TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024172336
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089989
出願日
2023-05-31
発明の名称
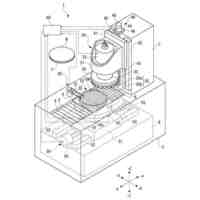
研磨ヘッドおよび研磨システム
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
37/30 20120101AFI20241205BHJP(研削;研磨)
要約
【課題】ウェーハの膜厚プロファイルを精度よく制御することができる研磨ヘッドが提供される。
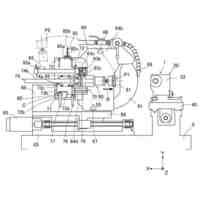
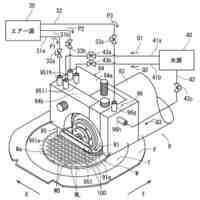
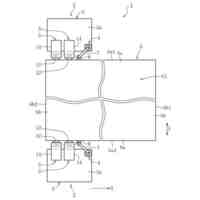
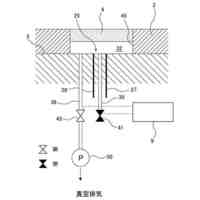
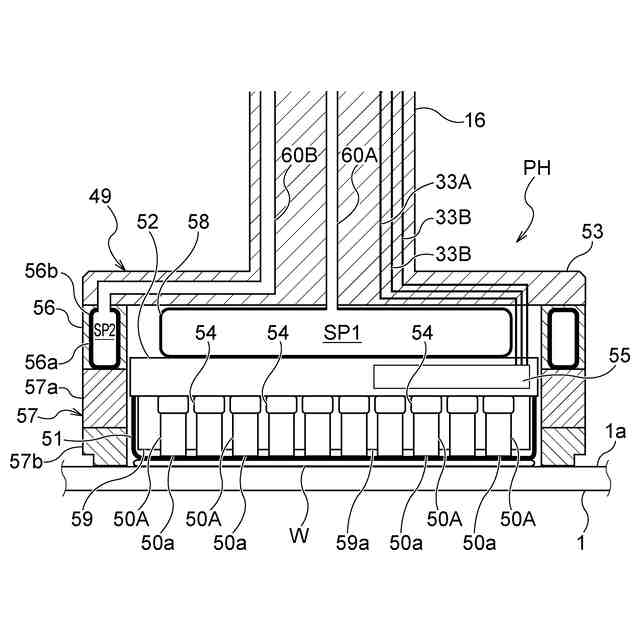
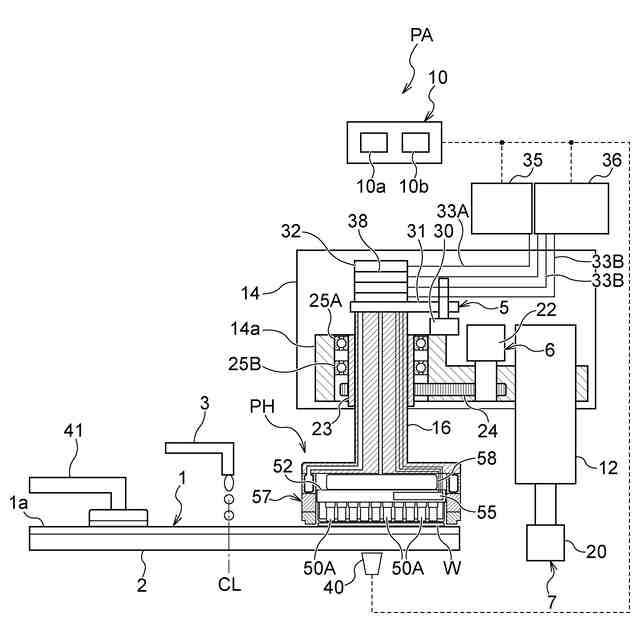
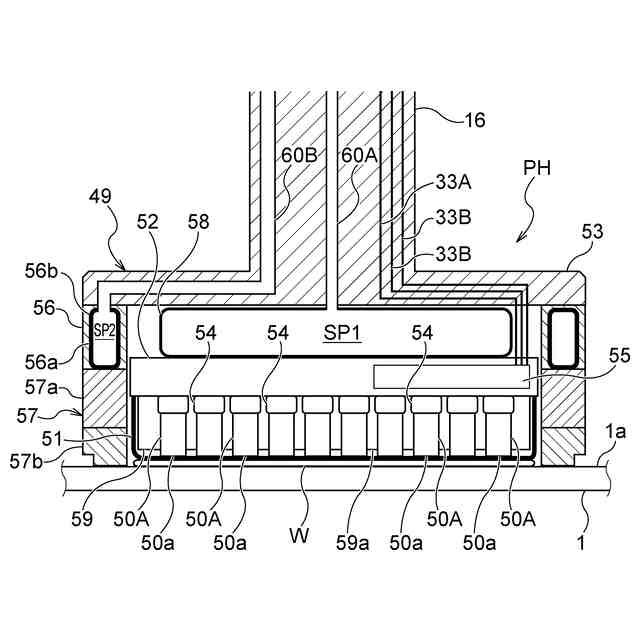
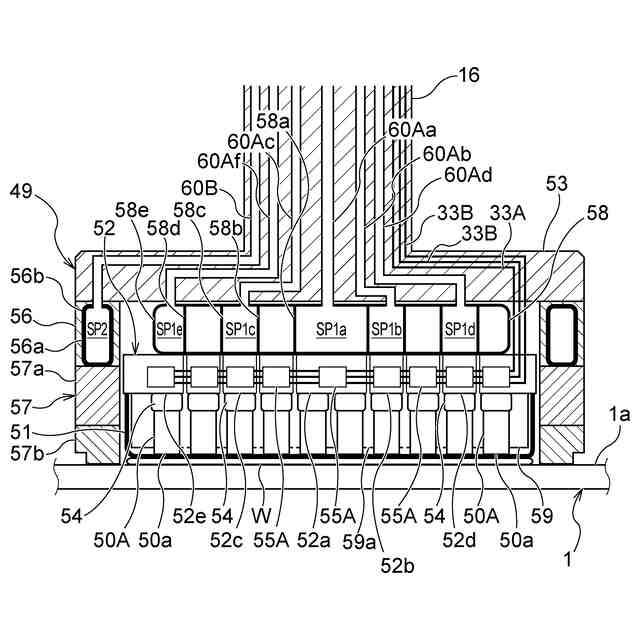
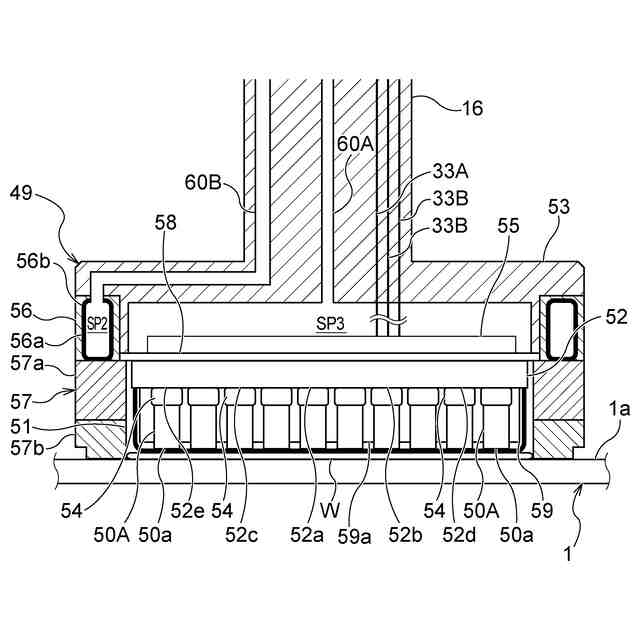
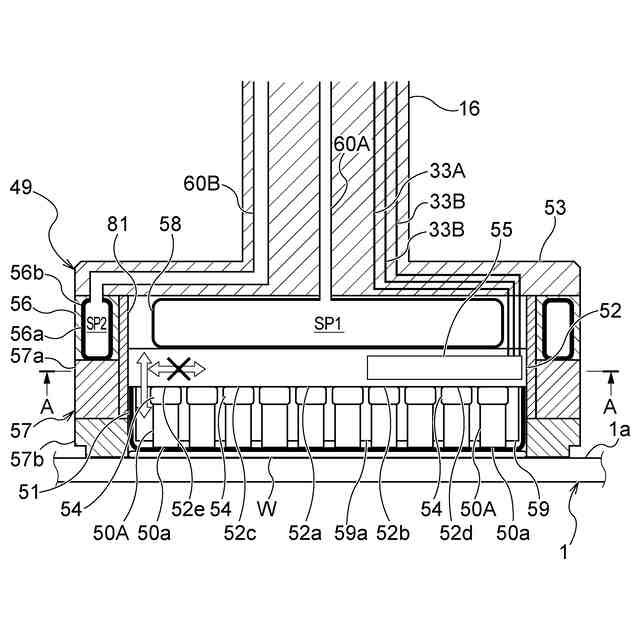
【解決手段】研磨ヘッドPHは、複数の押圧アクチュエーター50Aと、アクチュエーター動作制御部55と、アクチュエーター支持部52と、弾性ホルダー58と、を備える。アクチュエーター動作制御部55は、ヘッド本体49に搭載されている。
【選択図】図2
特許請求の範囲
【請求項1】
基板の特定部位を独立して押圧する複数の押圧アクチュエーターと、
前記複数の押圧アクチュエーターのそれぞれの動作を制御するアクチュエーター動作制御部と、
前記複数の押圧アクチュエーターを支持するアクチュエーター支持部を備えるヘッド本体と、
前記アクチュエーター支持部を保持する弾性ホルダーと、を備え、
前記アクチュエーター動作制御部は、前記ヘッド本体に搭載されている、研磨ヘッド。
続きを表示(約 800 文字)
【請求項2】
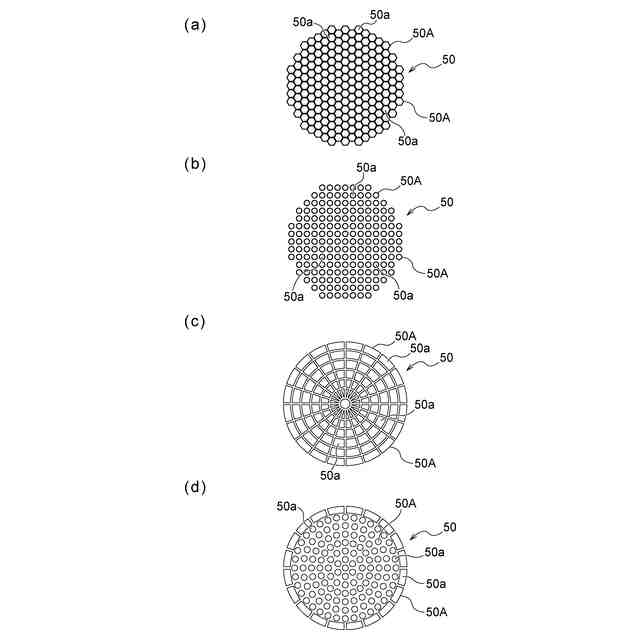
前記複数の押圧アクチュエーターは、前記アクチュエーター支持部の半径方向および円周方向に沿って敷き詰められている、請求項1に記載の研磨ヘッド。
【請求項3】
前記弾性ホルダーは、袋状のエアバッグを備えている、請求項1に記載の研磨ヘッド。
【請求項4】
前記エアバッグは、同心円状に配置された複数の加圧室を有している、請求項3に記載の研磨ヘッド。
【請求項5】
前記弾性ホルダーは、前記ヘッド本体に固定された弾性シートを備えている、請求項1に記載の研磨ヘッド。
【請求項6】
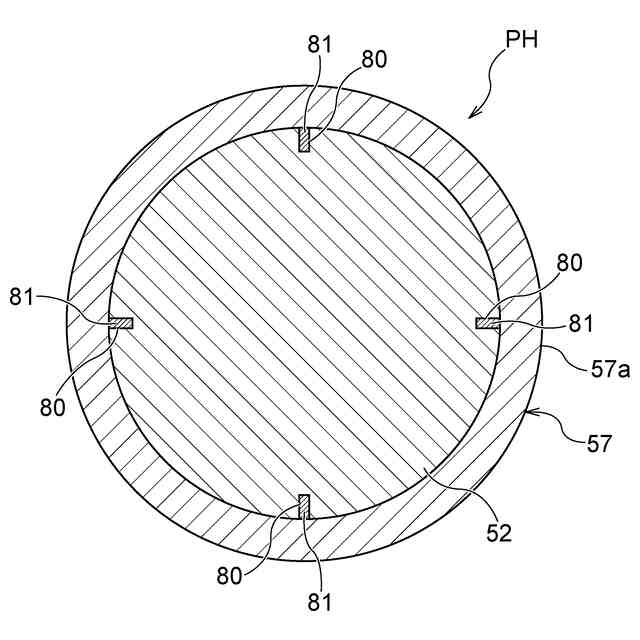
前記研磨ヘッドは、前記アクチュエーター支持部の移動方向を前記押圧アクチュエーターの押圧方向に沿った方向に規制するリニアガイド部材を備えている、請求項1に記載の研磨ヘッド。
【請求項7】
前記アクチュエーター動作制御部は、前記アクチュエーター支持部に搭載されている、請求項1に記載の研磨ヘッド。
【請求項8】
前記アクチュエーター動作制御部は、前記ヘッド本体のフランジ部に搭載されている、請求項1に記載の研磨ヘッド。
【請求項9】
前記ヘッド本体は、前記弾性ホルダーと前記ヘッド本体のフランジ部との間に形成された空間を有しており、
前記アクチュエーター動作制御部は、前記空間に配置されている、請求項1に記載の研磨ヘッド。
【請求項10】
基板の特定部位を独立して押圧する複数の押圧アクチュエーターと、
前記複数の押圧アクチュエーターを支持するアクチュエーター支持部を備えるヘッド本体と、
前記アクチュエーター支持部を保持する弾性ホルダーと、
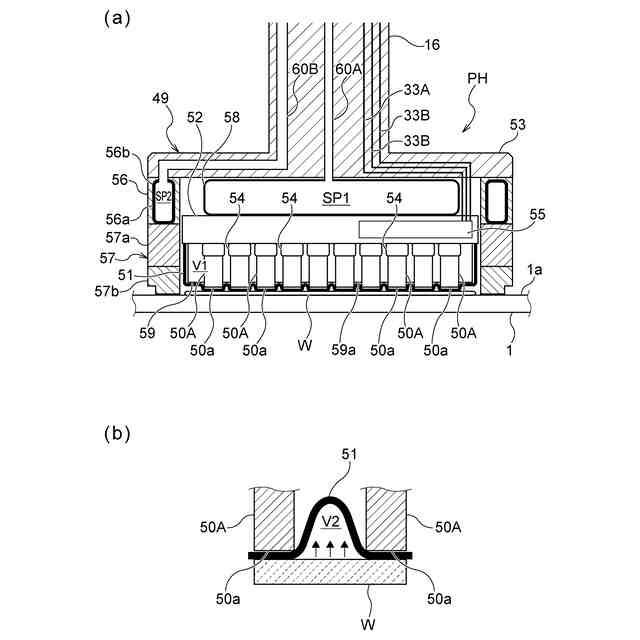
前記複数の押圧アクチュエーターを覆う弾性カバーと、を備える、研磨ヘッド。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、研磨ヘッドおよび研磨システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
昨今の半導体デバイスの製造における各工程への要求精度は、既に数nmのオーダに達しており、化学機械研磨(CMP)もその例外ではない。また、半導体集積回路の高集積化に伴い、微細化、多層化がますます加速している。
【0003】
したがって、これらの微細化や多層化を実現するには、CMP研磨においても、ウェーハの全面において、CMP研磨後の膜厚のばらつきを数nmオーダのばらつきに収めることが課題として求められている。
【0004】
上述した要求を達成するためには、例えば、チップサイズレベルの分解能を有する膜厚プロファイルの制御が可能な研磨方式が必要となる。ここで、ウェーハに膜を形成する工程は、めっき、化学蒸着(CVD)、物理蒸着(PVD)などの種々の成膜技術を用いて行われる。
【先行技術文献】
【特許文献】
【0005】
特開2021-112797号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
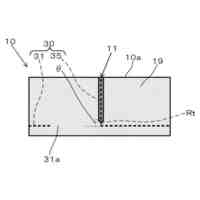
これらの成膜技術では、ウェーハの全面に亘って膜が均一に形成されないことがある。例えば、ウェーハの周方向に沿って膜厚のばらつきがあることもある。また、従来の研磨ヘッドは、ウェーハの半径方向に沿った押圧力を独立に変化させることができるので、ウェーハの半径方向の膜厚プロファイルを制御することは可能である。
【0007】
しかしながら、圧力室は同心状に配置されているので、ウェーハの周方向に沿った押圧力を制御することができず、周方向における膜厚プロファイルを制御することができない。これに対しては、圧力室を周方向に分割する方法も考えられるが、圧力室の寸法および各圧力室への圧縮気体の供給ライン数には実質的に制限がある。したがって、チップサイズレベルの分解能を有する膜厚プロファイルの制御は困難である。
【0008】
近年、上記の課題を解決する手段として、チップサイズの圧電素子などのアクチュエーターによって部分的な圧力制御を行う研磨ヘッドが開発されている。しかしながら、小さな伸縮率を有するアクチュエーターで加圧する方式の場合、アクチュエーターを取り付ける部分の面精度や傾き、取付誤差によってストローク誤差が生じる可能性がある。
【0009】
この場合、アクチュエーターを伸縮させて、ストローク誤差を補正した後に、さらに、必要な圧力分だけアクチュエーターを伸縮させる。したがって、アクチュエーターの伸縮量が不足するおそれがある。この場合、ウェーハに対して十分な押圧力を付与することができず、ウェーハの膜厚プロファイルを精度よく制御することができないおそれがある。
【0010】
そこで、本発明は、ウェーハの膜厚プロファイルを精度よく制御することができる研磨ヘッドおよび研磨システムを提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
両軸回転ヤスリ
21日前
個人
研削盤のワーク支持装置
2か月前
株式会社タカトリ
研削装置
1か月前
トヨタ自動車株式会社
外径測定方法
25日前
株式会社土橋製作所
研磨装置
2か月前
リックス株式会社
ドライアイス噴射装置
3日前
株式会社ツガミ
円筒研削盤
2か月前
信越半導体株式会社
洗浄処理装置
3日前
株式会社荏原製作所
研磨装置
21日前
株式会社ディスコ
加工具
1か月前
住友重機械工業株式会社
研削制御装置及び研削方法
2か月前
株式会社トクピ製作所
研削方法
2か月前
株式会社ディスコ
研削装置
5日前
株式会社ディスコ
加工装置
2か月前
株式会社ディスコ
研削装置
4日前
株式会社ディスコ
研磨装置
1か月前
東亜非破壊検査株式会社
タンク溶接線検査前処理装置
1か月前
株式会社ディスコ
加工方法
2か月前
株式会社ディスコ
研削装置
11日前
株式会社ディスコ
加工工具
2か月前
学校法人 中央大学
表面処理方法
1か月前
株式会社ディスコ
加工装置
25日前
NTN株式会社
異常検知システム
1か月前
日本電気硝子株式会社
ガラス板の製造方法
24日前
株式会社ディスコ
砥石
1か月前
株式会社ディスコ
研削装置
2か月前
株式会社ディスコ
研削装置
2か月前
株式会社荏原製作所
透明液充填方法
21日前
ニッタ・デュポン株式会社
研磨布
2か月前
株式会社ディスコ
切削ブレード
1か月前
信越半導体株式会社
研磨装置および研磨方法
2か月前
株式会社尼崎工作所
研磨ブラシ
1か月前
株式会社ディスコ
研削砥石
1か月前
株式会社ディスコ
ブレード着脱具
1か月前
株式会社ナノテム
砥石及びその製造方法
1か月前
株式会社ディスコ
加工装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ