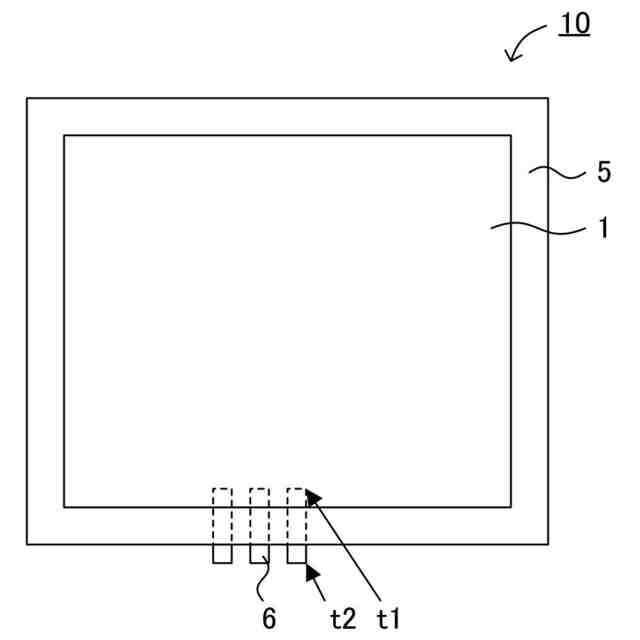
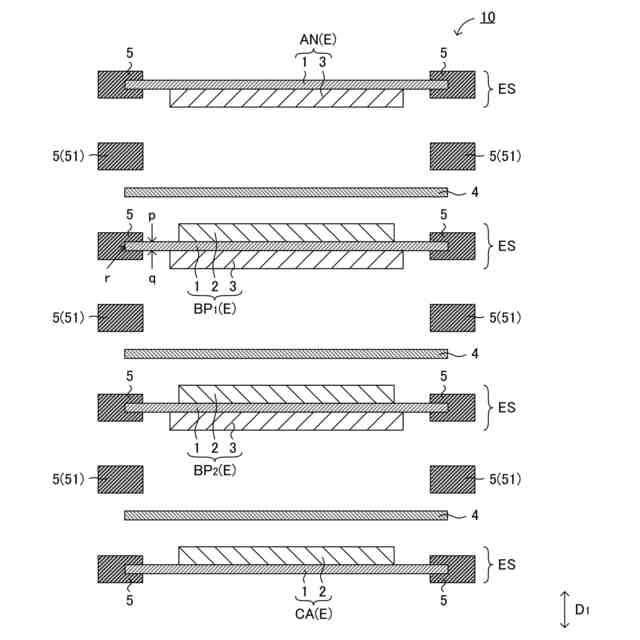
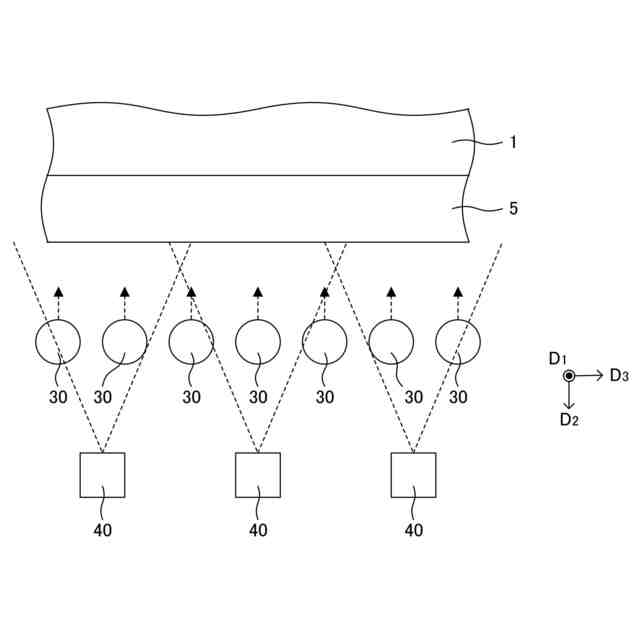
【解決手段】製造方法は、集電体1および活物質層を有する電極と、集電体1の外縁に沿って配置された樹脂製の枠体5とを有する電極シートを備え、かつ複数の電極シートが厚さ方向に積層された積層体10を準備する工程と、厚さ方向から見て積層体10における枠体5と重複する位置に一対の拘束部材20を配置し、一対の拘束部材20により枠体5を厚さ方向において拘束する拘束工程と、拘束された枠体5において、厚さ方向に延在する枠体5の側面を放射加熱器30により放射加熱し、厚さ方向において隣り合う枠体5を溶着させ、溶着部を形成する加熱工程とを有し、加熱工程において放射加熱を行いつつ、外観検査装置40により枠体5の側面における発煙又は焦げの発生を検査し、外観検査装置40による発煙又は焦げの発生の検知に基づいて放射加熱を終了する。
【選択図】図2
特許請求の範囲
【請求項1】
集電体および活物質層を有する電極と、前記集電体の外縁に沿って配置された樹脂製の枠体と、を有する電極シートを備え、かつ、複数の前記電極シートが厚さ方向に積層された積層体を準備する準備工程と、
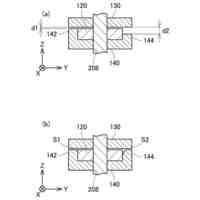
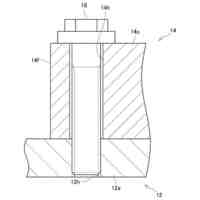
前記厚さ方向から見て、前記積層体における前記枠体と重複する位置に、一対の拘束部材を配置し、前記一対の拘束部材により前記枠体を前記厚さ方向において拘束する拘束工程と、
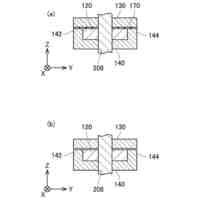
前記拘束された前記枠体において、前記厚さ方向に延在する、前記枠体の側面を、放射加熱器により放射加熱し、前記厚さ方向において隣り合う前記枠体を溶着させ、溶着部を形成する加熱工程と、
を有し、
前記加熱工程において、前記放射加熱を行いつつ、外観検査装置により、前記枠体の前記側面における発煙または焦げの発生を検査し、
前記外観検査装置による前記発煙または前記焦げの発生の検知に基づいて、前記放射加熱を終了する、蓄電モジュールの製造方法。
続きを表示(約 400 文字)
【請求項2】
前記放射加熱器は、定格出力が2.8kW以上5.6kW以下である赤外線ヒータであり、前記枠体の側面と前記放射加熱器との距離は、40mm以上60mm以下であり、前記拘束部材により前記枠体に付与される拘束圧は、3MPa以上32MPa以下である、請求項1に記載の蓄電モジュールの製造方法。
【請求項3】
前記枠体を構成する樹脂が、ポリエチレンである、請求項1または請求項2に記載の蓄電モジュールの製造方法。
【請求項4】
前記電極シートは、前記電極として、バイポーラ電極を有する、請求項1または請求項2に記載の蓄電モジュールの製造方法
【請求項5】
前記厚さ方向から見た前記積層体の形状は、四角形であり、
前記四角形を構成する各辺の長さは、それぞれ、30cm以上である、請求項1または請求項2に記載の蓄電モジュールの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、蓄電モジュールの製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
二次電池等の蓄電モジュールの製造方法において、積層された複数の電極の外縁にシール部材を設け、積層された複数の電極を密封することが知られている。例えば、特許文献1には、電極積層体と、電極積層体を取り囲むシール部材と、を備えた蓄電モジュールであって、シール部材は、集電体の周縁部に設けられた一次シールと、一次シールを覆う二次シールと、を有する蓄電モジュールが開示されている。さらに、特許文献1には、積層方向に沿って互いに隣り合う一次シール同士が溶着されていることが開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-22534号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一次シール、二次シール等のシール部材は、良好な密封性を有することが必要である。特許文献1では、第1方向(厚さ方向)に沿って積層された一次シール(樹脂製の枠体)同士を溶着させている。良好な密封性を得るためには、樹脂製の枠体同士を溶着させた溶着部が、十分な溶着深さを有することが必要であるが、溶着深さを実際に観察することは困難である。そのため、溶着深さが不十分な箇所が存在すると、蓄電モジュールの密封性が低くなる場合がある。
【0005】
本開示は、上記実情に鑑みてなされたものであり、密封性が良好な蓄電モジュールを得ることができる、蓄電モジュールの製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0006】
[1]
集電体および活物質層を有する電極と、上記集電体の外縁に沿って配置された樹脂製の枠体と、を有する電極シートを備え、かつ、複数の上記電極シートが厚さ方向に積層された積層体を準備する準備工程と、
上記厚さ方向から見て、上記積層体における上記枠体と重複する位置に、一対の拘束部材を配置し、上記一対の拘束部材により上記枠体を上記厚さ方向において拘束する拘束工程と、
上記拘束された上記枠体において、上記厚さ方向に延在する、上記枠体の側面を、放射加熱器により放射加熱し、上記厚さ方向において隣り合う上記枠体を溶着させ、溶着部を形成する加熱工程と、
を有し、
上記加熱工程において、上記放射加熱を行いつつ、外観検査装置により、上記枠体の上記側面における発煙または焦げの発生を検査し、
上記外観検査装置による上記発煙または上記焦げの発生の検知に基づいて、上記放射加熱を終了する、蓄電モジュールの製造方法。
【0007】
[2]
上記放射加熱器は、定格出力が2.8kW以上5.6kW以下である赤外線ヒータであり、上記枠体の側面と上記放射加熱器との距離は、40mm以上60mm以下であり、上記拘束部材により上記枠体に付与される拘束圧は、3MPa以上32MPa以下である、[1]に記載の蓄電モジュールの製造方法。
【0008】
[3]
上記枠体を構成する樹脂が、ポリエチレンである、[1]または[2]に記載の蓄電モジュールの製造方法。
【0009】
[4]
上記電極シートは、上記電極として、バイポーラ電極を有する、[1]から[4]までのいずれかに記載の蓄電モジュールの製造方法。
【0010】
[5]
上記厚さ方向から見た上記積層体の形状は、四角形であり、
上記四角形を構成する各辺の長さは、それぞれ、30cm以上である、[1]から[4]までのいずれかに記載の蓄電モジュールの製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
7日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
方法
20日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
電池
今日
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
リレー
7日前
トヨタ自動車株式会社
リレー
7日前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
電動車
7日前
トヨタ自動車株式会社
リレー
7日前
トヨタ自動車株式会社
自動車
7日前
トヨタ自動車株式会社
モータ
2日前
トヨタ自動車株式会社
八方弁
1日前
トヨタ自動車株式会社
電動車
2日前
トヨタ自動車株式会社
電動車
今日
トヨタ自動車株式会社
電動車
7日前
トヨタ自動車株式会社
サーバ
20日前
トヨタ自動車株式会社
電動車
8日前
トヨタ自動車株式会社
電池装置
今日
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
二次電池
7日前
トヨタ自動車株式会社
蓄電セル
7日前
トヨタ自動車株式会社
監視装置
14日前
トヨタ自動車株式会社
搬送装置
7日前
トヨタ自動車株式会社
充電装置
14日前
トヨタ自動車株式会社
蓄電セル
15日前
トヨタ自動車株式会社
駆動装置
今日
トヨタ自動車株式会社
蓄電セル
13日前
トヨタ自動車株式会社
蓄電セル
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ