TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135467
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046163
出願日
2023-03-23
発明の名称
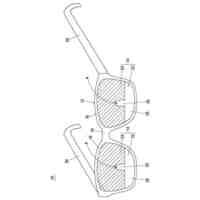
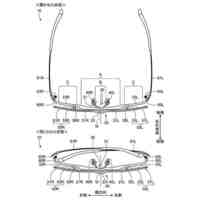
眼鏡の樹脂テンプル及びその製造方法
出願人
株式会社佐々木セルロイド工業所
代理人
個人
主分類
G02C
5/16 20060101AFI20240927BHJP(光学)
要約
【課題】 段付き部や凹凸など形状が変化する部分を有する芯材入りの眼鏡の樹脂テンプル及びその製造方法を提供する。
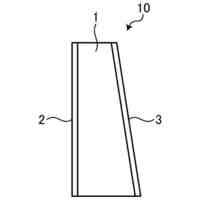
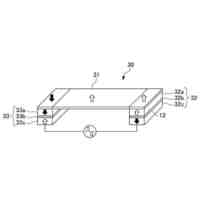
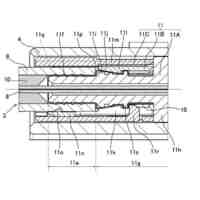
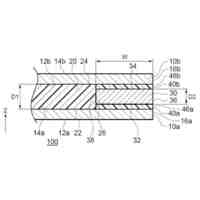
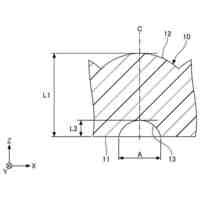
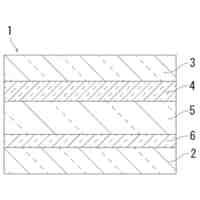
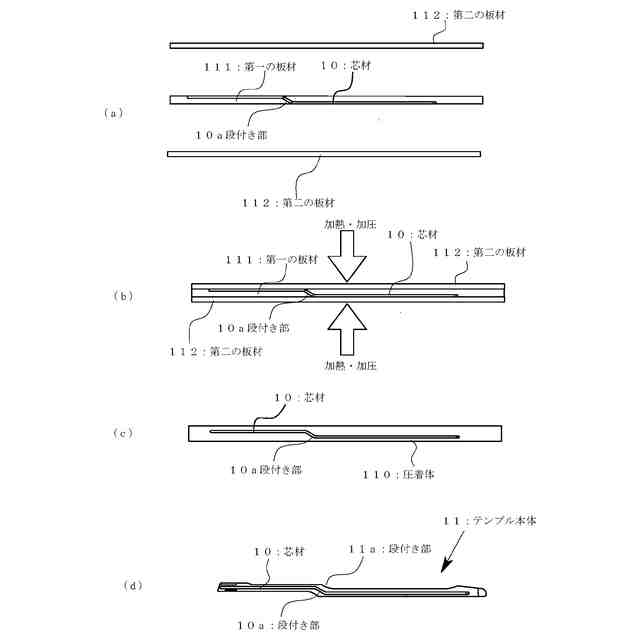
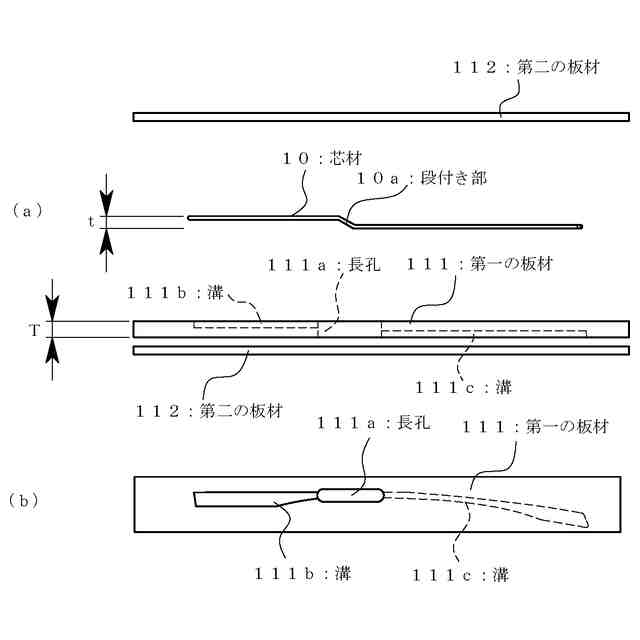
【解決手段】 眼鏡の樹脂テンプルにおいて、段付き部11a又は凹凸を含む形状の変化部分11aを有する樹脂製のテンプル本体11と、このテンプル本体11の形状に応じた形状変化部10aを有し、テンプル本体11の内部に挿入された芯材10と、を有し、テンプル本体11は、芯材10を保持する樹脂製の第一の板材111と、この第一の板材111の両側に貼り付けられた樹脂製の第二の板材112とから形成されている。芯材10の形状変化部10aが嵌挿できる孔111aを第一の板材111に形成し、この孔111aに形状変化部10aを嵌挿した第一の板材111の両側に、第二の板材112を貼り付けるようにしてもよい。
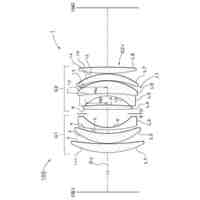
【選択図】 図3
特許請求の範囲
【請求項1】
眼鏡の樹脂テンプルにおいて、
段付き部又は凹凸を含む形状の変化部分を有する樹脂製のテンプル本体と、
このテンプル本体の形状に応じた形状変化部を有し、前記テンプル本体の内部に挿入された芯材と、
を有し、
前記テンプル本体は、前記芯材を保持する樹脂製の第一の板材と、この第一の板材の両側に貼り付けられた樹脂製の第二の板材とから形成されていること、
を特徴とする眼鏡の樹脂テンプル。
続きを表示(約 1,000 文字)
【請求項2】
前記芯材の前記形状変化部が嵌挿できる孔が形成された前記第一の板材と、
前記孔に前記形状変化部を嵌挿した前記第一の板材の両側に貼り付けられる前記第二の板材と、
を有することを特徴とする請求項1に記載の眼鏡の樹脂テンプル。
【請求項3】
前記形状変化部が段付き部で、前記第一の板材の孔は表面から裏面まで貫通して形成されていることを特徴とする請求項2に記載の眼鏡の樹脂テンプル。
【請求項4】
前記芯材に前記形状変化部が複数形成されている場合に、前記形状変化部に応じて前記孔を複数形成したことを特徴とする請求項2に記載の眼鏡の樹脂テンプル。
【請求項5】
前記芯材が複数に分割して形成され、前記形状変化部が各分割体の間の離間部であり、一つ又は複数の前記第一の板材に一つ又は複数の前記分割体を保持させたことを特徴とする請求項1に記載の眼鏡の樹脂テンプル。
【請求項6】
段付き状又は凹凸状を含む形状の変化部分を有するテンプル本体に芯材が挿入された眼鏡の樹脂テンプルの製造方法であって、
前記テンプル本体の形状に応じた形状変化部を有する芯材と、樹脂製の第一の板材及び前記第一の板材の両側に貼り付けられる樹脂製の第二の板材と、
を準備し、
前記第一の板材に前記芯材を保持させ、
前記第一の板材の両側に前記第二の板材を貼り付けたこと、
を特徴とする眼鏡の樹脂テンプルの製造方法。
【請求項7】
前記芯材の前記形状変化部が嵌挿できる孔が形成された樹脂製の前記第一の板材を準備し、
前記形状変化部を、前記第一の板材の前記孔に嵌挿させて、前記第一の板材の両側に前記第二の板材を貼り付けたこと、
を特徴とする請求項6に記載の眼鏡の樹脂テンプルの製造方法。
【請求項8】
前記芯材を複数に分割し、前記第一の板材に前記芯材の分割体を保持させたことを特徴とする請求項6又は7に記載の樹脂テンプルの製造方法。
【請求項9】
前記第一の板材の表面又は裏面に、前記芯材が嵌め込まれる溝が形成され、前記溝に前記芯材を嵌め込むことで、前記第一の板材に前記芯材を保持させたことを特徴とする請求項6又は7に記載の眼鏡の樹脂テンプル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アセテートやセルロイドなどの樹脂材料で形成され、段付き部や凹凸など形状が変化する部分を有する芯材入りの眼鏡の樹脂テンプルに関し、特に、段差の大きい段付き部や凹凸などを有する樹脂テンプルであっても、十分な強度や弾性を得ることができる眼鏡の樹脂テンプル及びその製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
眼鏡のテンプルの中には、眼鏡装着者の頭部を左右両側から弾性的に挟み込み、眼鏡装着者の頭部の動きによる眼鏡の脱落やずれを抑制しようとするものが知られている。そして、テンプルに弾性を付与する手段としては、バネ丁番を設けることや、高弾性の材料を用いることのほか、テンプルの途中部位に段付き部や凹凸など形状が変化する部分を設けることなどが知られている。例えば特許文献1に記載の眼鏡のテンプルでは、テンプルの後半部分を内側に屈曲させて段付き状にすることで、テンプルの弾性を高めている。
しかし、段付き部や凹凸などの形状が変化する部分によって弾性を高めたテンプルは、金属製のテンプルであれば製造は容易であるが、樹脂製のテンプル(以下、「樹脂テンプル」と記載することがある)では、十分な弾性が得にくかったり、折損しやすくなったりするという問題がある。樹脂製のテンプルにおいても十分な強度と弾性を得るためには、テンプルの肉厚や幅を大きくすることが考えられるが、樹脂テンプルのデザインの自由度が制限されるという新たな問題が生じる。
【0003】
特に、樹脂テンプルの材料として主流となっているアセテートは、弾性と強度に乏しいことから、金属製の芯材をテンプル内に挿入することが必須となっている。アセテートなど樹脂製のテンプルに金属製の芯材を挿入する手段としては、芯材を加熱し、芯材の熱で樹脂を溶かしつつテンプル内に挿入する「シューティング」と称される技術が一般的である。「シューティング」は、機械による自動化と量産化が容易であることから、近年の主流となっている。
【先行技術文献】
【特許文献】
【0004】
特開2013-160926号公報(図面の記載参照)
特開2003-50377号公報(図面の記載参照)
【発明の開示】
【発明が解決しようとする課題】
【0005】
弾性を高めたり、デザイン性を高めたりするどの目的で、段付き部や凹凸などの形状が変化する部分を有する樹脂テンプルを形成するには、樹脂テンプルの外形に応じた形状の芯材を樹脂テンプル内に挿入するのがよい。
しかし、シューティングは加熱した芯材で樹脂を溶かしながらテンプル内に芯材を挿入するものであるため、芯材の途中部位に段付き部や凹凸などの形状変化部が存在すると、このような形状変化部が障害になって芯材が途中で曲がったり、形状変化部が通過した部分に空洞が形成されたりして、テンプルを割れやすくする要因となったり、透明又は半透明の樹脂テンプルでは、前記空洞が外観に現れてデザイン性を低下させるおそれがあるなどの問題が生じる。そのため、樹脂テンプルにおいて挿入が可能な芯材は、ほぼ真直な棒状又は板状のものに限られている。
【0006】
樹脂テンプルにおいて、段付き部や凹凸など形状が変化する部分の形状変化の度合いが小さければ、真直な芯材の挿入で対応することも可能であるが、形状変化の度合いが大きくなると、当該形状が変化する部分で芯材がテンプル外に突出してしまうことから、形状変化の大きい樹脂テンプルに芯材を挿入することは事実上困難で、テンプル及び芯材ともに形状変化の度合いが制限されることになる。そのため、十分な弾性の樹脂テンプルを得ることができなかったり、大きく形状が変化するデザイン性の高い樹脂テンプルを得ることが困難であったりする、という問題がある。
【0007】
なお、特許文献2の図4~図6には、複数の凹凸によって形成される波形デザインのテンプルが示されているが、上記の理由から、シューティングによって挿入できる芯材はほぼ真直である必要があるため、このような波形部分を有するテンプルに真直な芯材を挿入しようとすると、芯材が凹凸の間から突出してしまうことから、凹凸の大きさが制限される。特許文献2の図6には、波形凹凸状に形状が変化する部分を有するテンプルに芯材が挿入された状態が図示されているが、当該部分の凹凸の段差がこれ以上に大きくなると、芯材が凹凸の間からテンプル外に突出することになる。また、特許文献2の図8には、途中に段付き部を有するデザインのテンプルが記載されているが、上記の凹凸と同様の理由により、前記段付き部の段差の大きさが制限されるという問題がある。
その一方で、金属製のテンプルと同等に高い弾性を有し、かつ、デザイン的にも汎用性も高い樹脂製のテンプルの開発が求められている。
【0008】
本発明は上記の要求に応えるべくなされたもので、段付き部や凹凸など形状が変化する部分を有する芯材入りの眼鏡の樹脂テンプル及びその製造方法の提供、特に、段付き部や凹凸などの形状変化の度合いが大きい部分を有していても、十分な強度や弾性を得ることができ、かつ、デザインの汎用性も高い芯材入りの樹脂テンプルの提供及びその製造方法の提供を目的とする。
【課題を解決するための手段】
【0009】
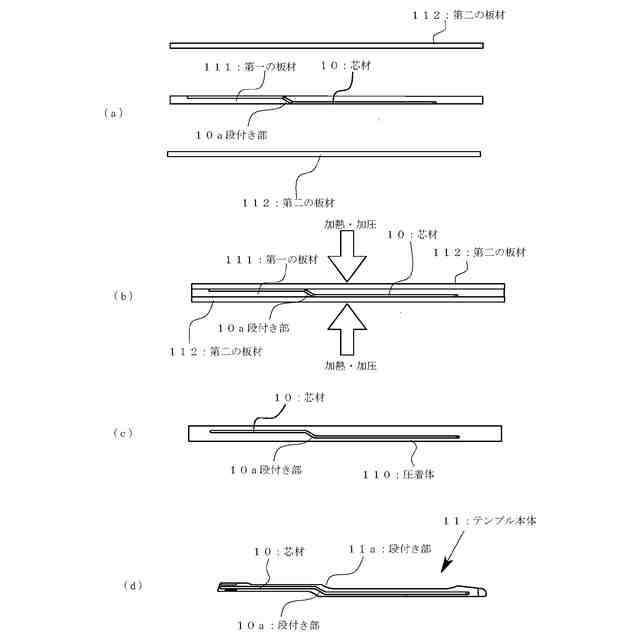
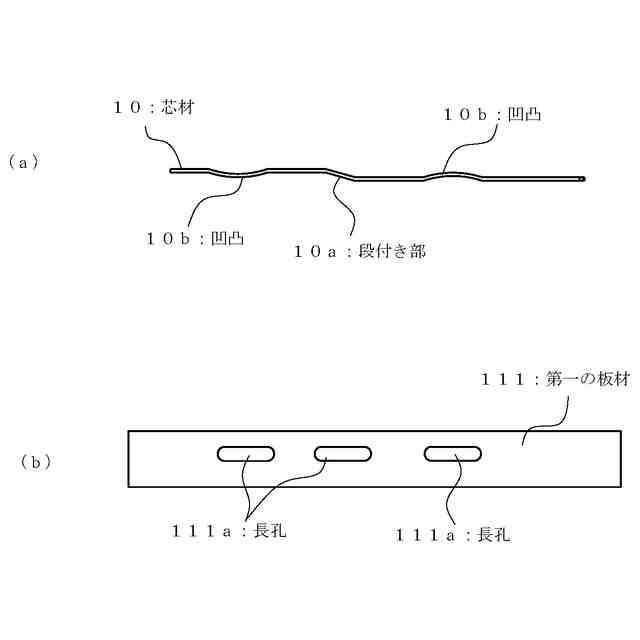
上記目的を達成するために請求項1に記載の発明は、眼鏡の樹脂テンプルにおいて、段付き部又は凹凸を含む形状の変化部分を有する樹脂製のテンプル本体と、このテンプル本体の形状に応じた形状変化部を有し、前記テンプル本体の内部に挿入された芯材と、を有し、前記テンプル本体は、前記芯材を保持する樹脂製の第一の板材と、この第一の板材の両側に貼り付けられた樹脂製の第二の板材とから形成されている構成としてある。
段付き部や凹凸のように、立体的に形状が変化する部分を有するテンプル本体に対しては、その形状に合わせた段付き部や凹凸などの形状変化部を有する芯材を用いるが、このような場合は、請求項2に記載するように、前記芯材の前記形状変化部が嵌挿できる孔が形成された前記第一の板材と、前記孔に前記形状変化部を嵌挿した前記第一の板材の両側に貼り付けられる前記第二の板材とを有する構成とするとよい。
前記孔は貫通孔であってもよいし有底の孔であってもよい。例えば前記形状変化部が段付き部の場合は、請求項3に記載するように、前記第一の板材に形成する前記孔は貫通孔とする。
また、請求項4に記載するように、前記芯材に前記形状変化部が複数形成されている場合に、例えば、離間して凹凸が複数形成されているような場合は、前記形状変化部(例えば複数の凹凸)の各々に応じて、前記孔を複数形成するようにしてもよい。
【0010】
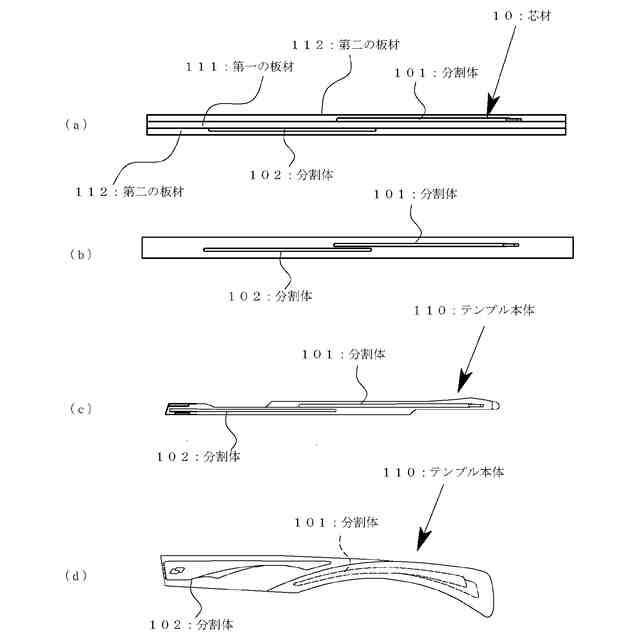
本発明の別の態様としては、請求項5に記載するように、前記芯材が複数に分割して形成され、前記形状変化部が各分割体の間の離間部であるものとしてもよい。この場合は、一つ又は複数の前記第一の板材に一つ又は複数の前記分割体を保持させる。複数の第一の板材を層状に積層し、各々に一つ又は複数の芯材の分割体を保持させるようにしてもよい。
なお、前記第一の板材の表面又は裏面に、前記形状変化部を除く前記芯材の他の部分が嵌め込まれる溝を形成してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
姿勢矯正メガネ
9日前
株式会社ハセガワ
眼鏡
4日前
株式会社コシナ
大口径撮像レンズ
24日前
シャープ株式会社
表示装置
4日前
HOYA株式会社
光インテグレータ
16日前
個人
化粧用補助部材
16日前
株式会社ニコン
光学系及び光学機器
9日前
新光電気工業株式会社
光導波路装置
23日前
新光電気工業株式会社
光導波路装置
4日前
三菱電機株式会社
高出力レーザ用反射ミラー
2日前
日本放送協会
磁壁移動型空間光変調器
10日前
東レエンジニアリング株式会社
レーザ強度調節方法
9日前
キヤノン株式会社
画像表示装置
23日前
キヤノン株式会社
画像表示装置
23日前
日東電工株式会社
偏光板
10日前
マクセル株式会社
空中浮遊映像表示装置
2日前
株式会社NTTドコモ
表示装置
17日前
大日本印刷株式会社
空中映像表示装置
1か月前
矢崎総業株式会社
車両用表示装置
29日前
キヤノン株式会社
光学系および撮像装置
29日前
矢崎総業株式会社
光コネクタ用固定部材
2日前
株式会社三栄コンサルタント
底樋内部観察装置
10日前
キヤノン株式会社
撮像装置
24日前
日亜化学工業株式会社
波長変換部材
29日前
怡利電子工業股ふん有限公司
拡大表示装置
2日前
日亜化学工業株式会社
光学部材、光源モジュール
9日前
キヤノン株式会社
光学素子および光学装置
23日前
株式会社トクヤマ
光学積層シート、光学物品、レンズ、及び眼鏡
3日前
キヤノン株式会社
光学系および画像表示装置
17日前
株式会社クラレ
逆波長分散性光学フィルムとその製造方法
9日前
富士フイルム株式会社
撮像装置
16日前
キヤノン株式会社
ズームレンズおよび撮像装置
24日前
キヤノン株式会社
情報処理装置および撮像装置
16日前
キヤノン株式会社
撮像装置およびその制御方法
9日前
キヤノン株式会社
非線形光学顕微鏡
22日前
東芝テック株式会社
光源モジュール
16日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ