TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024155441
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023070159
出願日
2023-04-21
発明の名称
プレス機の金型損傷予測方法及びその装置
出願人
株式会社テクノステート
代理人
個人
,
個人
,
個人
,
個人
主分類
B30B
15/28 20060101AFI20241024BHJP(プレス)
要約
【課題】 生産ラインを停止させずに金型の突発的な損傷を防いで不良品発生を未然に防止でき、しかも、金型破損を招くことの少ない安価なプレス機の金型損傷予測方法及びその装置を提供する。
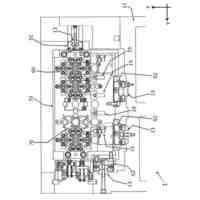
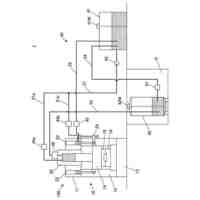
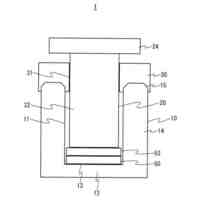
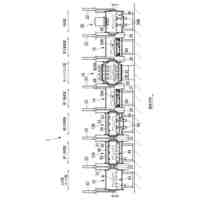
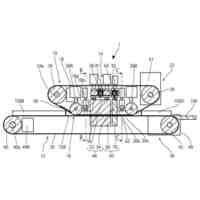
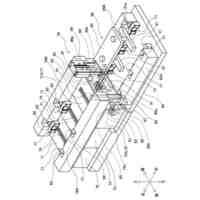
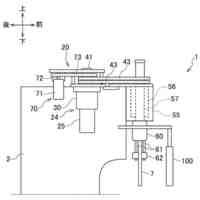
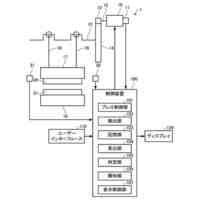
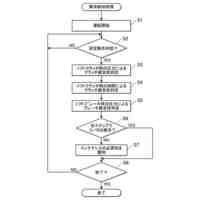
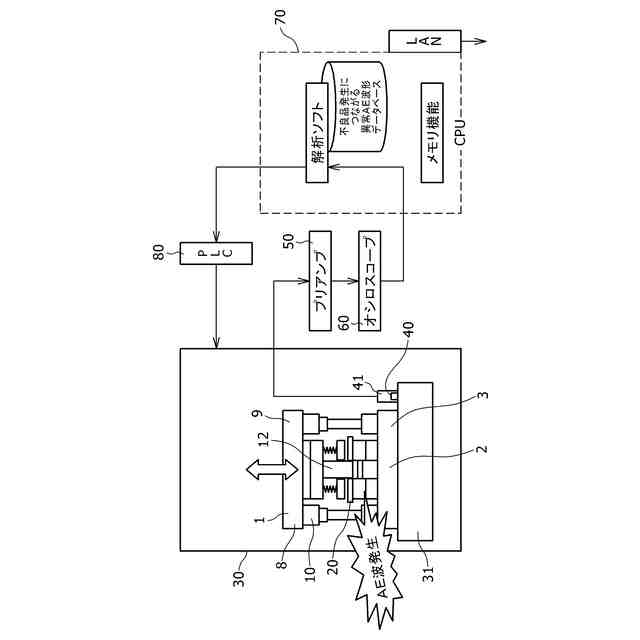
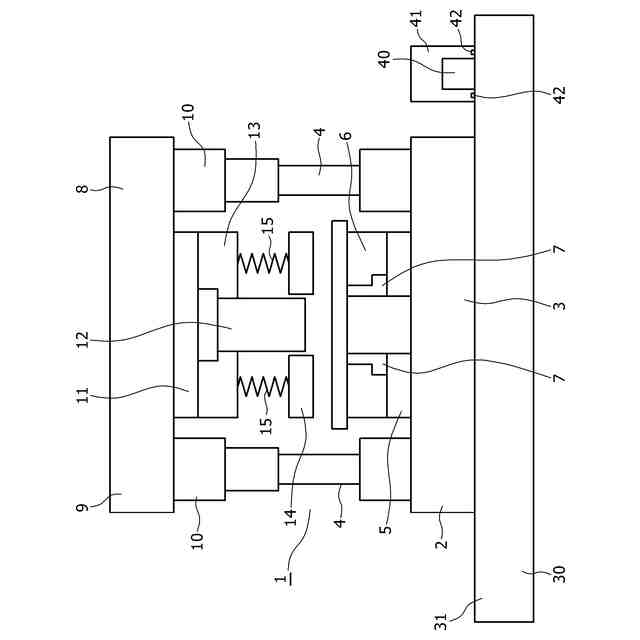
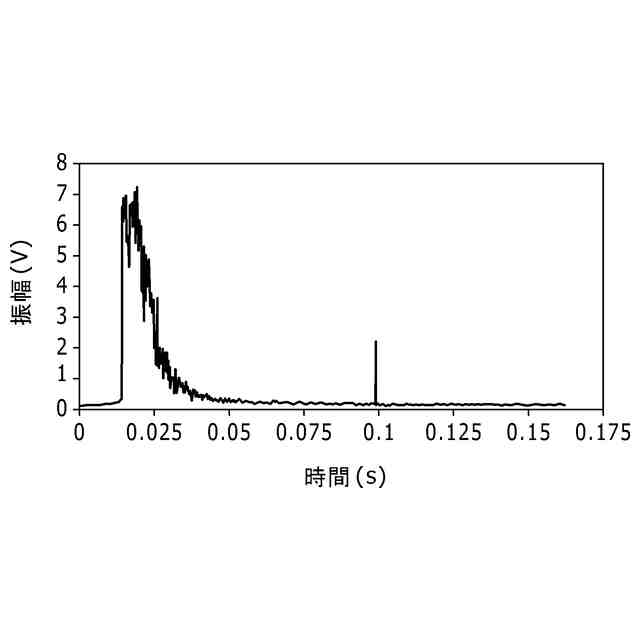
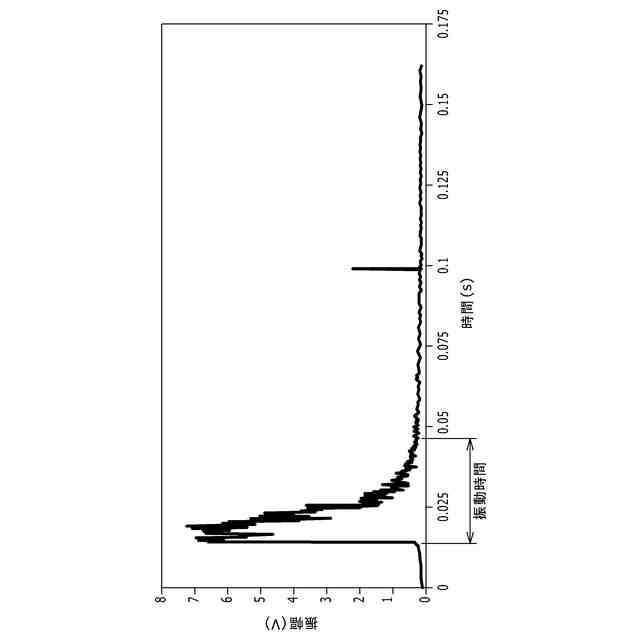
【解決手段】 金型1でコイル材をプレス加工するプレス機30のプレス加工時のAE波をAEセンサ40でAE値として検出し、AE値をプリアンプ50で増幅し、増幅されたAE値に基づいて金型損傷のおそれをコンピュータ機器70で判定し、判定結果に応じてプレス機30をコントローラ80で制御する金型損傷予測方法であって、コンピュータ機器70は、AE値をヒルベルト変換して包絡線を求め、包絡線から振動値を演算して閾値と比較し、振動値が閾値以上の場合に金型1に損傷のおそれ有と判定するとともに、振動値が閾値未満の場合に金型1に損傷のおそれ無と判定し、コントローラ80は、金型1に損傷のおそれ有と判定された場合にプレス機30の稼働を停止させる。
【選択図】 図1
特許請求の範囲
【請求項1】
金型を用いてプレス加工するプレス機のプレス加工時のAE波をAEセンサによりAE値として検出し、このAEセンサの検出したAE値を増幅手段により増幅し、増幅されたAE値に基づいてプレス機の金型損傷のおそれの有無を判定手段により判定し、この判定手段の判定結果に応じてプレス機を制御手段により制御するプレス機の金型損傷予測方法であって、
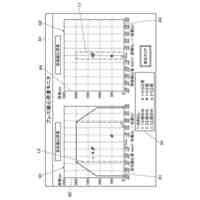
判定手段は、AE値をヒルベルト変換して包絡線を求め、この包絡線から振動値を演算して閾値と比較し、比較した結果、振動値が閾値以上の場合にはプレス機の金型に損傷のおそれ有と判定するとともに、比較した結果、振動値が閾値未満の場合にはプレス機の金型に損傷のおそれ無と判定し、
制御手段は、判定手段がプレス機の金型に損傷のおそれ有と判定した場合にはプレス機の稼働を停止させ、判定手段がプレス機の金型に損傷のおそれ無と判定した場合にはプレス機の稼働を継続させることを特徴とするプレス機の金型損傷予測方法。
続きを表示(約 740 文字)
【請求項2】
金型を用いて被加工材をプレス加工するプレス機と、このプレス機と金型のいずれかに取り付けられてプレス加工時のAE波をAE値として検出可能なAEセンサと、このAEセンサの検出したAE値を増幅する増幅手段と、増幅されたAE値に基づいてプレス機の金型損傷のおそれの有無を判定する判定手段と、この判定手段の判定結果に応じてプレス機を制御する制御手段とを含み、
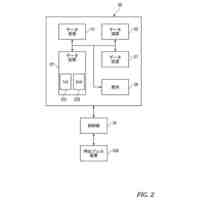
判定手段は、AE値をヒルベルト変換して包絡線を求める機能と、この包絡線から振動値を演算する機能と、この振動値と閾値とを比較する機能と、比較の結果、振動値が閾値以上の場合にはプレス機の金型に損傷のおそれ有と判定する機能と、比較の結果、振動値が閾値未満の場合にはプレス機の金型に損傷のおそれ無と判定する機能とを実現し、
制御手段は、判定手段がプレス機の金型に損傷のおそれ有と判定した場合にはプレス機の稼働を停止させる機能と、判定手段がプレス機の金型に損傷のおそれ無と判定した場合にはプレス機の稼働を継続させる機能とを実現することを特徴とするプレス機の金型損傷予測装置。
【請求項3】
増幅されたAE値を波形としてスクリーンに表示する測定機器を含んでなる請求項2記載のプレス機の金型損傷予測装置。
【請求項4】
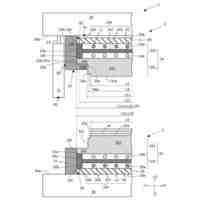
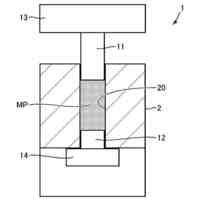
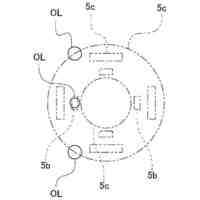
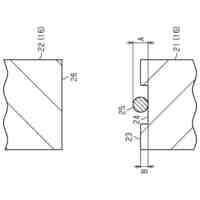
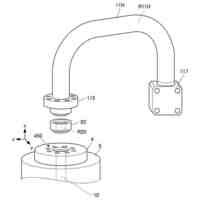
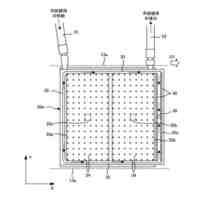
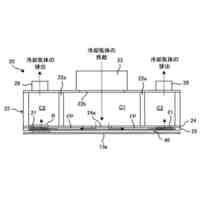
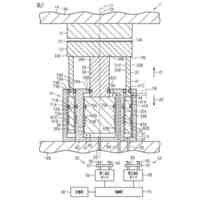
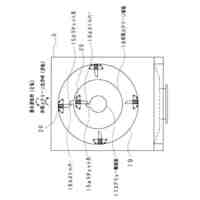
プレス機のボルスターに金型の下型を搭載し、ボルスターの表面周縁部、下型の中央部、及び下型の周縁部のいずれかに、AEセンサを音響カプラを介して密接させた請求項2又は3記載のプレス機の金型損傷予測装置。
【請求項5】
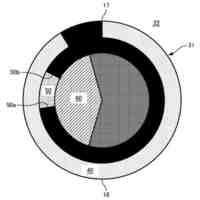
判定手段は、求めた包絡線をエンベロープ処理してその振幅の外形を取り出す機能を実現する請求項2又は3記載のプレス機の金型損傷予測装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属材料等の被加工材に金型を押し付けて成形するプレス機の金型損傷予測方法及びその装置に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
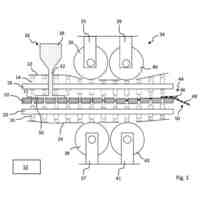
従来、コイル形に巻かれた所定の幅の金属材料、すなわちコイル材を自動車部品に成形する場合には、高精度の自動車部品を大量かつ迅速に生産する観点から、金型を用いたプレス機が多用されている(特許文献1、2、3、4参照)。
【0003】
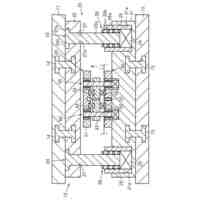
金型は、図示しないが、プレス機の下テーブルに搭載される下型と、プレス機の往復動可能なスライドに固定される上型とを備え、この上型が下型に接離可能に対向する。この金型には、単発型、順送型、トランスファー型の種類があるが、大量生産で加工処理速度の高速化が求められる場合には、複雑な構成の順送型が主に用いられる。
上記構成において、コイル材を自動車部品に成形する場合には、プレス機の金型を型開きし、この金型の下型と上型との間に平坦なコイル材を供給し、その後、金型を型締めすれば、コイル材を打ち抜いてパネル等の自動車部品を高速でプレス加工することができる。
【先行技術文献】
【特許文献】
【0004】
特開2022‐090404号公報
特開2018‐065151号公報
特開2015‐174133号公報
特開2011‐194416号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来におけるプレス加工は、以上のように実施されるが、実施回数が増大(例えば、30,000回~60,000回)すると、金型のダイやパンチが徐々に摩耗して異常を来たしたり、金型のパンチが折れて異常を来たし、遂には金型が突発的に損傷してバリが生じ、不良品を発生させるという問題がある。この問題を解消する手段としては、(1)金型のダイやパンチ等の部品を定期的に交換し、金型の突発的な損傷を未然に防止する方法、(2)金型やプレス機にコイル材検出センサ、異物検出センサ、製品排出センサ等を設置し、これらのセンサの検出により、プレス機の稼働を停止する方法があげられる。
【0006】
しかしながら、(1)の方法の場合には、部品を頻繁に交換する必要があるので、交換の度に生産ラインを停止せざるを得ず、生産コストが増大するという大きな問題が新たに生じる。また、(2)の方法の場合には、不良品の発生を検出してプレス機の稼働を停止するので、不良率を低減することはできても、不良品の発生そのものを防止することは困難である。また、不良品の発生を事後的に捉えるので、複雑高価な金型が破損するおそれがあり、しかも、不良品の処置が適切ではないときには、不良品が次工程に流出するという問題が新たに生じることがある。
【0007】
本発明は上記に鑑みなされたもので、生産ラインを停止させることなく金型の突発的な損傷を防いで不良品の発生そのものを未然に防止することができ、しかも、金型の破損を招くことの少ない安価なプレス機の金型損傷予測方法及びその装置を提供することを目的としている。
【課題を解決するための手段】
【0008】
本発明においては上記課題を解決するため、金型を用いてプレス加工するプレス機のプレス加工時のAE波をAEセンサによりAE値として検出し、このAEセンサの検出したAE値を増幅手段により増幅し、増幅されたAE値に基づいてプレス機の金型損傷のおそれの有無を判定手段により判定し、この判定手段の判定結果に応じてプレス機を制御手段により制御するプレス機の金型損傷予測方法であって、
判定手段は、AE値をヒルベルト変換して包絡線を求め、この包絡線から振動値を演算して閾値と比較し、比較した結果、振動値が閾値以上の場合にはプレス機の金型に損傷のおそれ有と判定するとともに、比較した結果、振動値が閾値未満の場合にはプレス機の金型に損傷のおそれ無と判定し、
制御手段は、判定手段がプレス機の金型に損傷のおそれ有と判定した場合にはプレス機の稼働を停止させ、判定手段がプレス機の金型に損傷のおそれ無と判定した場合にはプレス機の稼働を継続させることを特徴としている。
【0009】
また、本発明においては上記課題を解決するため、金型を用いて被加工材をプレス加工するプレス機と、このプレス機と金型のいずれかに取り付けられてプレス加工時のAE波をAE値として検出可能なAEセンサと、このAEセンサの検出したAE値を増幅する増幅手段と、増幅されたAE値に基づいてプレス機の金型損傷のおそれの有無を判定する判定手段と、この判定手段の判定結果に応じてプレス機を制御する制御手段とを含み、
判定手段は、AE値をヒルベルト変換して包絡線を求める機能と、この包絡線から振動値を演算する機能と、この振動値と閾値とを比較する機能と、比較の結果、振動値が閾値以上の場合にはプレス機の金型に損傷のおそれ有と判定する機能と、比較の結果、振動値が閾値未満の場合にはプレス機の金型に損傷のおそれ無と判定する機能とを実現し、
制御手段は、判定手段がプレス機の金型に損傷のおそれ有と判定した場合にはプレス機の稼働を停止させる機能と、判定手段がプレス機の金型に損傷のおそれ無と判定した場合にはプレス機の稼働を継続させる機能とを実現することを特徴としている。
【0010】
なお、増幅されたAE値を波形としてスクリーンに表示する測定機器を含むことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ヨコオ
製造装置
4か月前
日機装株式会社
加圧装置
4か月前
日機装株式会社
加圧システム
4か月前
株式会社ササキコーポレーション
圧縮装置
5か月前
株式会社ササキコーポレーション
圧縮装置
5か月前
トヨタ紡織株式会社
プレス装置
5か月前
大同工業株式会社
高温成形用金型
2か月前
住友重機械工業株式会社
プレス装置
4か月前
住友重機械工業株式会社
プレス装置
3か月前
株式会社エーエス
気体搬送システムの運転方法
6か月前
日本発條株式会社
加工油供給方法及び装置
2か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
2か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
4か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
3か月前
シージーケー株式会社
プレス装置
6か月前
いすゞ自動車株式会社
成形装置
20日前
個人
プレス機械の往復運動を利用したスクラップ搬送装置
6か月前
株式会社合同資源
金属ヨウ化物錠剤の製造方法
5か月前
ニデックドライブテクノロジー株式会社
工作機械、及び方法
8か月前
株式会社金陽社
熱プレス用緩衝材
9日前
大同特殊鋼株式会社
連続式真空ホットプレス装置
9日前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
3か月前
トヨタ紡織株式会社
金型装置の下死点把握方法及び金型装置
6か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
2か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
1か月前
株式会社SGIC
冷却ブロック及びダブルベルトプレス
6か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
4か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
2か月前
株式会社アマダ
曲げ加工機、及び曲げ加工機のテーブル制御方法
7か月前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
4か月前
株式会社アルファーシステム
プレス装置
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の異常検知方法
8か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
12日前
アイダエンジニアリング株式会社
プレス機械の表示装置及びプレス加工の監視方法
8か月前
住友重機械工業株式会社
プレス装置、診断装置、プレス装置の健全性診断方法及び健全性診断プログラム
5か月前
フェッテ コンパクティング ゲーエムベーハー
回転式プレス機のペレットをプレス試験する方法。
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ