TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024134831
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045228
出願日
2023-03-22
発明の名称
プレス成型用金型
出願人
日機装株式会社
,
株式会社郷製作所
代理人
個人
,
個人
主分類
B29C
43/36 20060101AFI20240927BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】炭素繊維の織物等の補強材繊維と樹脂材料とを組み合わせた複合材料を用いて成型品を成型する際の冷却速度を領域ごとに最適化することで品質の高い成型品を生産することができるプレス成型用金型を提供する。
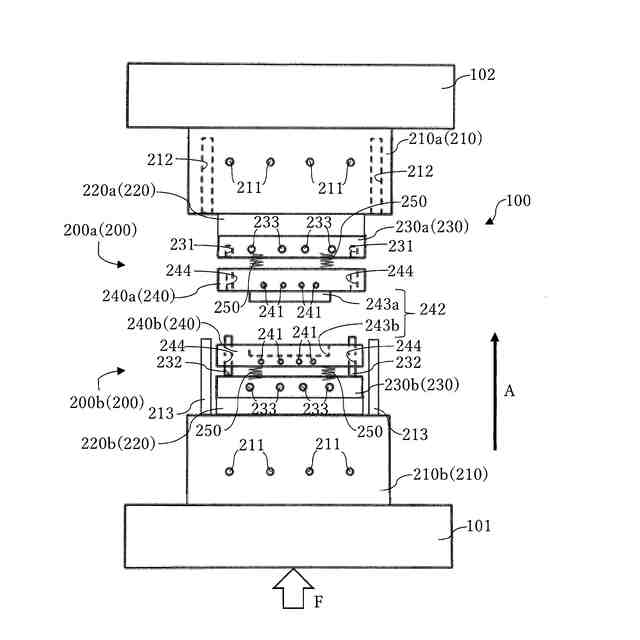
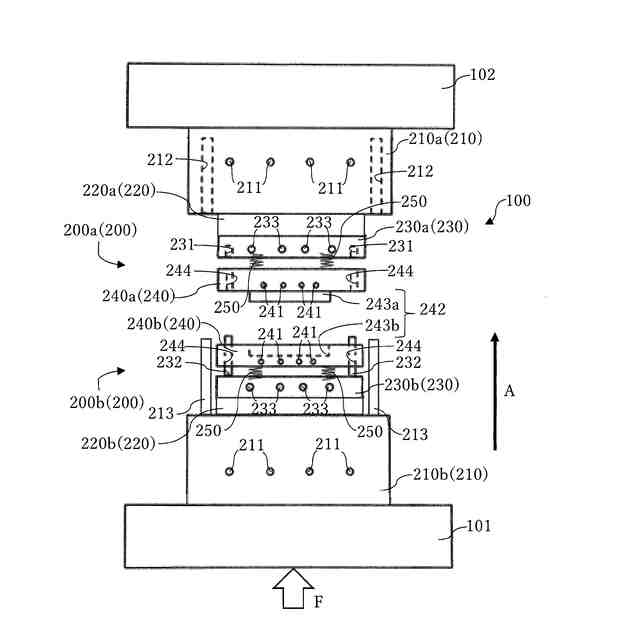
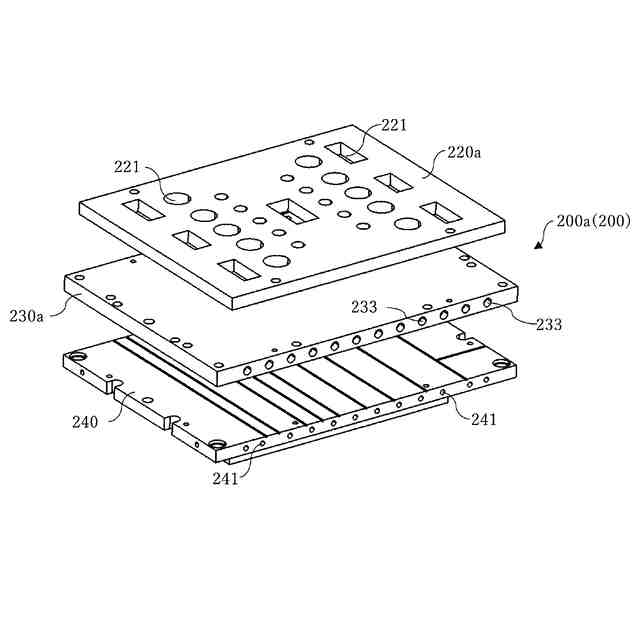
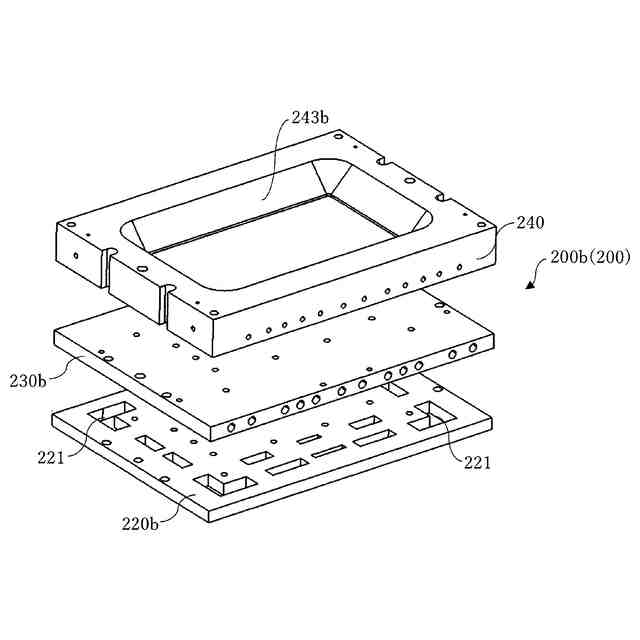
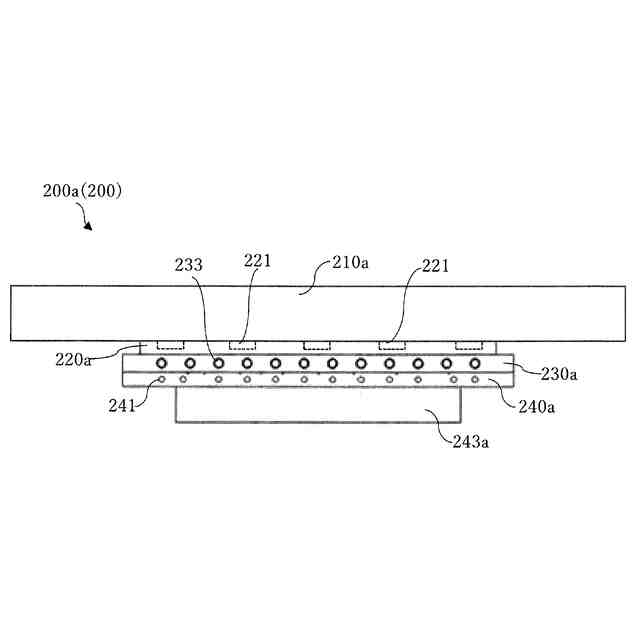
【解決手段】一対の金型を有し、これら金型を型締めすることで成型素材を加工するプレス成型金型100であって、前記金型は、加熱手段を有すると共に前記成型素材が供給されるキャビティを有する加熱プレート240と、前記加熱プレートと重ねて配置されると共に冷却媒体を導入可能な通路が形成された冷却プレート230と、前記冷却プレートよりも大きな熱容量を有するベースプレート210と、熱伝導調整部が面方向に混在していると共に前記ベースプレートと前記冷却プレートとの間に配置される熱調整プレート220と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
一対の金型を有し、これら金型を型締めすることで成型素材を加工するプレス成型金型であって、
前記金型は、
加熱手段を有すると共に前記成型素材が供給されるキャビティを有する加熱プレートと、
前記加熱プレートと重ねて配置されると共に冷却媒体を導入可能な通路が形成された冷却プレートと、
前記冷却プレートよりも大きな熱容量を有するベースプレートと、
熱伝導調整部が面方向に混在していると共に前記ベースプレートと前記冷却プレートとの間に配置される熱調整プレートと、
を備えることを特徴とするプレス成型用金型。
続きを表示(約 490 文字)
【請求項2】
前記熱調整プレートは、熱伝導調整部が前記金型構成に応じて設定されることを特徴とする請求項1記載のプレス成型用金型。
【請求項3】
前記熱調整プレートは、熱伝導調整部が前記キャビティの形状に応じて設定されることを特徴とする請求項1記載のプレス成型用金型。
【請求項4】
各熱調整プレートにおける熱伝導調整部は、前記キャビティの形状に応じて異なる位置に設定されることを特徴とする請求項3記載のプレス成型用金型。
【請求項5】
前記熱調整プレートは、前記熱調整プレートの厚み方向に貫通した空所で形成された熱伝導調整部を含むことを特徴とする請求項1記載のプレス成型用金型。
【請求項6】
前記熱調整プレートは、前記ベースプレートとの接触面に設けられた凹所で形成された熱伝導調整部を含むことを特徴とする請求項1記載のプレス成型用金型。
【請求項7】
前記熱調整プレートは、前記冷却プレートとの接触面に設けられた凹所で形成された熱伝導調整部を含むことを特徴とする請求項1記載のプレス成型用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、特に熱硬化性樹脂や熱可塑性樹脂等の樹脂加工材を含む複合材料を所定の形状に成型するためのプレス成型用金型に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
プレス成型用金型は成型素材を加圧及び加熱して成型品を生産する際に用いられる。成型素材としては炭素繊維の織物等の補強材繊維と熱可塑性樹脂や熱硬化性樹脂等の樹脂材料とを組み合わせた複合材料が挙げられる。このようなプレス成型用金型としては特許文献1に開示されているものが挙げられる。
【0003】
特許文献1に開示されたプレス成型用金型は、成型素材を第一入り駒の転写成型部に載置した後に加圧軸の駆動により可動金型を移動させると、第一入り駒と第二入り駒とが接合する。成型素材は第一入り駒及び第二入り駒の加熱手段によって加熱され、前記成型素材に含有された樹脂材料が補強材繊維に含侵する。樹脂材料が補強材繊維に含侵した後に、加圧軸の圧力を加えることによって前記成型素材を加圧し、前記成型素材が転写成型部に倣った形状に成型される。その後、可動金型及び固定金型に設けられた冷却通路に冷却媒体を流入させることで、第一入り駒と第二入り駒の間に配置された成型素材を冷却し、成型素材の成形が完了する。
【先行技術文献】
【特許文献】
【0004】
特開2015-112827
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、プレス成型用金型におけるキャビティの形状は成型する製品によって異なるものであり、キャビティの背面に配置された冷却プレートとキャビティ面との間隔が大きい箇所と小さい箇所とが共存している。そのため、キャビティ面の中で冷却プレートとの間隔が大きい箇所は冷却速度が遅い一方、キャビティ面の中で冷却プレートとの間隔が小さい箇所は冷却速度が早くなる。その結果、キャビティ内の成形素材の冷却速度に斑が発生してしまい、成形品の歪みや反り等が発生してしまうという懸念があった。特に、入り駒に設けられた加熱手段がカートリッジヒータの場合、キャビティの形状と関係なく配置されるため、キャビティ面の加熱温度に斑が発生しやすい結果、冷却速度にも斑が発生しやすく、成型素材の冷却速度に影響を与えてしまう。
【0006】
また、結晶性樹脂の場合は、融点からガラス転移点までの間に結晶化が発生するところ、結晶化の度合いは融点からガラス転移点までの冷却速度によって異なる。そのため、成型素材の冷却速度に斑が発生してしまうと、成形品の結晶化度にも斑が発生してしまうことになり、本来予定していた耐熱性や強度等を発揮することができなくなるという懸念があった。
【課題を解決するための手段】
【0007】
本発明はこのような課題に鑑みなされたものであり、その目的とするところは、炭素繊維の織物等の補強材繊維と樹脂材料とを組み合わせた複合材料を用いて成型品を成型する際の冷却速度を領域ごとに最適化することで品質の高い成型品を生産することができるプレス成型用金型を提供することにある。
【0008】
すなわち、本発明は、一対の金型を有し、これら金型を型締めすることで成型素材を加工するプレス成型金型であって、前記金型は、加熱手段を有すると共に前記成型素材が供給されるキャビティを有する加熱プレートと、前記加熱プレートと重ねて配置されると共に冷却媒体を導入可能な通路が形成された冷却プレートと、前記冷却プレートよりも大きな熱容量を有するベースプレートと、熱伝導調整部が面方向に混在していると共に前記ベースプレートと前記冷却プレートとの間に配置される熱調整プレートと、を備えることを特徴とする。
【発明の効果】
【0009】
本発明のプレス成型用金型によれば、ベースプレートと冷却プレートとの間に配置された熱調整プレートは熱伝導調整部が面方向に混在しているため、前記冷却プレートから前記ベースプレートへの熱流量を領域ごとに任意で設定することができる。そのため、プレス成型用金型は、成形品の成形する際の冷却速度を領域ごとに最適化することで品質の高い成型品を生産することができる。
【図面の簡単な説明】
【0010】
本発明の一実施形態にかかるプレス成型用金型の正面図である。
本発明の一実施形態の金型の一部を示す斜視図である。
本発明の一実施形態の金型の一部を示す斜視図である。
本発明の一実施形態の金型の断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日機装株式会社
浄化ユニット
26日前
日機装株式会社
紫外線照射装置
3日前
日機装株式会社
空気浄化装置および空気浄化システム
1か月前
日機装株式会社
窒化物半導体発光素子の寿命予測方法及び装置
3日前
日機装株式会社
窒化物半導体発光素子の光出力予測方法及び装置
3日前
日機装株式会社
半導体発光素子の製造システム
3日前
日機装株式会社
半導体発光素子の寿命予測装置、及び半導体発光素子の製造システム
3日前
東レ株式会社
溶融紡糸設備
5か月前
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
26日前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社日本製鋼所
押出成形装置
2か月前
小林工業株式会社
振動溶着機
5か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社城北精工所
押出成形用ダイ
8か月前
株式会社日本製鋼所
射出成形機
16日前
株式会社コスメック
磁気クランプ装置
2か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
株式会社スリーエス
光造形装置
6か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ