TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024164843
公報種別
公開特許公報(A)
公開日
2024-11-27
出願番号
2024150712,2022107073
出願日
2024-09-02,2022-07-01
発明の名称
フレア加工用内面溝付管およびそれを備える熱交換器
出願人
株式会社KMCT
代理人
個人
,
個人
主分類
F28F
1/40 20060101AFI20241120BHJP(熱交換一般)
要約
【課題】フレア加工による拡管によって割れが生じ難いフレア加工用内面溝付管の提供。
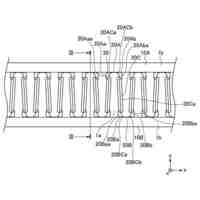
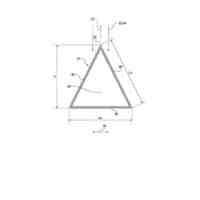
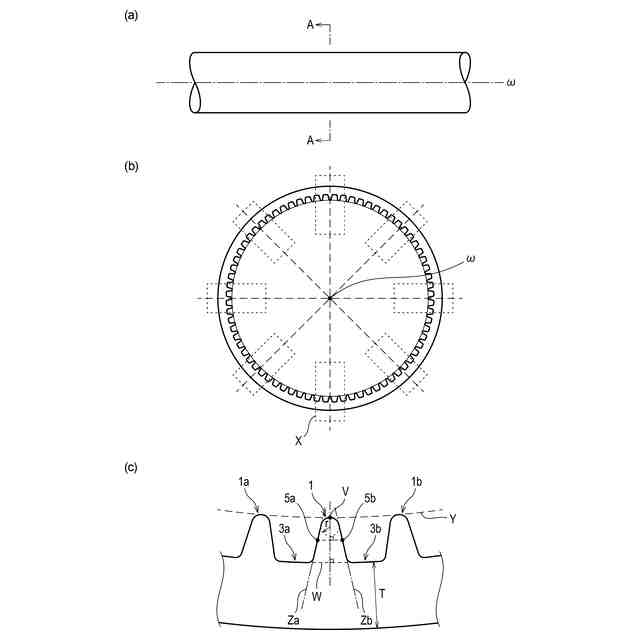
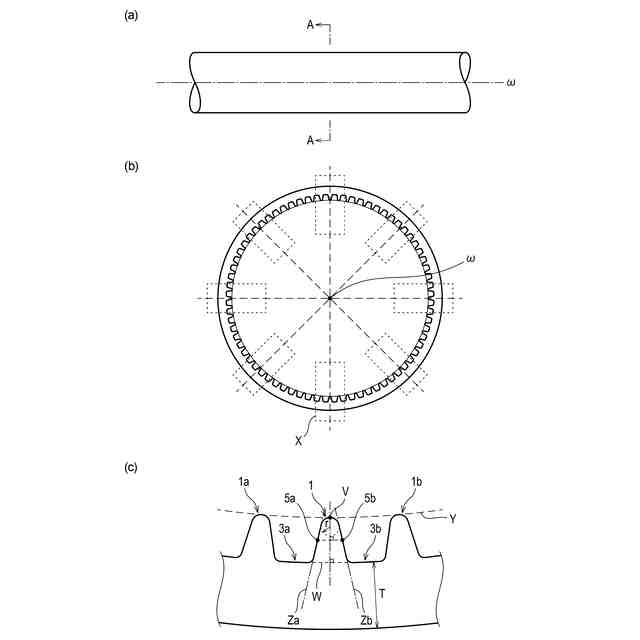
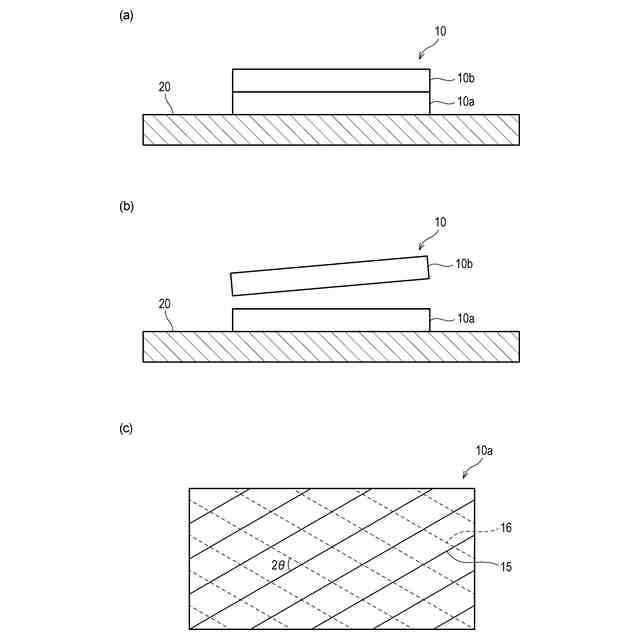
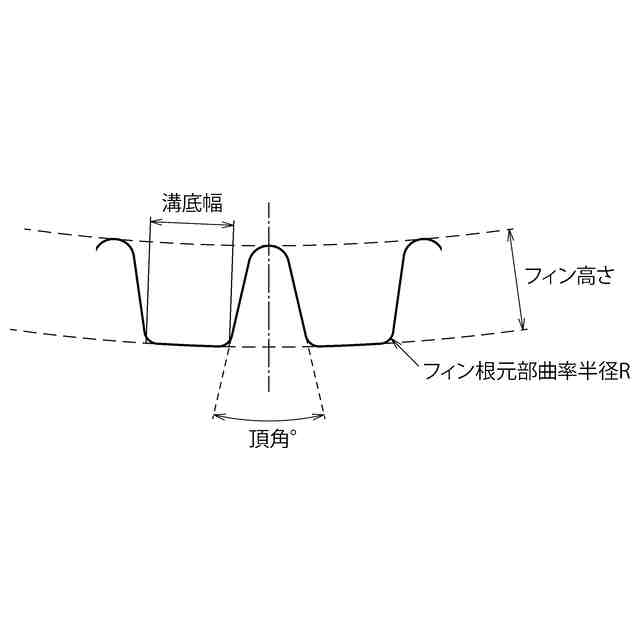
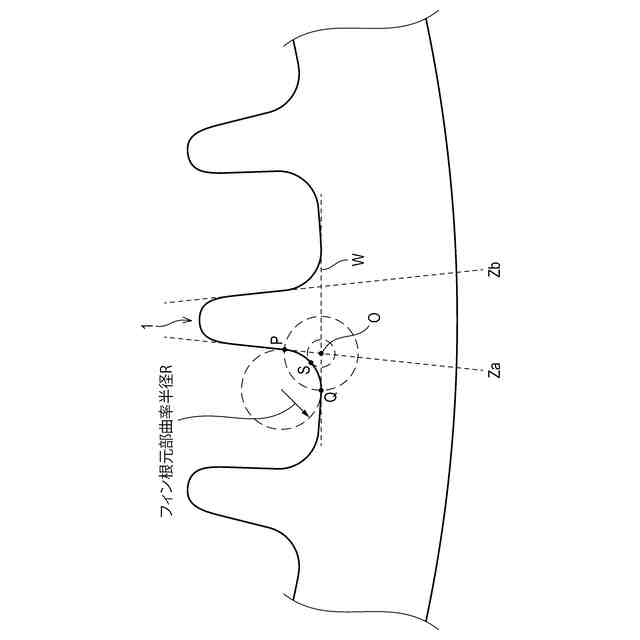
【解決手段】内面に溝を有し、端部にフレア加工を施す継目無管であるフレア加工用内面溝付管であって、外径Dが2.0mm以上5.5mm以下であり、肉厚Tと外径Dとの比T/Dが0.057-0.005D以上、0.075-0.005D以下であり、内面の前記溝の捩れ角θが15度以上、27度以下であり、内面の前記溝を構成するフィンの先端部曲率半径rと、円周方向における前記フィンの数Nとが特定の式を満たし、前記先端部曲率半径rと、前記捩れ角θとが特定の式を満たす、フレア加工用内面溝付管。
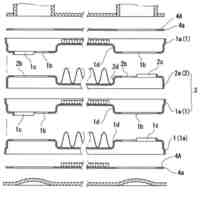
【選択図】図1
特許請求の範囲
【請求項1】
内面に溝を有し、端部にフレア加工を施す継目無管であるフレア加工用内面溝付管であって、
外径Dが2.0mm以上5.5mm以下であり、
肉厚Tと外径Dとの比T/Dが0.057-0.005D以上、0.075-0.005D以下であり、
前記肉厚Tは0.17~0.27mmであり、
内面の前記溝の捩れ角θが15度以上、27度以下であり、
内面の前記溝を構成するフィンの先端部曲率半径rと、円周方向における前記フィンの数Nとが下記式(1)を満たし、
前記先端部曲率半径rと、前記捩れ角θとが下記式(2)を満たし、
前記先端部曲率半径rは0.036~0.045mmであり、
前記フィンの数Nは37~52個であり、
JIS H 3300に規定されるC1220(りん脱酸銅)、C1201(低りん脱酸銅)、またはC1020(無酸素銅)からなる、フレア加工用内面溝付管。
式(1):0.500≦1/(r×N)≦0.61
式(2):0.046≦r×(1/cosθ)≦0.051
続きを表示(約 530 文字)
【請求項2】
内面に溝を有し、端部にフレア加工を施す継目無管であるフレア加工用内面溝付管であって、
外径Dが2.0mm以上5.5mm以下であり、
肉厚Tと外径Dとの比T/Dが0.057-0.005D以上、0.075-0.005D以下であり、
前記肉厚Tは0.17~0.27mmであり、
内面の前記溝の捩れ角θが15度以上、27度以下であり、
内面の前記溝を構成するフィンの先端部曲率半径rと、円周方向における前記フィンの数Nとが下記式(1´)を満たし、
前記先端部曲率半径rと、前記捩れ角θとが下記式(2´)を満たし、
前記先端部曲率半径rは0.036~0.045mmであり、
前記フィンの数Nは37~52個であり、
JIS H 3300に規定されるC1220(りん脱酸銅)、C1201(低りん脱酸銅)、またはC1020(無酸素銅)からなる、フレア加工用内面溝付管。
式(1´):0.52≦1/(r×N)≦0.61
式(2´):0.04≦r×(1/cosθ)≦0.051
【請求項3】
請求項1または2に記載のフレア加工用内面溝付管を備える熱交換器。
発明の詳細な説明
【技術分野】
【0001】
本発明はフレア加工用内面溝付管およびそれを備える熱交換器に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、ルームエアコン(RAC)、パッケージエアコン(PAC)、冷蔵庫、給湯機器等の熱交換器や、PC、スマートフォン、ゲーム機等の電子機器等には、内部に熱媒体を流通させて熱交換する銅管が内蔵されている。
【0003】
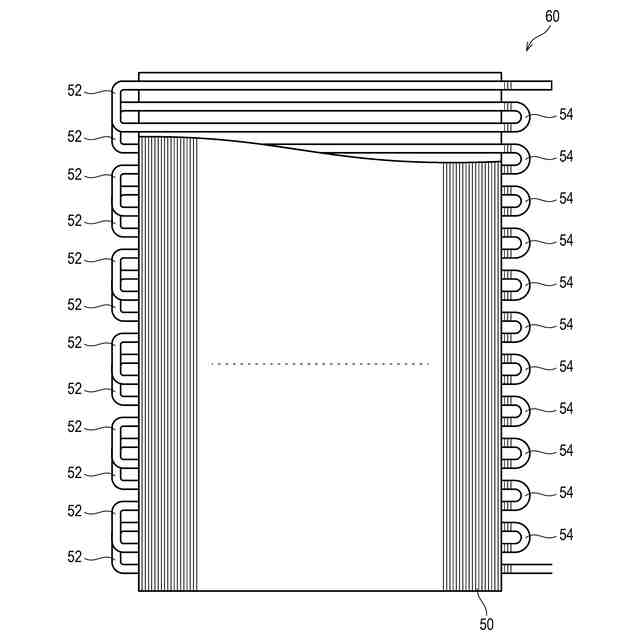
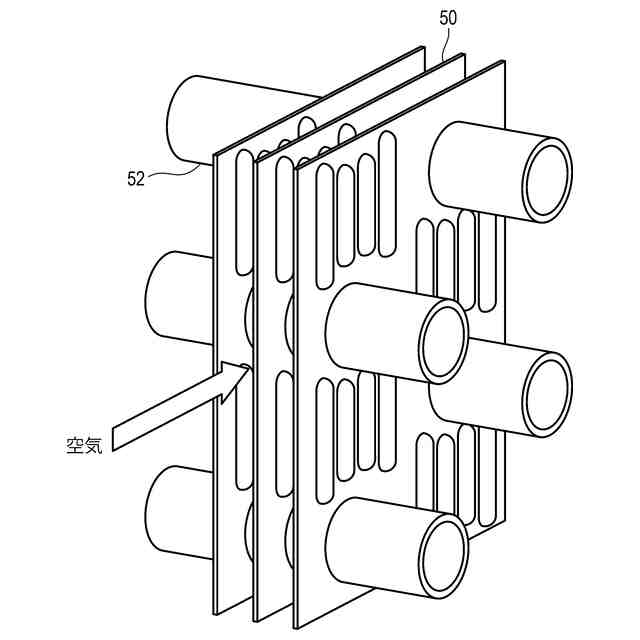
例えばルームエアコンを組み立てる過程では、初めに直管状の銅管を複数用意し、各々、長手方向中央部に曲げ加工を施してU字状のヘアピン管とする。そして、各々の銅管をアルミ板が多数積層してなるアルミニウムフィンが有する貫通孔に挿通し、銅管の直管部を拡管して直管部の外面とアルミニウムフィンの貫通孔の内周面とを密着させた後、各銅管におけるアルミニウムフィンから突出した管端部について、その隣接するもの同士をU字状のベンド管または、分岐管で連結する。そうすると、連結された銅管はその内部に熱媒体が流通する1本乃至複数本の流路となる。そして、銅管内の熱媒体の熱をアルミニウムフィンへ伝え、アルミニウムフィンにおけるアルミ板の隙間に室内の空気等を流すことで、空気等の温度を調整することができる。
【0004】
ここで、アルミニウムフィンの貫通孔の内周面に密着させるために銅管の直管部を拡管することを一次拡管という。また、U字状のベンド管を挿入するために各銅管の管端部を拡管することを二次拡管といい、二次拡管された部分を二次拡管部ともいう。
さらに、二次拡管部の最端は拡管される。この拡管を三次拡管またはフレア加工という。また、三次拡管またはフレア加工された部分をフレア加工部という。
ベンド管を、フレア加工部を通過して二次拡管部へ挿入し、ベンド管の外表面とフレア加工部の内面との隙間にリング状のろう材を挿入した後、ろう材を加熱して溶融し、凝固させることで、ベンド管と銅管の管端部とを接合する。このろう材を挿入するための隙間を確保するために、フレア加工部が形成される。
【0005】
従来、このようなフレア加工を行うことによって、銅管の最端に割れが生じる場合があった。特に銅管の外径が小さく、例えば外径が6mm以下である場合、フレア加工によって割れてしまう場合があった。これは銅管の外径が小さくても、ろう材を挿入するための隙間には一定の大きさが求められるため、外径が大きい銅管と比べ、外径が小さい銅管の拡管率は相対的に大きくなることが主要因と考えられた。
【0006】
これに対して特許文献1では、継目無管の管端部にフレア加工するフレア加工用銅又は銅合金管において、外径Dが2.0乃至5.5mmであり、肉厚Tと外径Dとの比T/Dが(0.057-0.005D)以上(0.075-0.005D)以下であり、平均結晶粒径が30μm以下であり、円周方向の伸びが35%以上であることを特徴とするフレア加工用銅又は銅合金管が提案された。そして、このようなフレア加工用銅又は銅合金管は、継目無銅管の肉厚、平均結晶粒径及び延びを適切に設定したので、外径が2.0乃至5.5mmの細径銅管を使用して、フレア加工した場合に、フレア加工部の拡管部に割れが発生することを防止することができると、特許文献1には記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2017-20063号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、フレア加工による拡管によって割れが生じ難いフレア加工用内面溝付管およびそれを備える熱交換器を提供する。
【課題を解決するための手段】
【0009】
本発明者は上記課題を解決するため鋭意検討し、本発明を完成させた。
本発明は以下の(I)~(IV)である。
(I)内面に溝を有し、端部にフレア加工を施す継目無管であるフレア加工用内面溝付管であって、
外径Dが2.0mm以上5.5mm以下であり、
肉厚Tと外径Dとの比T/Dが0.057-0.005D以上、0.075-0.005D以下であり、
内面の前記溝の捩れ角θが15度以上、27度以下であり、
内面の前記溝を構成するフィンの先端部曲率半径rと、円周方向における前記フィンの数Nとが下記式(1)を満たし、
前記先端部曲率半径rと、前記捩れ角θとが下記式(2)を満たす、フレア加工用内面溝付管。
式(1):0.32≦1/(r×N)≦0.61
式(2):0.04≦r×(1/cosθ)≦0.051
(II)前記先端部曲率半径rと、前記フィンの数Nとが、下記式(1´)を満たす、上記(I)に記載のフレア加工用内面溝付管。
式(1´):0.52≦1/(r×N)≦0.61
(III)銅または銅合金からなる、上記(I)または(II)に記載のフレア加工用内面溝付管。
(IV)上記(I)~(III)のいずれかに記載のフレア加工用内面溝付管を備える熱交換器。
【発明の効果】
【0010】
本発明によれば、フレア加工による拡管によって割れが生じ難いフレア加工用内面溝付管およびそれを備える熱交換器を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
熱交換器
6か月前
ホーコス株式会社
熱交換ユニット
1か月前
個人
冷媒液注入及び封止方法
10か月前
住友精密工業株式会社
熱交換器
4か月前
個人
放熱ニット網
12か月前
ホシザキ株式会社
冷凍機器
6か月前
株式会社パイオラックス
熱交換器
20日前
東京窯業株式会社
蓄熱体構造
7か月前
個人
輻射パネルおよびその製造方法
7か月前
株式会社ティラド
ラジエータ
1か月前
古河電気工業株式会社
構造体
8か月前
株式会社ティラド
熱交換器のヘッダタンク
10か月前
日産自動車株式会社
熱交換器
4日前
株式会社ティラド
ドロンカップ型熱交換器
5か月前
リンナイ株式会社
熱交換器
6か月前
リンナイ株式会社
熱交換器
6か月前
株式会社アイシン
水噴射冷却システム
1か月前
リンナイ株式会社
熱交換器
6か月前
リンナイ株式会社
熱交換器
6か月前
個人
熱交換器
3か月前
リンナイ株式会社
熱交換器
6か月前
住友精密工業株式会社
熱交換器
10か月前
リンナイ株式会社
熱交換器
6か月前
スズキ株式会社
熱交換器
3か月前
日新電機株式会社
化学蓄熱反応器
2か月前
株式会社豊田中央研究所
冷却装置
5か月前
サンデン株式会社
熱交換器
25日前
栗田工業株式会社
冷却塔システム
26日前
株式会社デンソー
熱交換器
3か月前
サンデン株式会社
熱交換器
25日前
サンデン株式会社
熱交換器
25日前
株式会社レゾナック
熱交換器
7か月前
株式会社神戸製鋼所
熱交換器
5か月前
中部抵抗器株式会社
密閉構造体用冷却装置
2か月前
日新電機株式会社
化学蓄熱反応装置
5か月前
シャープ株式会社
熱交換器、及び、除湿機
11か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ