TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024167796
公報種別
公開特許公報(A)
公開日
2024-12-04
出願番号
2023084131
出願日
2023-05-22
発明の名称
ターゲット組立体およびターゲット組立体の製造方法
出願人
株式会社アルバック
代理人
個人
,
個人
主分類
C23C
14/34 20060101AFI20241127BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】アルミニウム又はアルミニウム合金板のインサート材と銅合金製バッキングプレートとの間やタングステンターゲットとインサート材との間の金属間化合物層の形成を抑制し、接合強度の低下を防止したターゲット組立体及びターゲット組立体の製造方法を提供する。
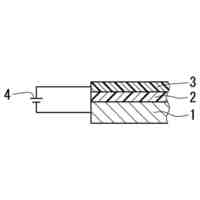
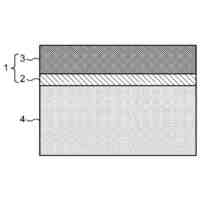
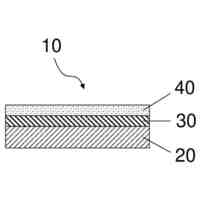
【解決手段】 タングステン又はモリブデンからなるターゲットと銅又は銅合金製のバッキングプレートと間にアルミニウム又はアルミニウム合金板のインサート材を挟んで拡散接合に接合したターゲット組立体において、前記ターゲットと前記インサート材との間、および前記バッキングプレートと前記インサート材と間のそれぞれに、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を介して拡散接合された、ターゲット組立体。
【選択図】 なし
特許請求の範囲
【請求項1】
タングステン又はモリブデンからなるターゲットと銅又は銅合金製のバッキングプレートとの間にアルミニウム又はアルミニウム合金板のインサート材を挟んで拡散接合したターゲット組立体において、
前記ターゲットと前記インサート材との間、および前記バッキングプレートと前記インサート材と間のそれぞれに、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を介して拡散接合された、ターゲット組立体。
続きを表示(約 710 文字)
【請求項2】
前記ターゲットと前記インサート材との間の面内に亘った平均せん断強度、および前記インサート材と前記バッキングプレートとの間の面内に亘った平均せん断強度が、それぞれ4[kg/mm
2
]以上である、請求項1記載のターゲット組立体。
【請求項3】
前記面内に亘った平均せん断強度と、当該面内に亘ったせん断強度の標準偏差σとの比である変動係数が0.15以下である、請求項1又は請求項2に記載のターゲット組立体。
【請求項4】
タングステン又はモリブデンからなるターゲットと銅又は銅合金製のバッキングプレートとの間にアルミニウム又はアルミニウム合金板のインサート材を挟んで拡散接合したターゲット組立体を製造するターゲット組立体の製造方法において、
前記ターゲットと前記インサート材との間と、前記バッキングプレートと前記インサート材との間の少なくとも一方に、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を設け、その後、拡散接合してターゲット組立体とする、ターゲット組立体の製造方法。
【請求項5】
前記ターゲットと前記インサート材との間と、前記バッキングプレートと前記インサート材との間の両方に、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を設け、その後、拡散接合する、請求項4記載のターゲット組立体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ターゲット組立体およびターゲット組立体の製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
ハイパワースパッタに耐えうるスパッタリングターゲットとバッキングプレートの接合方法として拡散接合は有効な方法であることが知られている。そして、近年ウエハーの大口径化に伴いスパッタリングターゲット自体も大型化しており、特にターゲット材とバッキングプレート材の熱膨張率の差が大きい場合は、拡散接合後の変形や剥れが大きな問題となってきた。
【0003】
一方、近年、半導体装置の製造分野においては、配線材料あるいは電極材料として、耐熱性および低抵抗特性を有するタングステンが広く用いられているが、このようなタングステンなどのターゲットを用いる場合、拡散接合後の変形が大きな問題となることがわかった。
【0004】
そこで、タンタル又はタングステンターゲットと銅合金製バッキングプレートが厚さ0.8mm以上のアルミニウム又はアルミニウム合金板のインサート材を介して拡散接合されており、それぞれの材料間で拡散接合界面を備えることを特徴とするタンタル又はタングステンターゲット-銅合金製バッキングプレート組立体が提案されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0005】
特許3905301号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の技術は、反り対策としては有効であると考えられるが、アルミニウム又はアルミニウム合金板のインサート材と銅合金製バッキングプレートとの間に金属間化合物層の形成が確認され、この金属間化合物層が非常に脆く、金属間化合物層が厚いほど接合強度が低下することが確認された。これにより、低温での接合をしなければならないという課題がある。
一方、タングステンとインサート材との間は接合強度が十分でなく、接合強度のバラツキが大きいという問題があり、逆に高温接合をしなければならないという課題がある。
【0007】
本発明は、このような事情に鑑み、アルミニウム又はアルミニウム合金板のインサート材と銅合金製バッキングプレートとの間の金属間化合物層の形成を抑制して接合強度の低下を防止し、且つターゲットとインサート材との間の接合強度を十分な強度に向上させることができるターゲット組立体及びターゲット組立体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明の第1の態様は、タングステン又はモリブデンからなるターゲットと銅又は銅合金製のバッキングプレートとの間にアルミニウム又はアルミニウム合金板のインサート材を挟んで拡散接合したターゲット組立体において、前記ターゲットと前記インサート材との間、および前記バッキングプレートと前記インサート材との間のそれぞれに、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を介して拡散接合された、ターゲット組立体にある。
本発明の第2の態様は、前記ターゲットと前記インサート材との間の面内に亘った平均せん断強度、および前記インサート材と前記バッキングプレートとの間の面内に亘った平均せん断強度が、それぞれ4[kg/mm
2
]以上である、第1の態様のターゲット組立体にある。
本発明の第3の態様は、前記面内に亘った平均せん断強度と、当該面内に亘ったせん断強度の標準偏差σとの比である変動係数が0.15以下である、第1又は第2の態様のターゲット組立体にある。
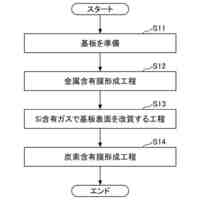
本発明の第4の態様は、タングステン又はモリブデンからなるターゲットと銅又は銅合金製のバッキングプレートとの間にアルミニウム又はアルミニウム合金板のインサート材を挟んで拡散接合したターゲット組立体を製造するターゲット組立体の製造方法において、前記ターゲットと前記インサート材との間と、前記バッキングプレートと前記インサート材との間の少なくとも一方に、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を設け、その後、拡散接合してターゲット組立体とする、ターゲット組立体の製造方法にある。
本発明の第5の態様は、前記ターゲットと前記インサート材との間と、前記バッキングプレートと前記インサート材との間との両方に、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を設け、その後、拡散接合する、第4の態様のターゲット組立体の製造方法にある。
【発明の効果】
【0009】
かかる本発明では、ターゲットとインサート材との間、およびバッキングプレートとインサート材との間のそれぞれに、Ti、V、Cr、Nb、Pd、Ir、Ptおよびこれらの金属の少なくとも1種を含む合金からなり、0.1μmより大きく、3.0μm以下の厚さを有する金属薄膜層を設けて拡散接合しているので、アルミニウム又はアルミニウム合金板のインサート材と銅合金製バッキングプレートとの間の金属間化合物層の形成を抑制して接合強度の低下を防止し、且つターゲットとインサート材との間の接合強度を十分な強度に向上させたターゲット組立体及びターゲット組立体の製造方法を提供することができる。
【図面の簡単な説明】
【0010】
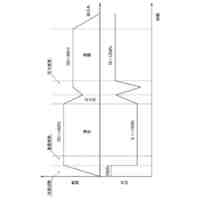
Al-Ti、Cu-Ti、Ti-Wの二元状態図である。
Al-V、Cu-V、V-Wの二元状態図である。
Al-Cr、Cr-Cu、Cr-Wの二元状態図である。
Al-Fe、Cu-Fe、Fe-Wの二元状態図である。
Al-Co、Co-Cu、Co-Wの二元状態図である。
Al-Ni、Cu-Ni、Ni-Wの二元状態図である。
Al-Nb、Cu-Nb、Nb-Wの二元状態図である。
Al-Pd、Cu-Pd、Pd-Wの二元状態図である。
Al-Ir、Cu-Ir、Ir-Wの二元状態図である。
Al-Pt、Cu-Pt、Pt-Wの二元状態図である。
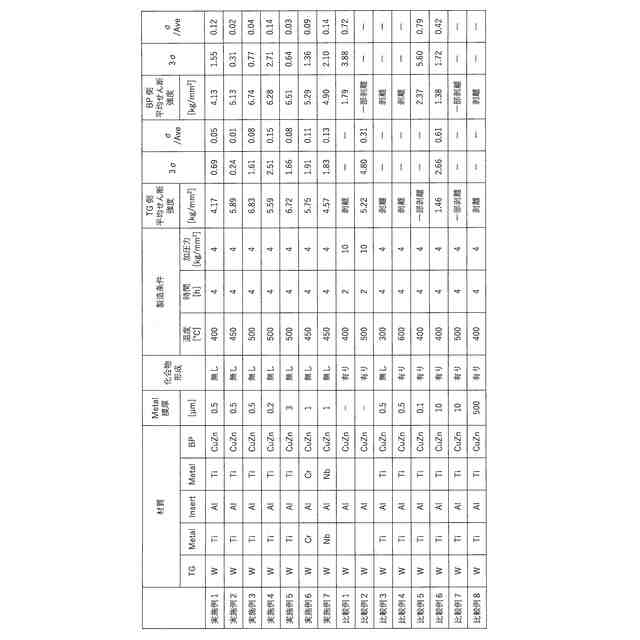
実施例1-7,比較例1-8のせん断強度を示すグラフである。
実施例11-17,比較例11-18のせん断強度を示すグラフである。
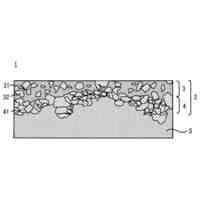
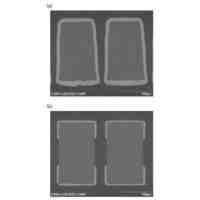
実施例3のインサート材及びバッキングプレート界面の断面SEM観察像である。
比較例2のインサート材及びバッキングプレート界面の断面SEM観察像である。
比較例5のインサート材及びバッキングプレート界面の断面SEM観察像である。
比較例7のターゲット及びインサート材界面の断面SEM観察像である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理方法
2か月前
芝浦メカトロニクス株式会社
成膜装置
2か月前
日産自動車株式会社
樹脂部材
10日前
神東塗料株式会社
鋼構造物の防食方法
2か月前
日鉄防食株式会社
防食施工方法
1か月前
株式会社アルバック
成膜方法
1か月前
大阪瓦斯株式会社
成膜装置
2か月前
株式会社神戸製鋼所
被膜および軸受
1か月前
株式会社アルバック
ガス導入管
24日前
一般財団法人電力中央研究所
耐腐食膜
10日前
栗田工業株式会社
金属部材の防食方法
16日前
東京エレクトロン株式会社
基板処理方法
23日前
信越化学工業株式会社
ガス発生装置
1か月前
株式会社不二越
熱処理に用いる油切り装置
17日前
株式会社鈴木商店
皮膜および皮膜形成方法
2か月前
日本製鉄株式会社
表面処理鋼板
2か月前
日揚科技股分有限公司
防着オブジェクト
2か月前
東京エレクトロン株式会社
成膜装置及び成膜方法
2か月前
キヤノントッキ株式会社
成膜装置
2か月前
キヤノントッキ株式会社
成膜装置
4日前
信越化学工業株式会社
炭化金属被覆炭素材料
2か月前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
2か月前
JFEスチール株式会社
絶縁被膜付き電磁鋼板
2か月前
大阪瓦斯株式会社
原料粉、成膜方法及び成膜体
2か月前
キヤノントッキ株式会社
成膜装置
2か月前
出光興産株式会社
水溶性防錆剤組成物
2か月前
株式会社高純度化学研究所
金属薄膜の原子層堆積方法
2か月前
株式会社フジミインコーポレーテッド
溶射用粉末
2か月前
株式会社カネカ
放熱シートおよび放熱シートの製造方法
2か月前
テス カンパニー、リミテッド
非晶質炭素膜及びその蒸着方法
2か月前
三菱重工業株式会社
風車翼の前縁保護層施工方法
2か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
2か月前
上村工業株式会社
めっき皮膜の製造方法
1か月前
デンカ株式会社
電解質溶液及び電気化学的防食工法
2か月前
東京エレクトロン株式会社
基板処理方法及び基板処理装置
9日前
株式会社神戸製鋼所
表面処理金属材、及び接合体
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ