TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024166712
公報種別
公開特許公報(A)
公開日
2024-11-29
出願番号
2023083011
出願日
2023-05-19
発明の名称
エッチング加工製品及びその製造方法
出願人
TOPPANホールディングス株式会社
代理人
弁理士法人鈴榮特許綜合事務所
主分類
C23F
1/00 20060101AFI20241122BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】 高アスペクト比で高精細パターンを有するエッチング加工製品を簡便に製造する技術を提供する。
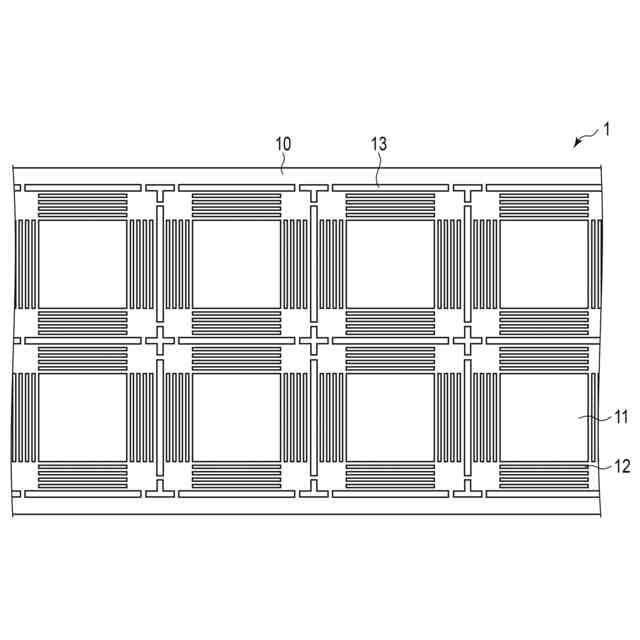
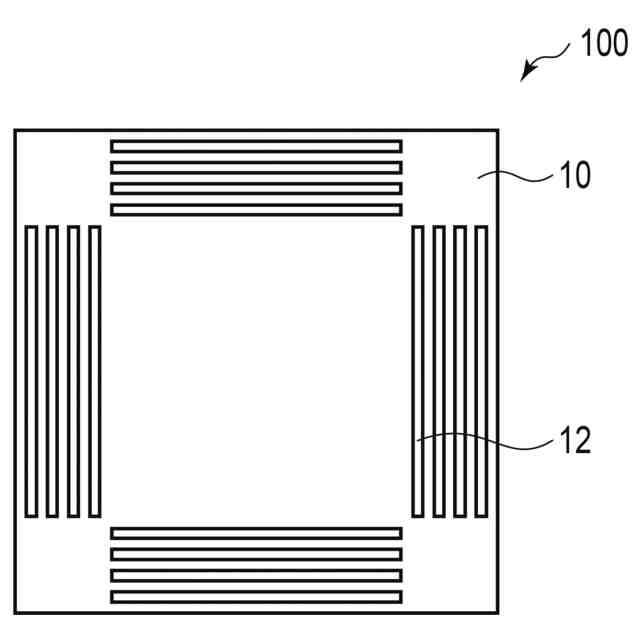
【解決手段】 エッチング加工製品は、第1面とその裏面である第2面とを有し、1以上の貫通孔群が設けられた金属板からなる。上記1以上の貫通孔群の各々は、各辺の長さが上記金属板の厚さ以上である矩形状の開口を前記第1面に有している第1貫通孔と、幅が上記金属板の上記厚さ未満である線形状の開口を各々が上記第1面に有し、上記第1貫通孔の周囲に配置された複数の第2貫通孔とを含んでいる。
【選択図】 図1
特許請求の範囲
【請求項1】
第1面とその裏面である第2面とを有し、1以上の貫通孔群が設けられた金属板からなり、前記1以上の貫通孔群の各々は、各辺の長さが前記金属板の厚さ以上である矩形状の開口を前記第1面に有している第1貫通孔と、幅が前記金属板の前記厚さ未満である線形状の開口を各々が前記第1面に有し、前記第1貫通孔の周囲に配置された複数の第2貫通孔とを含んだエッチング加工製品。
続きを表示(約 1,300 文字)
【請求項2】
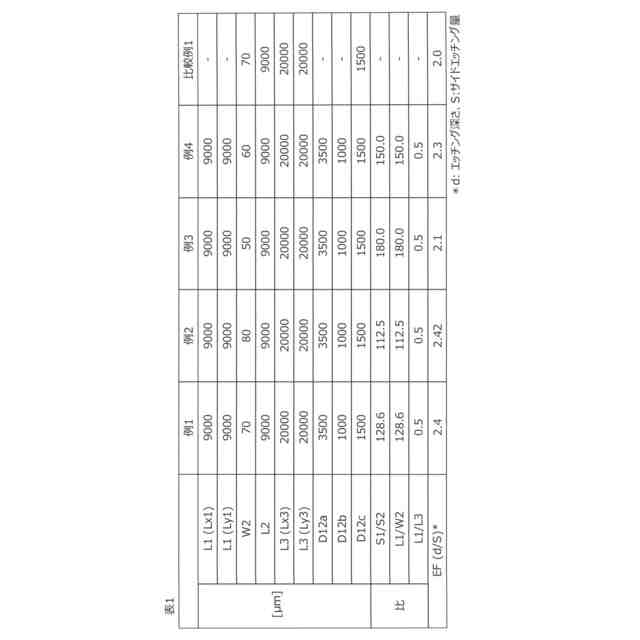
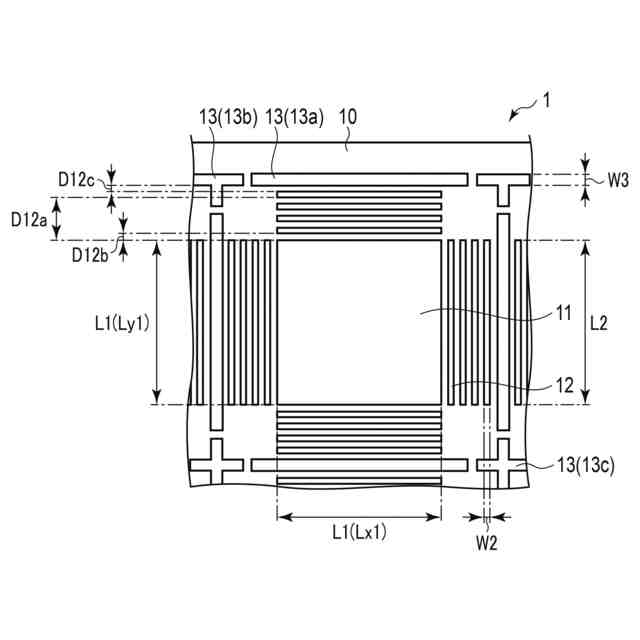
前記複数の第2貫通孔の各々の前記開口は幅が20乃至150μmの範囲内にあり、前記第1貫通孔の前記開口の面積S1と、前記複数の第2貫通孔の各々の前記開口の面積S2との比S1/S2は10以上である請求項1に記載のエッチング加工製品。
【請求項3】
前記第1貫通孔の前記開口の各辺の長さL1と、前記複数の第2貫通孔の各々の前記開口の幅W2との比L1/W2は10乃至900の範囲内にある請求項1に記載のエッチング加工製品。
【請求項4】
前記1以上の貫通孔群の各々において、前記複数の第2貫通孔の各々の前記開口は、前記第1貫通孔の前記開口までの距離が3.5mm以下である請求項1に記載のエッチング加工製品。
【請求項5】
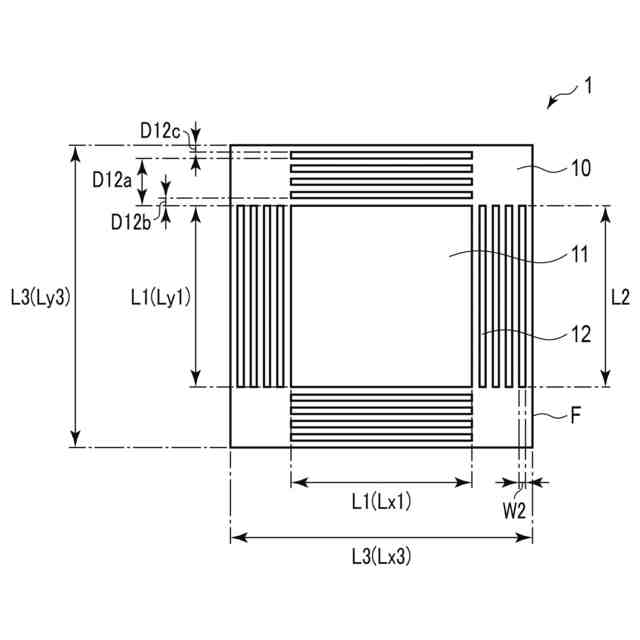
前記金属板には、前記1以上の貫通孔群の各々を取り囲むように配列した複数の第3貫通孔が更に設けられ、前記第1貫通孔の前記開口の各辺の長さL1と、前記複数の第3貫通孔の配列が取り囲む各領域の前記第1面における寸法L3との比L1/L3は0.5以下である請求項1に記載のエッチング加工製品。
【請求項6】
前記複数の第3貫通孔の前記第1面における開口幅W3と、前記複数の第2貫通孔の各々の前記開口の幅W2との比W3/W2は5乃至50の範囲内にある請求項5に記載のエッチング加工製品。
【請求項7】
前記1以上の貫通孔群の各々において、前記複数の第2貫通孔の各々の前記開口は、前記第1貫通孔の前記開口までの距離及び前記複数の第3貫通孔の開口までの最短距離の少なくとも一方が2.0mm以下である請求項5に記載のエッチング加工製品。
【請求項8】
前記1以上の貫通孔群は2以上の貫通孔群である請求項1に記載のエッチング加工製品。
【請求項9】
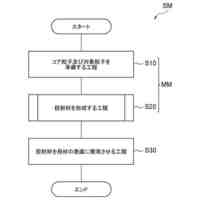
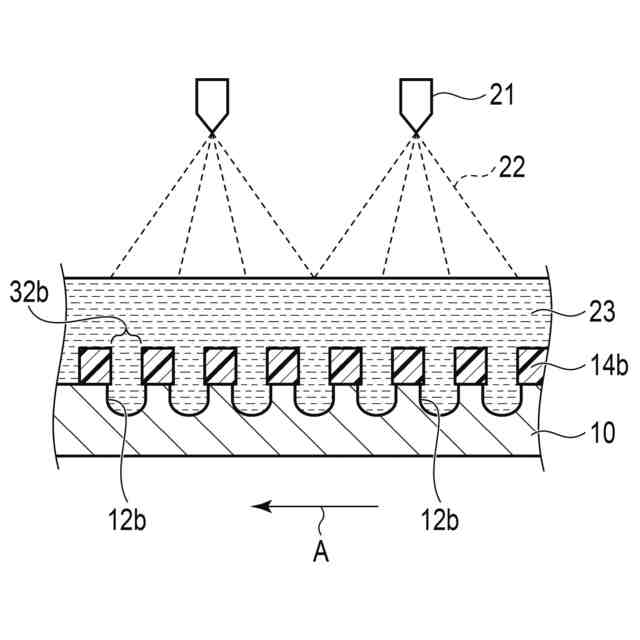
第1面とその裏面である第2面とを有している金属板を準備することと、
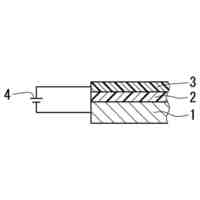
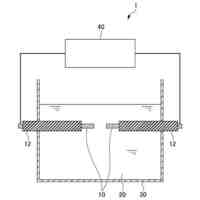
エッチングマスクを前記第1面の上に形成することと、
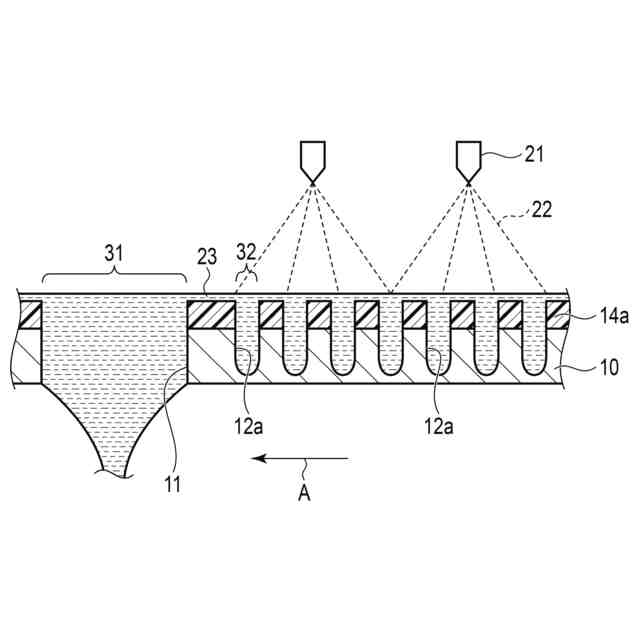
前記エッチングマスクを設けた前記第1面へエッチング液を噴霧して、前記金属板をエッチングすることと
を含み、
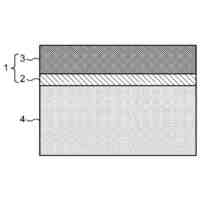
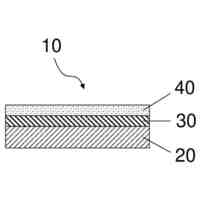
前記エッチングマスクとして、1以上の開口パターンが設けられ、前記1以上の開口パターンの各々は、各辺の長さが前記金属板の厚さ以上である矩形状の開口を有する第1開口部と、幅が前記金属板の前記厚さ未満である線形状の開口を各々が有し、前記第1開口部の周囲に配置された複数の第2開口部とを含んだものを使用して、前記エッチングにおいて、エッチングレートに違いを生じさせて前記第1開口部の位置で前記金属板に第1貫通孔を形成し、その後、前記複数の第2開口部の位置で前記金属板に複数の第2貫通孔をそれぞれ形成するエッチング加工製品の製造方法。
【請求項10】
前記エッチングマスクの形成は、
前記第1面の上に感光性樹脂層を設けることと、
前記感光性樹脂層をパターン露光することと、
パターン露光後の前記感光性樹脂層を現像することと
を含んだ請求項9に記載のエッチング加工製品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、エッチング加工製品及びその製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
電子部品の高密度実装化に伴い、高精細パターンを要求されるエッチング加工製品のファインピッチ化が急速に進展し、近年においてはエッチングの限界加工ピッチとなりつつある。これらの部品の多くはフォトエッチング法で製造されている。フォトエッチング法では、銅系や鉄系の金属材料表面に耐腐食性のフォトレジスト膜を所望するパターンに形成し、パターンから露出した金属部分をエッチング液にて腐食し加工する。
【0003】
このようなエッチング液を用いたウェットエッチングでは、フォトレジストの開口部からフォトレジスト直下まで等方的にエッチングが進行するので、サイドエッチングが問題となる。サイドエッチングとは、フォトレジスト膜面下へも等方的エッチングが入ることをいい、サイドエッチング量が多いと金属材料のエッチング部分を高アスペクト比にするには、隣り合うパターンとのピッチを狭くできないといった問題が発生する。このため従来のフォトエッチング技術により金属のエッチング加工製品を製造する場合、金属材料の厚さよりも開口幅が狭い高アスペクト比の貫通孔を形成することは難しく、上述したファインピッチ化に対応することが非常に困難となっている。
【0004】
この問題を解決するために、フォトエッチング法により金属層に設けられた貫通孔が、金属層の表層側に一次エッチングによる側壁を有し、深層側に電着フォトレジストを用いた二次エッチングによる側壁を有する金属のエッチング加工製品が開発されている(例えば、特許文献1及び2を参照。)しかしながら、このエッチング加工製品を製造するためには現行プロセスが使えないため、設備改造やプロセスの最適化などが必要となる。また、この方法は2段エッチングを行うものであり、プロセスが複雑となる。
【先行技術文献】
【特許文献】
【0005】
特開2004-204251号公報
特開2004-218033号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、高アスペクト比で高精細パターンを有するエッチング加工製品を簡便に製造する技術を提供することを目的とする。
【課題を解決するための手段】
【0007】
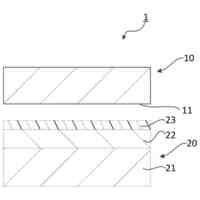
本発明の一側面によると、第1面とその裏面である第2面とを有し、1以上の貫通孔群が設けられた金属板からなり、上記1以上の貫通孔群の各々は、各辺の長さが上記金属板の厚さ以上である矩形状の開口を上記第1面に有している第1貫通孔と、幅が上記金属板の上記厚さ未満である線形状の開口を各々が上記第1面に有し、上記第1貫通孔の周囲に配置された複数の第2貫通孔とを含んだエッチング加工製品が提供される。
【0008】
本発明の他の側面によると、上記複数の第2貫通孔の各々の上記開口は幅が20乃至150μmの範囲内にあり、上記第1貫通孔の上記開口の面積S1と、上記複数の第2貫通孔の各々の上記開口の面積S2との比S1/S2は10以上である上記側面に係るエッチング加工製品が提供される。
【0009】
本発明の更に他の側面によると、上記第1貫通孔の上記開口の各辺の長さL1と、上記複数の第2貫通孔の各々の上記開口の幅W2との比L1/W2は10乃至900の範囲内にある上記側面の何れかに係るエッチング加工製品が提供される。
【0010】
本発明の更に他の側面によると、上記1以上の貫通孔群の各々において、上記複数の第2貫通孔の各々の上記開口は、上記第1貫通孔の上記開口までの距離が3.5mm以下である上記側面の何れかに係るエッチング加工製品が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理方法
1か月前
芝浦メカトロニクス株式会社
成膜装置
1か月前
日鉄防食株式会社
防食施工方法
5日前
神東塗料株式会社
鋼構造物の防食方法
1か月前
大阪瓦斯株式会社
成膜装置
1か月前
株式会社JCU
無電解めっき方法
2か月前
株式会社アルバック
成膜方法
12日前
株式会社神戸製鋼所
被膜および軸受
6日前
株式会社鈴木商店
皮膜および皮膜形成方法
1か月前
信越化学工業株式会社
ガス発生装置
27日前
日本製鉄株式会社
表面処理鋼板
2か月前
日揚科技股分有限公司
防着オブジェクト
1か月前
マシン・テクノロジー株式会社
蒸着フィルム製造装置
2か月前
サンデン株式会社
摺動部材
2か月前
東京エレクトロン株式会社
成膜装置及び成膜方法
1か月前
キヤノントッキ株式会社
成膜装置
1か月前
大陽日酸株式会社
半導体材料ガス生成装置
2か月前
信越化学工業株式会社
炭化金属被覆炭素材料
1か月前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
1か月前
大阪瓦斯株式会社
原料粉、成膜方法及び成膜体
1か月前
出光興産株式会社
水溶性防錆剤組成物
1か月前
キヤノントッキ株式会社
成膜装置
1か月前
株式会社高純度化学研究所
金属薄膜の原子層堆積方法
1か月前
JFEスチール株式会社
絶縁被膜付き電磁鋼板
1か月前
株式会社フジミインコーポレーテッド
溶射用粉末
1か月前
東京エレクトロン株式会社
成膜方法及び成膜装置
2か月前
テス カンパニー、リミテッド
非晶質炭素膜及びその蒸着方法
1か月前
株式会社カネカ
放熱シートおよび放熱シートの製造方法
2か月前
三菱重工業株式会社
風車翼の前縁保護層施工方法
1か月前
東京エレクトロン株式会社
成膜装置
2か月前
デンカ株式会社
電解質溶液及び電気化学的防食工法
1か月前
上村工業株式会社
めっき皮膜の製造方法
1か月前
新東工業株式会社
投射材の製造方法及び表面処理方法
1か月前
株式会社神戸製鋼所
表面処理金属材、及び接合体
6日前
キヤノントッキ株式会社
成膜装置及び成膜方法
2か月前
大陽日酸株式会社
前駆体用バブリング容器
25日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ