TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024130112
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023039637
出願日
2023-03-14
発明の名称
蒸着フィルム製造装置
出願人
マシン・テクノロジー株式会社
代理人
個人
主分類
C23C
14/56 20060101AFI20240920BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】装置の大型化を将来せず品質のよい金属蒸着フィルムを提供すること。
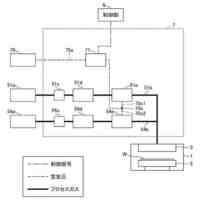
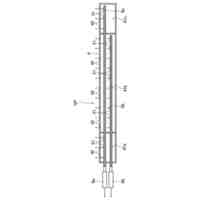
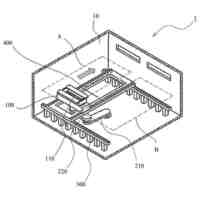
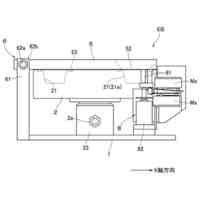
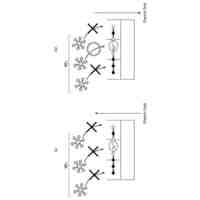
【解決手段】キャンローラ201を挟んで上室10Uと下室10Dとに仕切られた蒸着フィルム製造装置1において、下室10Dを所定の真空度PDに保つ下室真空部500と、上室10Uを所定の真空度PUに保つ上室真空部400と、内部にホローカソード611を収容した電子供給室601と、電離用のガスを供給しつつ電子供給室601内を所定の真空度PRに保つバルブ621と、電子供給室601内のガスを電離させる電源603と、を具備し、電子供給室601にキャンローラ201表面に向けて開口したスリット613を設け、キャンローラ201側からの反跳電子の拡散を防止する拡散防止カバー604を設け、キャンローラ201表面を適正に帯電させてフィルムの密着性を高めることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
円柱形のキャンローラを挟んで上室と下室とに仕切られた蒸着フィルム製造装置において、
キャンローラは軸を水平にして、下室側にて所定の中心角にわたり帯状の誘電体フィルムを当接させながら回転して送り、
金属蒸気をフィルム側に向けて放散する、下室に設けられた蒸散部と、
下室を第一の所定の真空度に保つ、下室に連通させた下室用真空ポンプと、
上室を第二の所定の真空度に保つ、上室に連通させた上室用真空ポンプと、
内部にホローカソードを収容し、外形が柱状であり長手を前記軸に平行にして配置した電子供給室と、
電子供給室内に電離用のガスを供給するガス供給部と、
電子供給室内を第三の所定の真空度に保つ室内圧制御手段と、
ホローカソードを介して電子供給室内のガスを電離させる電源部と、
を具備し、
更に、
電子供給室に、誘電体フィルムに覆われていないキャンローラ表面に向けて開口した、電子放出用のスリットを前記軸に平行に設け、
電子供給室とキャンローラとの間に、キャンローラ側からの電子の跳ね返りの上室側への拡散を防止する防止体を設け、
キャンローラ表面を帯電させて誘電体フィルムのキャンローラへの密着性を高めつつ上室内にて意図しない放電発生を抑制することを特徴とする蒸着フィルム製造装置。
続きを表示(約 420 文字)
【請求項2】
スリットから漏出する正に帯電したガスを所定方向に向けるガイド体を上室に設けたことを特徴とする請求項1に記載の蒸着フィルム製造装置。
【請求項3】
キャンローラに当接する誘電体フィルムは、片面が既に前記金属蒸気と同一または異なる金属にて金属蒸着された誘電体フィルムであって、前記中心角を180°を超え270°以下としたことを特徴とする請求項1または2に記載の蒸着フィルム製造装置。
【請求項4】
室内圧力制御手段は、ガス供給部のガス供給量の調整手段、または、電子供給室用の真空ポンプであることを特徴とする請求項1または2に記載の蒸着フィルム製造装置。
【請求項5】
下室の圧力PD、上室の圧力PU、電子供給室の圧力PRに関し、
PD<PU<PRかつ10PU≦PR≦1000PUとしてキャンローラを帯電させることを特徴とする請求項1または2に記載の蒸着フィルム製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、誘電体フィルムのキャンローラへの密着度を高めつつ意図しない放電発生による悪影響を抑制し、高品質な金属蒸着フィルムを製造する蒸着フィルム製造装置に関し、特に、ホローカソードを用い装置の大型化を将来しない蒸着フィルム製造装置に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
従来、フィルムコンデンサ用フィルムすなわち金属蒸着誘電体フィルムを製造する装置としてキャンローラを用いるものが知られている。これは連続的に供給される帯状の樹脂フィルムをキャンローラに所定の中心角(抱き角)分だけあてがって送り、当接部分にて金属蒸着をおこなう装置である。
フィルムは薄くその温度は事実上キャンローラの表面温度となるため、金属蒸着の際のフィルムの熱負けを生じさせないために、キャンローラを冷却する機構が採用される。これにより金属蒸着フィルムの品質が向上する。
【0003】
さらに、フィルムのキャンローラへの密着度が高いと、均質かつ速やかな冷却温度の伝搬がおこるので、キャンローラ上空に軸方向に長手に配したタングステンワイヤを通電し、熱電子を発生させてキャンローラを帯電させる機構も採用される。
【0004】
また通常、チャンバー内はキャンローラを挟んで上室と下室に仕切られ、金属蒸着をおこなう下室では10
-2
Pa(Pa:パスカル)程度以下の真空が保たれる様にしており、上室では10
-1
Pa程度としている。
このとき、上室用の真空ポンプとしては、メカニカルブースターポンプとロータリーポンプといった組合せを用い、下室では更に、油拡散ポンプを組み合わせ、高真空を実現する。
一般に、真空度を高めるほど多段階の真空引きが必要となり、キャンローラを用いる寿着フィルム製造装置では、上室用と下室用との事実上2セットの真空ポンプシステムが必要となるが、それでも、仕切りを設けずチャンバー内全体を10
-2
Pa程度以下に持って行くための真空ポンプシステムを導入するより、装置全体の構成の大型化が避けられ安価な装置導入が可能となる。
【0005】
しかしながら、キャンローラを帯電させる場合には、フィルムを巻き付けない上室側にてワイヤから電子を放出させる必要がある一方、雰囲気圧力が10
-1
Pa程度であると異常放電が生じてしまうという。
これを回避するため、第三の真空ポンプシステムを導入してワイヤ近傍だけでも10
-2
Pa程度にしたり、上室全体も異常放電の生じない10
-2
Paにする大型ポンプシステムを導入したりする必要があり、結局装置構成の大型化を招来してしまう、という問題点があった(結果として、装置が高くなってしまうことにもなる)。
【先行技術文献】
【特許文献】
【0006】
特開2003-308609号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は上記に鑑みてなされたものであって、装置の大型化を将来せず高品質な金属蒸着フィルムを製造する金属フィルム蒸着装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1に記載の蒸着フィルム製造装置は、円柱形のキャンローラを挟んで上室と下室とに仕切られた蒸着フィルム製造装置において、キャンローラは軸を水平にして、下室側にて所定の中心角にわたり帯状の誘電体フィルムを当接させながら回転して送り、金属蒸気をフィルム側に向けて放散する、下室に設けられた蒸散部と、下室を第一の所定の真空度に保つ、下室に連通させた下室用真空ポンプと、上室を第二の所定の真空度に保つ、上室に連通させた上室用真空ポンプと、内部にホローカソードを収容し、外形が柱状であり長手を前記軸に平行にして配置した電子供給室と、電子供給室内に電離用のガスを供給するガス供給部と、電子供給室内を第三の所定の真空度に保つ室内圧制御手段と、ホローカソードを介して電子供給室内のガスを電離させる電源部と、を具備し、更に、電子供給室に、誘電体フィルムに覆われていないキャンローラ表面に向けて開口した、電子放出用のスリットを前記軸に平行に設け、電子供給室とキャンローラとの間に、キャンローラ側からの電子の跳ね返りの上室側への拡散を防止する防止体を設け、キャンローラ表面を帯電させて誘電体フィルムのキャンローラへの密着性を高めつつ上室内にて意図しない放電の発生を抑制するようにしたことを特徴とする。
【0009】
すなわち、請求項1に係る発明は、上室の真空度より高い圧力雰囲気で電離させた電子を加速して放出する、ホローカソードを収容した電子供給室を用いるので、装置の大型化を招来することなくフィルムの密着度を好適に上昇させる。更に、キャンローラ側からの電子の跳ね返りが上室内に広がることを抑制するので、意図しない放電発生の可能性を低減する。これらにより、品質のよい信頼性の高い金属蒸着フィルムを提供可能となる。
【0010】
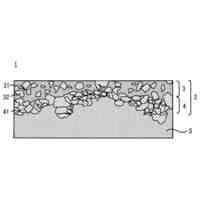
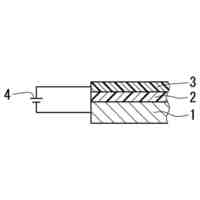
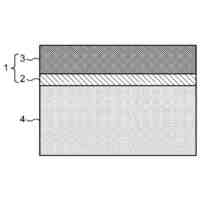
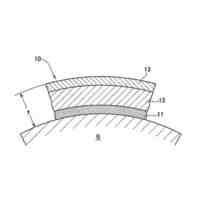
キャンローラの大きさは、適宜設計すればよく、たとえば、直径50cm~70cm、軸長(幅)350mm~950mmとすることができる。また、キャンローラを効率的に帯電させておくため、表面を誘電体層(絶縁層)で被覆しておくのが好ましく、たとえば、セラミックスにより形成する例を挙げることができる。セラミックスとしては、アルミナのみ、アルミナ+チタニア(アルミナとチタニアの混合セラミックス、一部チタン酸アルミニウムとなっていても良いものとする)、チタニアのみ、などを挙げることができる。なお、絶縁層の厚みは30μm~100μmの例を挙げることができる。
誘電体フィルムの素材としては、PP(ポリプロピレン)、PPS(ポリフェニレンサルファイド)、PVDF(ポリフッ化ビニリデン)、PET(ポリエチレンテレフタレート)、ポリイミド、などを挙げることができる。また、厚みは1.5μm~50μm、幅は300mm~900mmの例を挙げることができる。
第一の所定の真空度は、金属蒸着に好適な真空度であればよく、たとえば、(0.5~50)×10
-2
Paとする例を挙げることができる。概ね10
-2
のオーダーであることが目安となる。
第二の所定の真空度は、電子供給室からの電離ガスの漏入、下室との圧力差を考慮し適宜設計すればよいが、たとえば、(0.5~50)×10
-1
Paとする例を挙げることができる。概ね10
-1
のオーダーであることが目安となる。
第三の所定の真空度は、スリット幅、電位差、ガス供給量、上室の真空度等に依存するが、たとえば0.5Pa~100Paとする例を挙げることができる。概ね10
+1
オーダーであることが目安となる。
電離用のガスは、フィルムや金属との反応性に乏しい希ガス、たとえばArを挙げることができる。
電源部による電圧は、ガスを効率的に電離させ、かつ、電子が加速されてスリットから連続安定的に射出するようにできるのであれば特に限定されず、カソードに対しての-4kV~-16kVの直流電圧(スリット部分をアース)とする例を挙げることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
熱処理方法
2か月前
日産自動車株式会社
樹脂部材
1か月前
神東塗料株式会社
鋼構造物の防食方法
3か月前
日鉄防食株式会社
防食施工方法
1か月前
大阪瓦斯株式会社
成膜装置
3か月前
株式会社アルバック
成膜方法
2か月前
東京エレクトロン株式会社
成膜装置
2日前
株式会社アルバック
ガス導入管
1か月前
株式会社神戸製鋼所
被膜および軸受
1か月前
一般財団法人電力中央研究所
耐腐食膜
1か月前
栗田工業株式会社
金属部材の防食方法
1か月前
東京エレクトロン株式会社
基板処理方法
1か月前
株式会社不二越
熱処理に用いる油切り装置
1か月前
株式会社鈴木商店
皮膜および皮膜形成方法
3か月前
信越化学工業株式会社
ガス発生装置
2か月前
日揚科技股分有限公司
防着オブジェクト
3か月前
キヤノントッキ株式会社
成膜装置
3か月前
キヤノントッキ株式会社
成膜装置
29日前
東京エレクトロン株式会社
成膜装置及び成膜方法
3か月前
株式会社アルバック
電子ビーム式蒸着ユニット
2日前
信越化学工業株式会社
炭化金属被覆炭素材料
3か月前
株式会社オプトラン
気泡除去方法及び気泡除去装置
5日前
JFEスチール株式会社
耐遅れ破壊性に優れた高強度鋼板
3か月前
株式会社高純度化学研究所
金属薄膜の原子層堆積方法
3か月前
JFEスチール株式会社
絶縁被膜付き電磁鋼板
3か月前
出光興産株式会社
水溶性防錆剤組成物
3か月前
東京エレクトロン株式会社
吸着制御方法及び成膜装置
2日前
キヤノントッキ株式会社
成膜装置
3か月前
大阪瓦斯株式会社
原料粉、成膜方法及び成膜体
3か月前
アイテック株式会社
複合めっき材
5日前
テス カンパニー、リミテッド
非晶質炭素膜及びその蒸着方法
2か月前
三菱重工業株式会社
風車翼の前縁保護層施工方法
3か月前
株式会社フジミインコーポレーテッド
溶射用粉末
3か月前
株式会社アルバック
タングステン配線膜の成膜方法
5日前
株式会社アルバック
真空成膜装置及び真空成膜方法
5日前
上村工業株式会社
めっき皮膜の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ