TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151768
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023065453
出願日
2023-04-13
発明の名称
ワイヤハーネスの製造方法
出願人
矢崎総業株式会社
代理人
弁理士法人虎ノ門知的財産事務所
主分類
H01B
13/012 20060101AFI20241018BHJP(基本的電気素子)
要約
【課題】原価の低減を図ること。
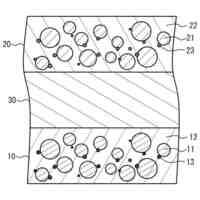
【解決手段】ハーネス組み立て工程と、複数組のワイヤハーネス1を組み立てる際、ハーネス組み立て工程を終える度に、ワイヤハーネスに対して離型部材600を載せ置く離型部材設置工程と、ワイヤハーネスの構成部品同士をワイヤハーネスの組毎に接合する接合工程と、を有し、ハーネス組み立て工程は、外表面に絶縁性を持たせた網目状で且つシート状の複数枚の外装部材20の内、一方の外層の外装部材20Aを治具板500に設置する第1外層設置工程と、一方の外層の外装部材に少なくとも1本の配索電線10の保護対象部11を配策する内層設置工程と、保護対象部と当該保護対象部が載せ置かれた外装部材に対して、複数枚の外装部材の内の他方の外層の外装部材20Bを重ね合わせる第2外層設置工程と、を有し、接合工程では、ワイヤハーネスの組毎に、ワイヤハーネスにおける複数枚の外装部材を接合すること。
【選択図】図7
特許請求の範囲
【請求項1】
ワイヤハーネスを組み立てるハーネス組み立て工程と、
複数組の前記ワイヤハーネスを組み立てる際、前記ハーネス組み立て工程を終える度に、前記ハーネス組み立て工程を終えた前記ワイヤハーネスに対して、隣り合う前記ワイヤハーネスの間の貼り付きの抑止が可能な離型部材を載せ置く離型部材設置工程と、
前記ワイヤハーネスの構成部品同士を前記ワイヤハーネスの組毎に接合する接合工程と、
を有し、
前記ハーネス組み立て工程は、
外表面に絶縁性を持たせた網目状で且つシート状の複数枚の外装部材の内、一方の外層の前記外装部材を治具板に設置する第1外層設置工程と、
前記一方の外層の前記外装部材に少なくとも1本の配索電線の保護対象部を配策する内層設置工程と、
前記保護対象部と当該保護対象部が載せ置かれた前記外装部材に対して、複数枚の前記外装部材の内の他方の外層の前記外装部材を重ね合わせる第2外層設置工程と、
を有し、
前記接合工程では、前記ワイヤハーネスの組毎に、前記ワイヤハーネスにおける複数枚の前記外装部材を接合することを特徴としたワイヤハーネスの製造方法。
続きを表示(約 2,100 文字)
【請求項2】
前記接合工程は、前記ワイヤハーネスの組毎に用意したアンビルとホーンを用いて、前記ワイヤハーネスの組毎に、前記ワイヤハーネスにおける前記一方の外層の前記外装部材側と前記他方の外層の前記外装部材側から前記アンビルと前記ホーンで挟み込んで加圧し、前記ホーンから印加した超音波振動で当該ワイヤハーネスの複数枚の前記外装部材を溶着させる工程であり、
前記接合工程では、接合対象となる前記ワイヤハーネスの前記一方の外層の前記外装部材側に前記離型部材及び当該接合対象のワイヤハーネスとは別の前記ワイヤハーネスが存在する場合、当該離型部材の接合具挿通孔及び当該別のワイヤハーネスの複数枚の前記外装部材の接合具挿通孔に差し込んだ前記アンビルの先端を前記接合対象のワイヤハーネスの前記一方の外層の前記外装部材に接触させ、かつ、前記接合対象のワイヤハーネスの前記他方の外層の前記外装部材側に前記離型部材及び当該接合対象のワイヤハーネスとは別の前記ワイヤハーネスが存在する場合、当該離型部材の接合具挿通孔及び当該別のワイヤハーネスの複数枚の前記外装部材の接合具挿通孔に差し込んだ前記ホーンの先端を前記接合対象のワイヤハーネスの前記他方の外層の前記外装部材に接触させることを特徴とした請求項1に記載のワイヤハーネスの製造方法。
【請求項3】
前記接合工程は、前記ワイヤハーネスの組毎に用意した第1電極と第2電極を用いて、前記ワイヤハーネスの組毎に、前記ワイヤハーネスにおける前記一方の外層の前記外装部材側と前記他方の外層の前記外装部材側から前記第1電極と前記第2電極で挟み込んで加圧し、前記第1電極と前記第2電極との間の通電に伴い当該ワイヤハーネスの複数枚の前記外装部材を加熱して熱溶着させる工程であり、
前記接合工程では、接合対象となる前記ワイヤハーネスの前記一方の外層の前記外装部材側に前記離型部材及び当該接合対象のワイヤハーネスとは別の前記ワイヤハーネスが存在する場合、当該離型部材の接合具挿通孔及び当該別のワイヤハーネスの複数枚の前記外装部材の接合具挿通孔に差し込んだ前記第1電極の先端を前記接合対象のワイヤハーネスの前記一方の外層の前記外装部材に接触させ、かつ、前記接合対象のワイヤハーネスの前記他方の外層の前記外装部材側に前記離型部材及び当該接合対象のワイヤハーネスとは別の前記ワイヤハーネスが存在する場合、当該離型部材の接合具挿通孔及び当該別のワイヤハーネスの複数枚の前記外装部材の接合具挿通孔に差し込んだ前記第2電極の先端を前記接合対象のワイヤハーネスの前記他方の外層の前記外装部材に接触させることを特徴とした請求項1に記載のワイヤハーネスの製造方法。
【請求項4】
前記接合工程は、前記ワイヤハーネスの組毎に、前記ワイヤハーネスにおける前記他方の外層の前記外装部材に電子銃からマイクロ波を照射し、当該ワイヤハーネスの複数枚の前記外装部材を高周波溶着させる工程であり、
前記接合工程では、接合対象となる前記ワイヤハーネスの前記一方の外層の前記外装部材側に前記離型部材及び当該接合対象のワイヤハーネスとは別の前記ワイヤハーネスが存在する場合、前記電子銃から出射した前記マイクロ波を当該離型部材のマイクロ波照射孔及び当該別のワイヤハーネスの複数枚の前記外装部材のマイクロ波照射孔から前記接合対象のワイヤハーネスの前記他方の外層の前記外装部材に照射させることを特徴とした請求項1に記載のワイヤハーネスの製造方法。
【請求項5】
前記内層設置工程は、前記一方の外層の前記外装部材と前記他方の外層の前記外装部材との間に介在させる前記保護対象部の層数に応じて、前記保護対象部の配索と、複数枚の前記外装部材の内の内層の前記外装部材の設置と、を交互に繰り返す工程であり、
前記内層設置工程では、前記保護対象部の層数に応じて、前記外装部材に対する前記保護対象部の配索と、前記保護対象部と当該保護対象部が載せ置かれた前記外装部材に対する前記内層の前記外装部材の重ね合わせと、を前記内層の前記外装部材が最終層になるまで交互に繰り返し、その後、最終層の前記保護対象部を前記最終層の前記内層の前記外装部材に配策し、
前記第2外層設置工程では、前記最終層の前記保護対象部と当該最終層の前記保護対象部が載せ置かれた前記最終層の前記内層の前記外装部材に対して、前記他方の外層の前記外装部材を重ね合わせることを特徴とした請求項1,2,3又は4に記載のワイヤハーネスの製造方法。
【請求項6】
前記内層設置工程では、前記保護対象部を配策する際に、前記治具板上で前記保護対象部の配索経路に沿わせて配置された2本の電線配索ピンの間の隙間に前記保護対象部を通し、
前記第1外層設置工程と前記第2外層設置工程では、それぞれの工程で前記外装部材を設置する際に、前記外装部材における網目の貫通孔に対して当該貫通孔よりも太い前記電線配索ピンを挿通させることを特徴とした請求項1,2,3又は4に記載のワイヤハーネスの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤハーネスの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
ワイヤハーネスにおいては、その電線を車体やパワートレーン等の構造物に沿わせるなどして配索される。このため、このワイヤハーネスにおいては、電線を周辺部品との干渉等から保護する外装部材として、電線に巻き付ける粘着テープや電線を収容するコルゲートチューブが用いられる。
【先行技術文献】
【特許文献】
【0003】
特開平11-241790号公報
特開2020-10453号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、従来のワイヤハーネスは、粘着テープを電線に巻き付けたり、コルゲートチューブの中に電線を差し込んだりして、外装部材を電線に組み付ける。このため、従来のワイヤハーネスにおいては、殊に、電線の配索経路が複雑であったり、電線が分岐していたりすると、組付け後の品質の安定化を図るべく、外装部材を手作業で電線に組み付ける必要がある。よって、従来のワイヤハーネスは、その製造過程で原価を低減させる余地が残っている。
【0005】
そこで、本発明は、原価の低減を図り得るワイヤハーネスの製造方法を提供することを、その目的とする。
【課題を解決するための手段】
【0006】
本発明は、ワイヤハーネスを組み立てるハーネス組み立て工程と、複数組の前記ワイヤハーネスを組み立てる際、前記ハーネス組み立て工程を終える度に、前記ハーネス組み立て工程を終えた前記ワイヤハーネスに対して、隣り合う前記ワイヤハーネスの間の貼り付きの抑止が可能な離型部材を載せ置く離型部材設置工程と、前記ワイヤハーネスの構成部品同士を前記ワイヤハーネスの組毎に接合する接合工程と、を有し、前記ハーネス組み立て工程は、外表面に絶縁性を持たせた網目状で且つシート状の複数枚の外装部材の内、一方の外層の前記外装部材を治具板に設置する第1外層設置工程と、前記一方の外層の前記外装部材に少なくとも1本の配索電線の保護対象部を配策する内層設置工程と、前記保護対象部と当該保護対象部が載せ置かれた前記外装部材に対して、複数枚の前記外装部材の内の他方の外層の前記外装部材を重ね合わせる第2外層設置工程と、を有し、前記接合工程では、前記ワイヤハーネスの組毎に、前記ワイヤハーネスにおける複数枚の前記外装部材を接合することを特徴とする。
【発明の効果】
【0007】
本発明に係るワイヤハーネスの製造方法は、配索電線の保護対象部を一対の外装部材で挟み込むだけで、その保護対象部に外装部材を組み付けることができる。このため、このワイヤハーネスの製造方法は、従来のように、粘着テープを保護対象部に巻き付けたり、コルゲートチューブの中に保護対象部を差し込んだりしなくてもよいので、配索電線の配索経路が複雑であったり、配索電線が分岐していたりしていても、手作業に頼ることなく保護対象部に外装部材を組み付けることができる。そして、このワイヤハーネスの製造方法は、最終組のワイヤハーネスのハーネス組み立て工程を終えるまで、外装部材と同様の設置方法で、そのハーネス組み立て工程を終える度に離型部材を配置し、複数組のワイヤハーネスを立て続けに組み立てることができる。従って、本発明に係るワイヤハーネスの製造方法は、その製造工程の自動化に寄与することとなり、これ故、原価の低減を図ることができる。
【図面の簡単な説明】
【0008】
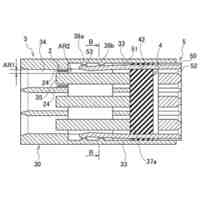
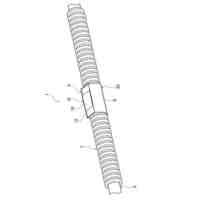
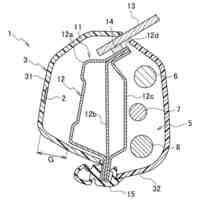
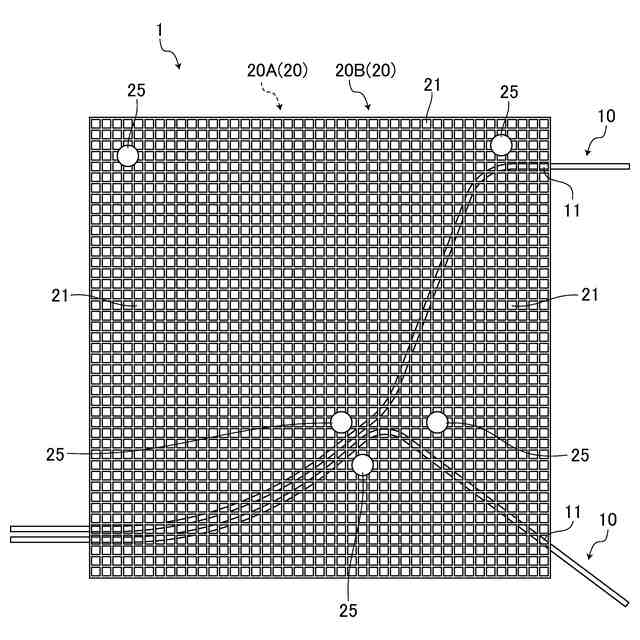
図1は、実施形態のワイヤハーネスを示す平面図である。
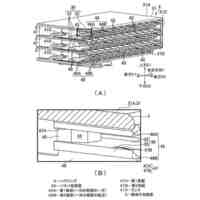
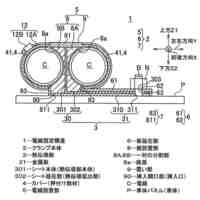
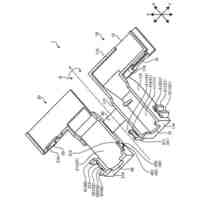
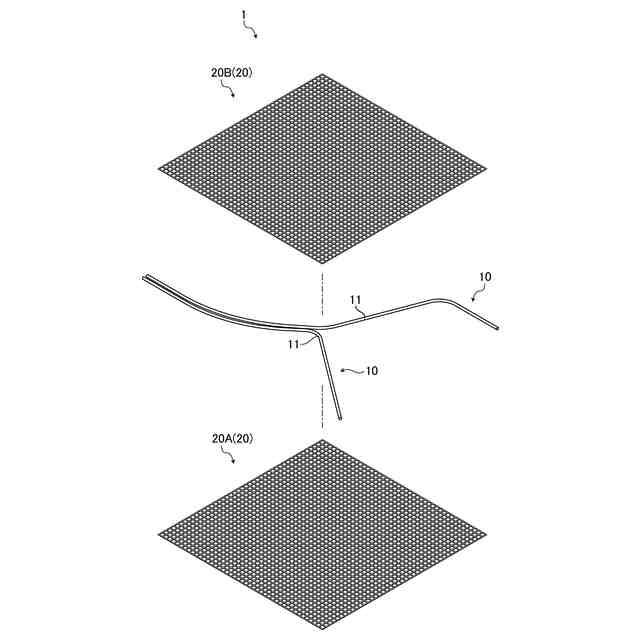
図2は、実施形態のワイヤハーネスを示す分解斜視図である。
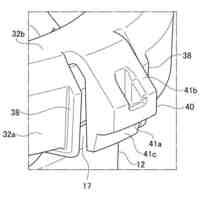
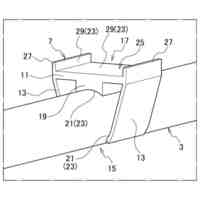
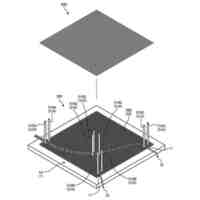
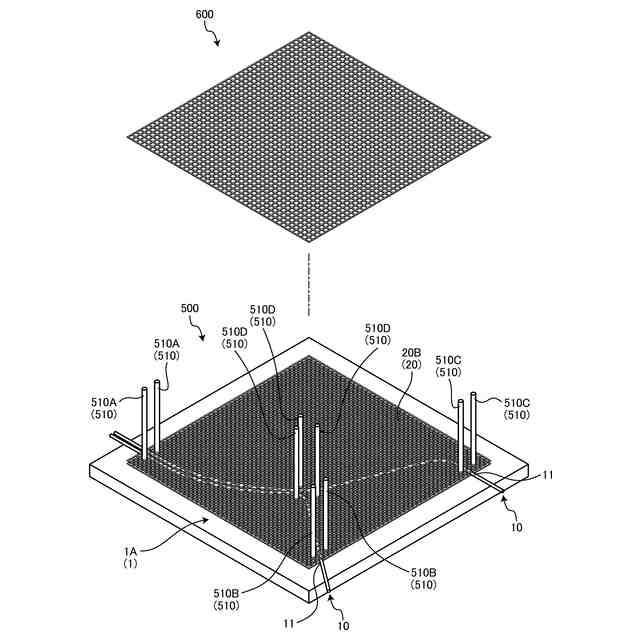
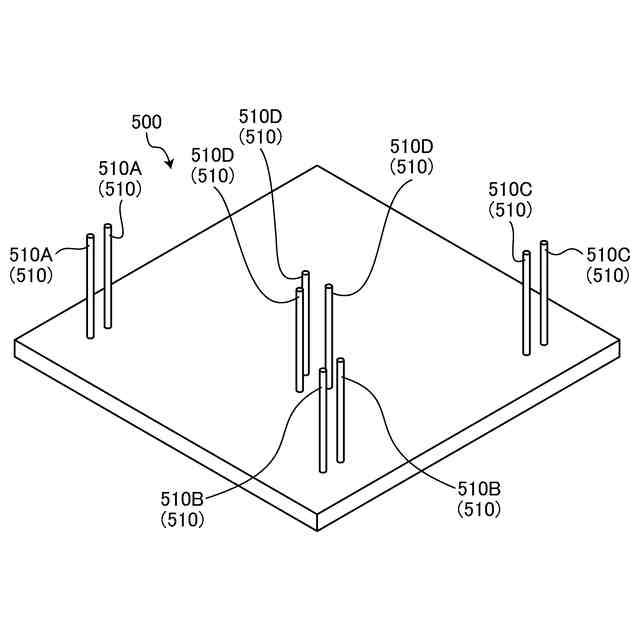
図3は、実施形態の治具板を示す斜視図である。
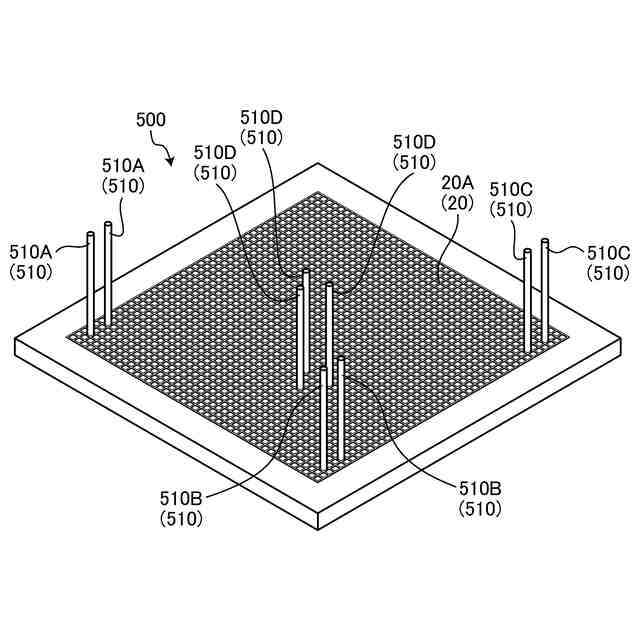
図4は、実施形態の1組目の第1外層設置工程について説明する説明図である。
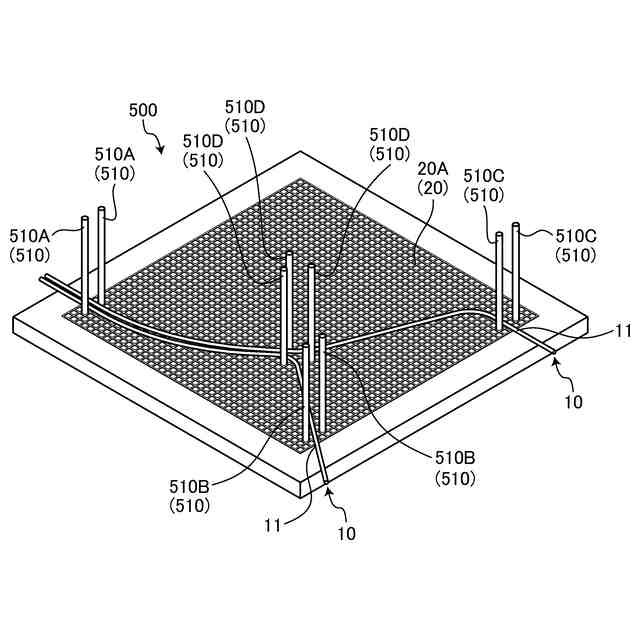
図5は、実施形態の1組目の内層設置工程(電線設置工程)について説明する説明図である。
図6は、実施形態の1組目の第2外層設置工程について説明する説明図である。
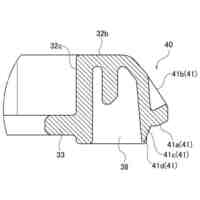
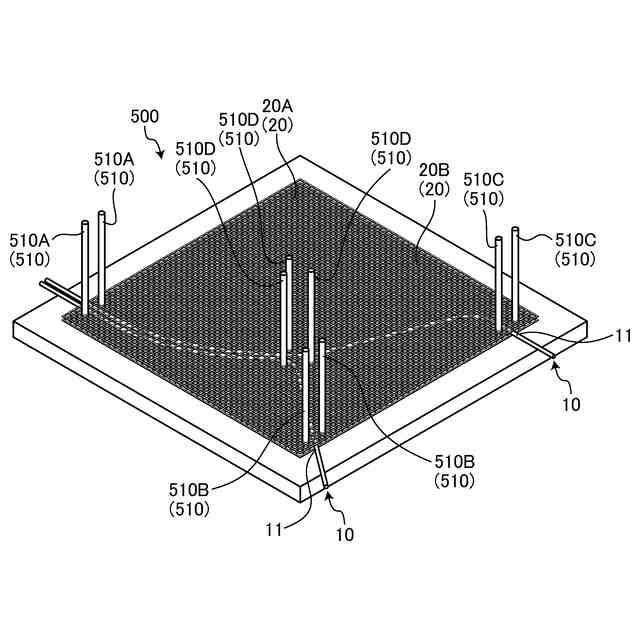
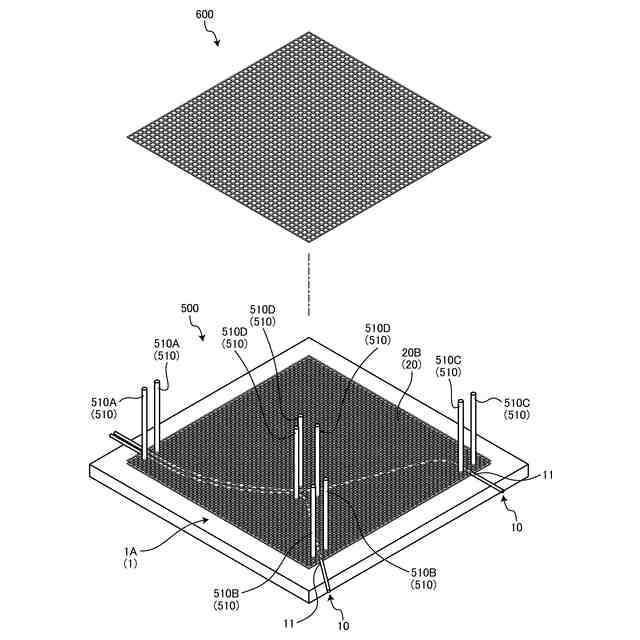
図7は、実施形態の離型部材設置工程について説明する説明図である。
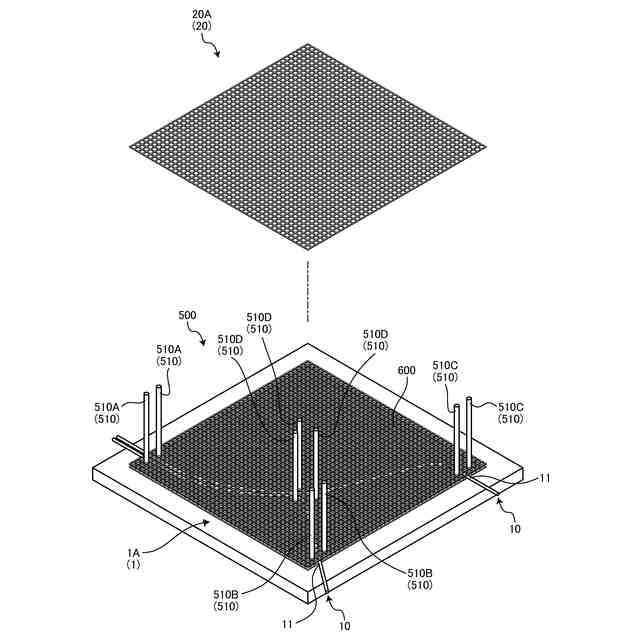
図8は、実施形態の2組目の第1外層設置工程について説明する説明図である。
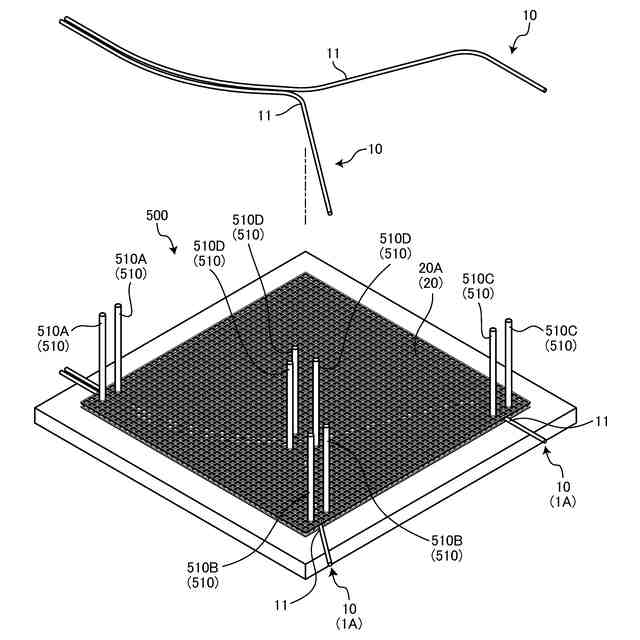
図9は、実施形態の2組目の内層設置工程(電線設置工程)について説明する説明図である。
図10は、実施形態の2組目の第2外層設置工程について説明する説明図である。
図11は、実施形態の2組目の第2外層設置工程について説明する説明図である。
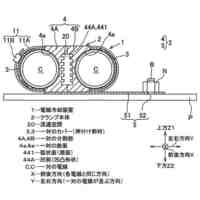
図12は、実施形態の接合工程について説明する説明図である。
図13は、実施形態のワイヤハーネスの変形形態を示す分解斜視図である。
【発明を実施するための形態】
【0009】
以下に、本発明に係るワイヤハーネスの製造方法の実施形態を図面に基づいて詳細に説明する。尚、この実施形態によりこの発明が限定されるものではない。
【0010】
[実施形態]
本発明に係るワイヤハーネスの製造方法の実施形態の1つを図1から図13に基づいて説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
表示装置
4日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
電気接続箱
16日前
矢崎総業株式会社
グロメット
11日前
矢崎総業株式会社
グロメット
9日前
矢崎総業株式会社
グロメット
9日前
矢崎総業株式会社
グロメット
9日前
矢崎総業株式会社
車両用回路体
9日前
矢崎総業株式会社
電線固定構造
2日前
矢崎総業株式会社
電線冷却装置
2日前
矢崎総業株式会社
ワイヤハーネス
4日前
矢崎総業株式会社
信号送受信装置
11日前
矢崎総業株式会社
ワイヤハーネス
4日前
矢崎総業株式会社
異品番検出構造
3日前
矢崎総業株式会社
データ処理装置
11日前
矢崎総業株式会社
コネクタ嵌合構造
2日前
矢崎総業株式会社
ヒューズユニット
3日前
矢崎総業株式会社
バスバーモジュール
9日前
矢崎総業株式会社
車両のアンテナ取付構造
2日前
矢崎総業株式会社
ワイヤハーネスの製造方法
2日前
矢崎総業株式会社
検査システム及び検査方法
4日前
矢崎総業株式会社
ヒューズユニット保護カバー
4日前
矢崎総業株式会社
ヒュージブルリンクユニット
11日前
矢崎総業株式会社
端子カバー及びカバー付き端子
11日前
矢崎総業株式会社
ワイヤハーネス及びその製造方法
2日前
矢崎総業株式会社
プロテクタおよびワイヤハーネス
3日前
矢崎総業株式会社
蓄電池接続装置、及び蓄電システム
10日前
矢崎総業株式会社
アルミニウム電線及びワイヤーハーネス
12日前
矢崎総業株式会社
圧着端子の止水構造及び圧着端子の止水方法
9日前
矢崎総業株式会社
グロメット、グロメットインナ、及びワイヤーハーネス
4日前
矢崎総業株式会社
車両用回路体
11日前
東レ株式会社
多孔性フィルム
20日前
太陽誘電株式会社
全固体電池
17日前
三菱電機株式会社
漏電遮断器
2日前
日新イオン機器株式会社
プラズマ源
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ