TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024135579
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046347
出願日
2023-03-23
発明の名称
金型用保持部材、金型及びプレス加工装置
出願人
ニデック株式会社
代理人
個人
,
個人
主分類
B21D
43/22 20060101AFI20240927BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】打ち抜き片の形状が変化しても、挿入孔内に挿入可能で且つ挿入孔内で複数の打ち抜き片を積層した状態で保持可能な金型用保持部材を提供する。
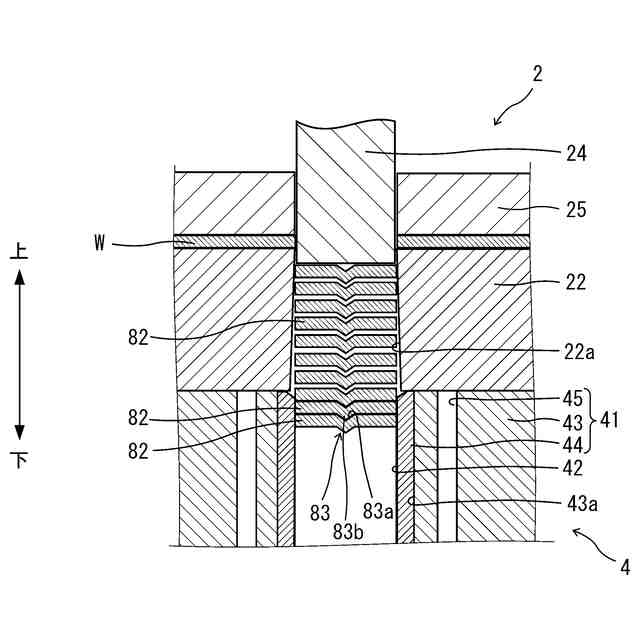
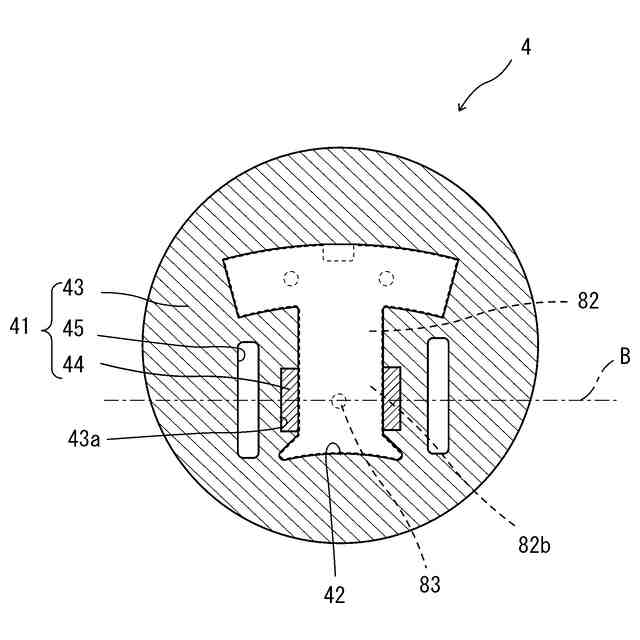
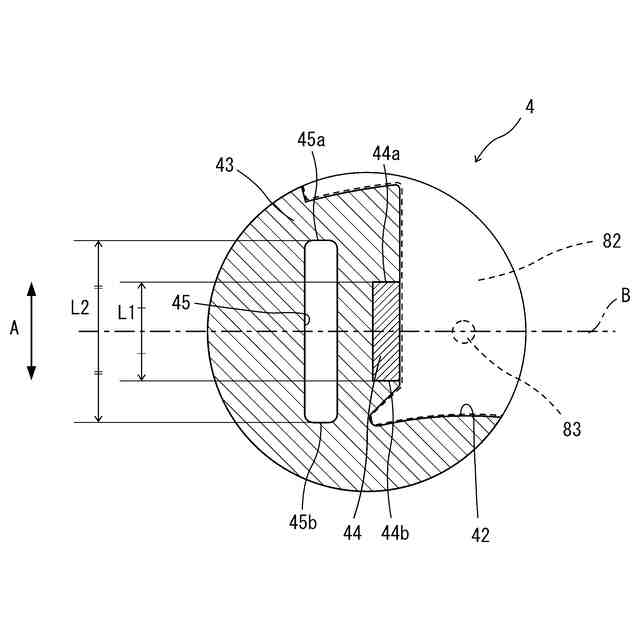
【解決手段】金型用保持部材は、貫通孔を有するダイと貫通孔内を軸線方向に移動するパンチとによって打ち抜かれた複数の打抜き片を、積層した状態で保持する金型用保持部材である。金型用保持部材は、ダイに対して、パンチの移動方向の前方に位置する本体部と、軸線方向から見て、本体部におけるダイの貫通孔と重なる位置で、ダイに向かって開口して、ダイの貫通孔内におけるパンチの移動によって貫通孔内から押し出された打抜き片が挿入される挿入孔と、を有する。本体部は、挿入孔の内面の一部を構成し、挿入孔内に挿入された打抜き片の外周面の少なくとも一部と接触する接触部と、軸線方向から見て、接触部に対して挿入孔とは反対側に位置し、接触部の変形を許容する変形許容部45と、を有する。
【選択図】図6
特許請求の範囲
【請求項1】
貫通孔を有するダイと前記貫通孔内を軸線方向に移動するパンチとによって打ち抜かれた複数の打ち抜き片を、積層した状態で保持する金型用保持部材であって、
前記ダイに対して、前記パンチの移動方向の前方に位置する本体部と、
前記軸線方向から見て、前記本体部における前記ダイの前記貫通孔と重なる位置で、前記ダイに向かって開口して、前記ダイの前記貫通孔内における前記パンチの移動によって前記貫通孔内から押し出された打ち抜き片が挿入される挿入孔と、
を有し、
前記本体部は、
前記挿入孔の内面の一部を構成し、前記挿入孔内に挿入された前記打ち抜き片の外周面の少なくとも一部と接触する接触部と、
前記軸線方向から見て、前記接触部に対して前記挿入孔とは反対側に位置し、前記接触部の変形を許容する変形許容部と、
を有する、
金型用保持部材。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の金型用保持部材において、
前記挿入孔は、前記本体部を前記軸線方向に貫通する貫通孔であり、
前記接触部は、前記軸線方向に延び、
前記変形許容部は、前記接触部に対して前記挿入孔とは反対側の位置で、前記本体部の前記軸線方向に延びる、
金型用保持部材。
【請求項3】
請求項2に記載の金型用保持部材において、
前記接触部は、
前記軸線方向から見て、前記挿入孔の内面に沿う方向に長い形状を有し、
前記軸線方向から見て、前記接触部の長手方向の一側の端部と他側の端部とを結ぶ直線が延びる方向を第1方向とした場合、
前記変形許容部の前記第1方向の長さは、前記接触部の前記第1方向の長さよりも長い、
金型用保持部材。
【請求項4】
請求項3に記載の金型用保持部材において、
前記軸線方向から見て、前記変形許容部における前記第1方向の一側の端部は、前記接触部における前記第1方向の前記一側の端部よりも、前記第1方向の外方に位置し、前記変形許容部における前記第1方向の他側の端部は、前記接触部における前記第1方向の前記他側の端部よりも前記第1方向の外方に位置している、
金型用保持部材。
【請求項5】
請求項4に記載の金型用保持部材において、
前記変形許容部の前記第1方向の一側の端部及び前記第1方向の他側の端部は、
前記軸線方向から見て、前記接触部における前記第1方向の中心を通って前記第1方向と直交する方向に延びる前記接触部の中心線に対して、対称に位置する、
金型用保持部材。
【請求項6】
請求項5に記載の金型用保持部材において、
前記変形許容部は、
前記軸線方向から見て、前記第1方向に長い形状を有し、
前記変形許容部の長手方向の一側の端部は、外方に突出する湾曲面を有し、前記変形許容部の長手方向の他側の端部は、外方に突出する湾曲面を有する、
金型用保持部材。
【請求項7】
請求項6に記載の金型用保持部材において、
前記変形許容部は、
長手方向の中央部分に、前記長手方向の一側の端部における前記湾曲面及び前記長手方向の他側の端部における前記湾曲面の短手方向の長さよりも短い部分を有する、
金型用保持部材。
【請求項8】
請求項1に記載の金型用保持部材において、
前記変形許容部は、
前記本体部を前記軸線方向に貫通する貫通孔である、
金型用保持部材。
【請求項9】
請求項1に記載の金型用保持部材において、
前記本体部は、
前記軸線方向から見て、前記挿入孔の内面において向かい合う部分の一方及び他方に位置する一対の接触部を少なくとも1つ含む複数の前記接触部と、
前記軸線方向から見て、前記複数の接触部のそれぞれに対して前記挿入孔とは反対側に位置する複数の前記変形許容部と、
を有する、
金型用保持部材。
【請求項10】
請求項9に記載の金型用保持部材において、
前記複数の打ち抜き片は、
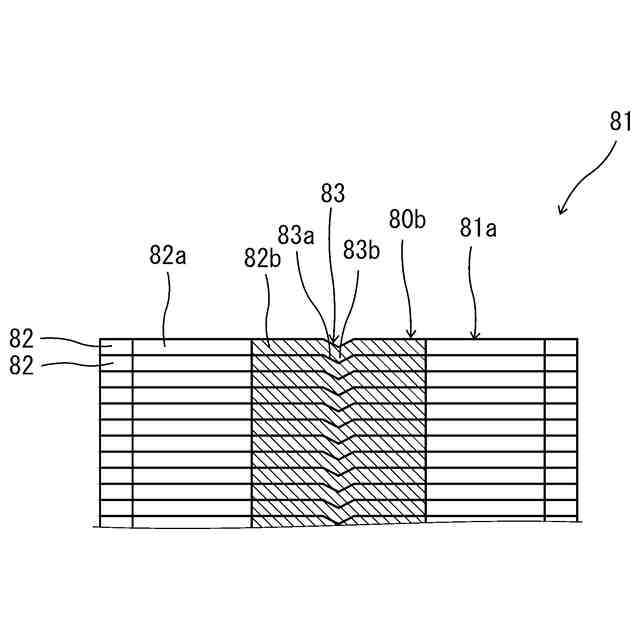
積層方向に隣り合う打ち抜き片同士を厚み方向にかしめるためのかしめ部を有し、
前記一対の接触部は、
前記軸線方向から見て、前記打ち抜き片が前記挿入孔内に挿入された状態で、前記かしめ部に対して両側に位置する、
金型用保持部材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型用保持部材、金型及びプレス加工装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
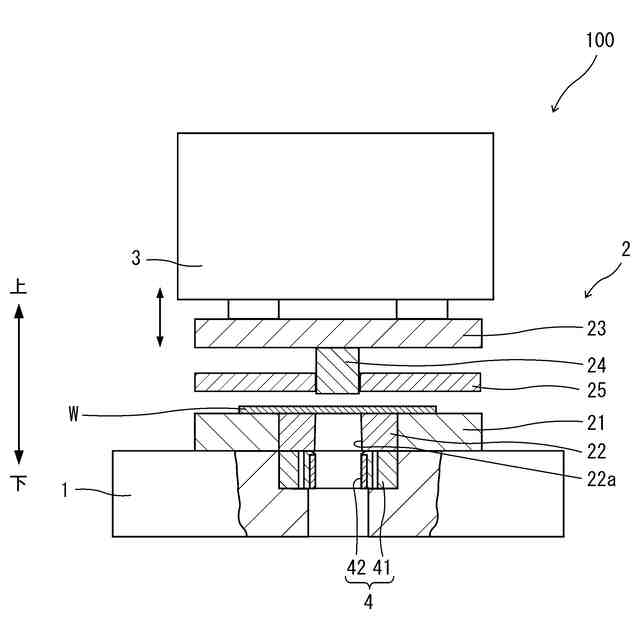
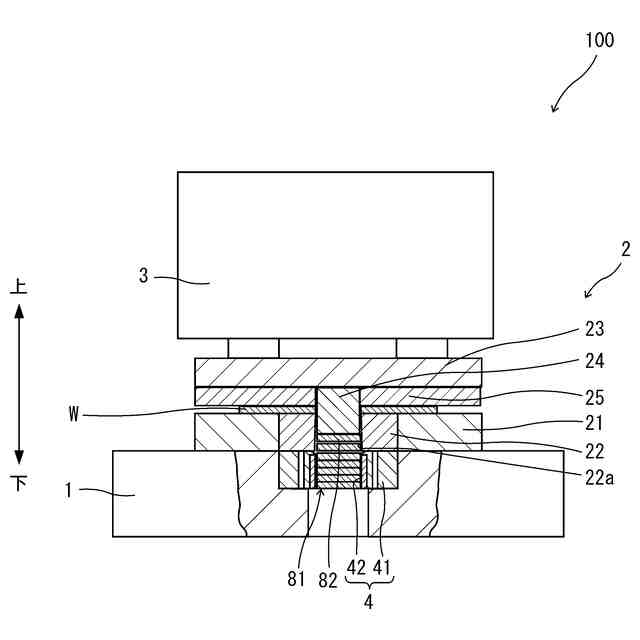
貫通孔を有するダイと、前記貫通孔内を軸線方向に移動するパンチとを有する金型において、前記ダイに対して、前記パンチの移動方向の前方に金型用保持部材が位置する金型が知られている。前記金型用保持部材は、前記ダイと前記パンチとによって打ち抜かれた打ち抜き片が挿入される挿入孔を有し、前記挿入孔内で、複数の前記打ち抜き片を積層した状態で保持する。
【0003】
例えば、特許文献1には、鉄心薄板の外形を打ち抜いてダイ内に抜き込み、当該ダイに続いて配置されるスクイズリング内で抜き込まれた鉄心薄板に側圧を加えることによって積層方向に押圧力を付与する金型装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2008-278610号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、ダイとパンチとによって外形打ち抜き加工する金型では、ダイまたはパンチの摩耗等によって、打ち抜かれた打ち抜き片の形状が変化する場合がある。例えば、ダイまたはパンチの摩耗等によって、前記打ち抜き片の外形が、前記金型用保持部材の前記挿入孔よりも大きくなる場合がある。この場合、前記打ち抜き片を前記挿入孔内に挿入できない可能性がある。
【0006】
よって、ダイまたはパンチの摩耗等によって前記打ち抜き片の形状が変化しても、前記挿入孔内に挿入可能で且つ前記挿入孔内で複数の前記打ち抜き片を積層した状態で保持可能な金型用保持部材の構成が求められている。
【0007】
本発明の目的は、ダイまたはパンチの摩耗等によって打ち抜き片の形状が変化しても、挿入孔内で複数の前記打ち抜き片を積層した状態で保持可能な金型用保持部材の構成を提供することである。
【課題を解決するための手段】
【0008】
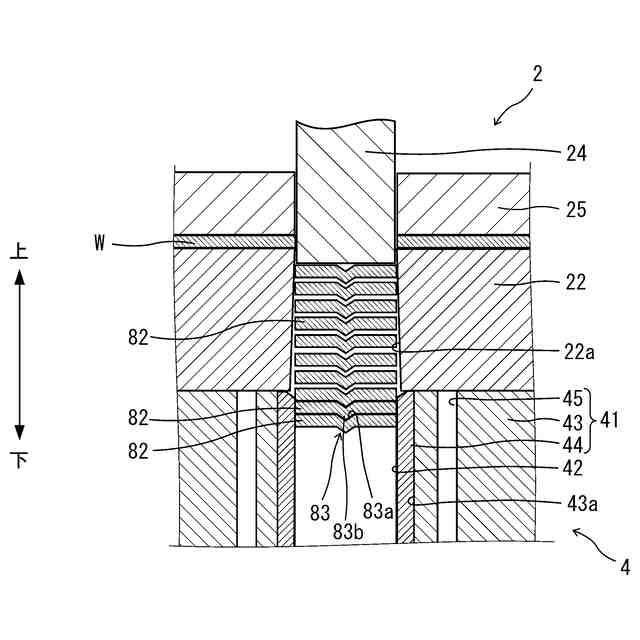
本発明の例示的な一実施形態に係る金型用保持部材は、貫通孔を有するダイと前記貫通孔内を軸線方向に移動するパンチとによって打ち抜かれた複数の打ち抜き片を、積層した状態で保持する金型用保持部材である。前記金型用保持部材は、前記ダイに対して、前記パンチの移動方向の前方に位置する本体部と、前記軸線方向から見て、前記本体部における前記ダイの前記貫通孔と重なる位置で、前記ダイに向かって開口して、前記ダイの前記貫通孔内における前記パンチの移動によって前記貫通孔内から押し出された打ち抜き片が挿入される挿入孔と、を有する。前記本体部は、前記挿入孔の内面の一部を構成し、前記挿入孔内に挿入された前記打ち抜き片の外周面の少なくとも一部と接触する接触部と、前記軸線方向から見て、前記接触部に対して前記挿入孔とは反対側に位置し、前記接触部の変形を許容する変形許容部と、を有する。
【0009】
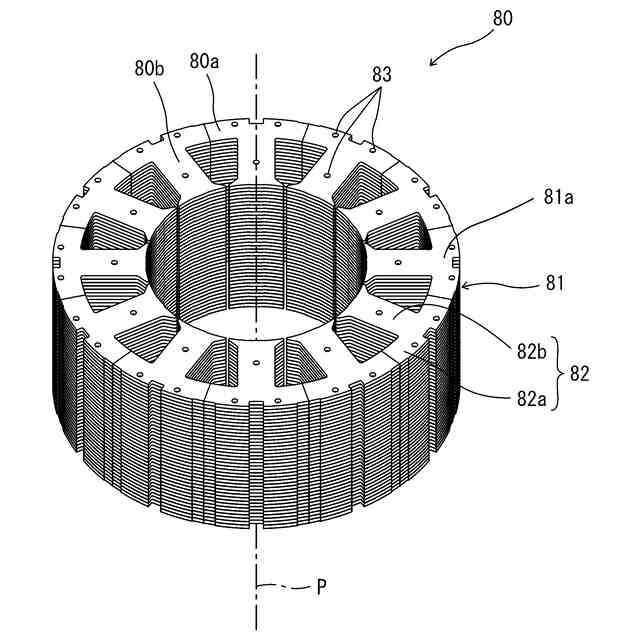
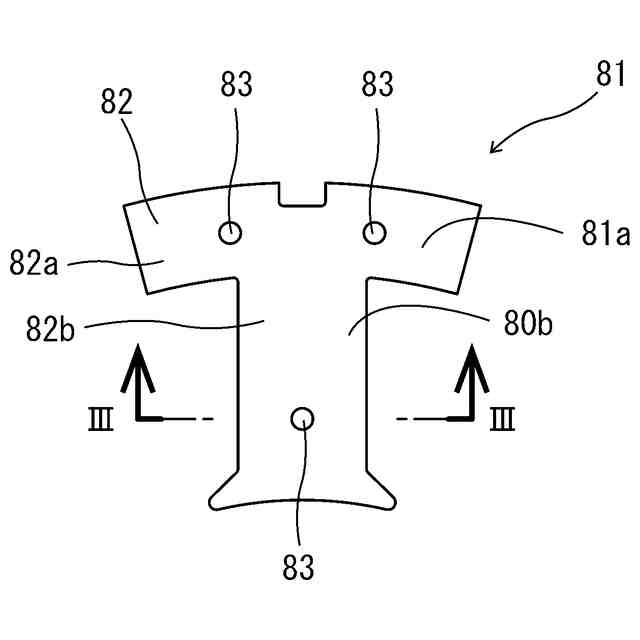
本発明の例示的な一実施形態に係る金型は、貫通孔を有するダイと、前記貫通孔内を軸線方向に移動するパンチと、を有し、前記ダイ及び前記パンチによって、板状の分割コア片を打ち抜く金型である。前記金型は、前記ダイ及び前記パンチによって打ち抜かれた複数の分割コア片を、積層した状態で保持する前記金型用保持部材を有する。
【0010】
本発明の例示的な一実施形態に係るプレス加工装置は、板状の分割コア片が積層された分割コア積層体を製造するプレス加工装置である。前記プレス加工装置は、前記金型を有し、前記ダイ及び前記パンチによって、前記分割コア片を打ち抜き、前記金型用保持部材によって、複数の前記分割コア片を積層した状態で保持する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
トヨタ自動車株式会社
交換装置
4か月前
株式会社プロテリアル
熱間鍛造用金型
8日前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
プレス金型
1か月前
トヨタ紡織株式会社
金型装置
23日前
株式会社ゴーシュー
歯車素材
1日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
株式会社サンテック
ヘミング加工方法
5か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
株式会社小矢部精機
膜厚制御装置
2か月前
株式会社リード
金属管曲げ型
2か月前
株式会社不二越
歯車転造加工ユニット
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
6か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
冨士発條株式会社
プレス成形方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
23日前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
冨士発條株式会社
トリミング装置
5日前
ダイハツ工業株式会社
曲げ加工装置
1か月前
本田技研工業株式会社
プレス成形方法
5か月前
本田技研工業株式会社
プレス成形方法
5か月前
ニデック株式会社
金型及びプレス加工装置
23日前
ダイハツ工業株式会社
曲げ加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
5か月前
株式会社アマダ
金型交換装置
6か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
株式会社ダイナックス
打抜き加工用パンチ
6か月前
旭サナック株式会社
圧造機
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































