TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024134081
公報種別
公開特許公報(A)
公開日
2024-10-03
出願番号
2023044187
出願日
2023-03-20
発明の名称
タイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29D
30/38 20060101AFI20240926BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】タイヤの性能を安定させること
【解決手段】
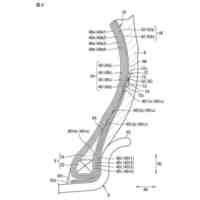
タイヤ10の製造方法は。複数のブレーカー材料を用意する工程と、トレッドゴムと、カーカスとの間に、複数のブレーカー材料を配置する工程とを含む。複数のブレーカー材料41~44を用意する工程では、複数のブレーカー材料41~44のうち少なくとも1つのブレーカー材料を用意する際に、当該ブレーカー材料が半加硫状態になるように電子線が放射される。
【選択図】図1
特許請求の範囲
【請求項1】
複数のブレーカー材料を用意する工程と、
トレッドゴムと、カーカスとの間に、前記複数のブレーカー材料を配置する工程と
を含み、
前記複数のブレーカー材料を用意する工程では、前記複数のブレーカー材料のうち少なくとも1つのブレーカー材料を用意する際に、当該ブレーカー材料が半加硫状態になるように電子線が放射される、
タイヤの製造方法。
続きを表示(約 1,200 文字)
【請求項2】
複数のブレーカー材料を用意する工程は、
エッジ部にカバリングが施されたブレーカー材料を用意する工程と、
エッジ部にカバリングが施されていないブレーカー材料を用意する工程と
を含み、
前記エッジ部にカバリングが施されていないブレーカー材料を用意する工程は、当該ブレーカー材料が半加硫状態になるように電子線を放射する工程を含み、
前記複数のブレーカー材料を配置する工程では、
前記トレッドゴムと、前記カーカスとの間に、前記エッジ部にカバリングが施されたブレーカー材料と、前記エッジ部にカバリングが施されていないブレーカー材料とが予め定められた順番で重ねられる、
請求項1に記載されたタイヤの製造方法。
【請求項3】
前記電子線を放射する工程において、電子線が放射されるブレーカー材料の単位質量当たりの電子線を放射する量が、34.8kGy以上35.2kGy以下である、請求項1に記載されたタイヤの製造方法。
【請求項4】
前記電子線の強度が、電子線が放射されるブレーカー材料の単位質量当たり475kV以上525kVである、請求項1に記載されたタイヤの製造方法。
【請求項5】
前記複数のブレーカー材料を用意する工程は、
並行に並べられた複数のコード材にゴムシートを貼り付けて幅広のブレーカー材料を得る工程と、
前記幅広のブレーカー材料にフィルム材を貼り付けて搬送し、予め定められた幅に裁断する工程と、
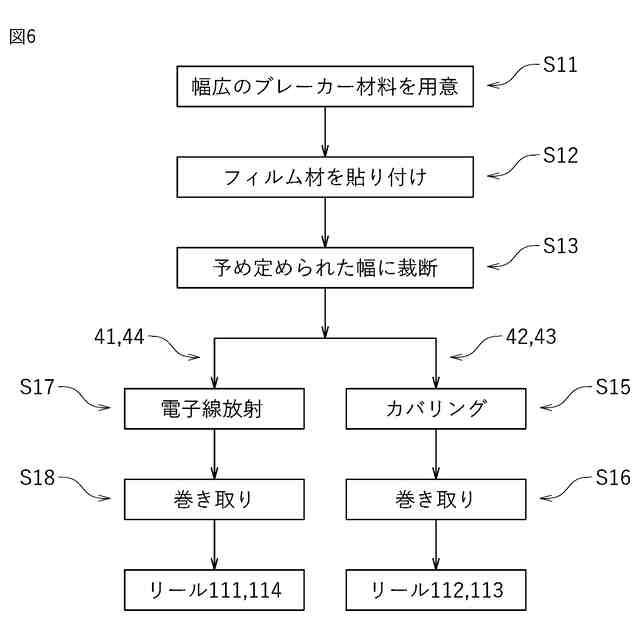
前記裁断する工程後に、前記ブレーカー材料に電子線が放射される工程と、
を含む、請求項1に記載されたタイヤの製造方法。
【請求項6】
前記複数のブレーカー材料を用意する工程は、
並行に並べられた複数のコード材にゴムシートを貼り付けて幅広のブレーカー材料を得る工程と、
前記幅広のブレーカー材料にフィルム材を貼り付けて搬送する工程と、
前記幅広のブレーカー材料に電子線が放射される工程と、
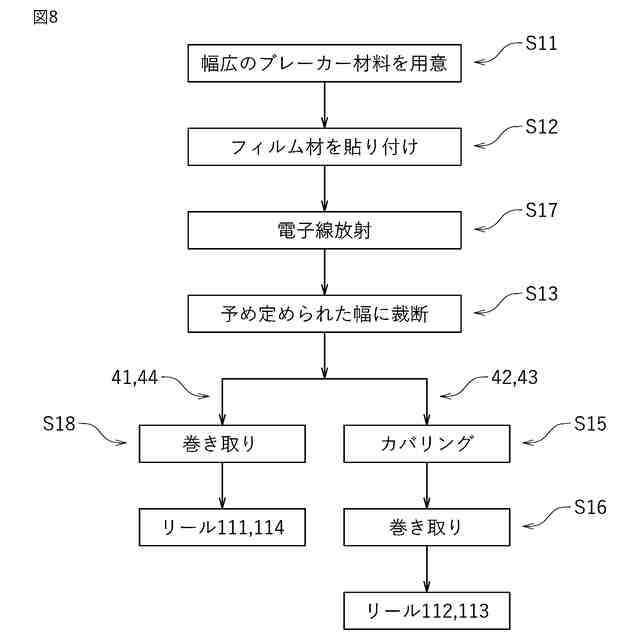
前記幅広のブレーカー材料を予め定められた幅に裁断する工程と、
を含む、請求項1に記載されたタイヤの製造方法。
【請求項7】
前記複数のブレーカー材料を用意する工程は、
並行に並べられた複数のコード材にゴムシートを貼り付けて幅広のブレーカー材料を得る工程と、
幅広のブレーカー材料にフィルム材を貼り付けて搬送し、予め定められた幅に裁断する工程と
を備えており、
前記裁断する工程の後、前記複数のブレーカー材料のうち一部のブレーカー材料は、エッジ部にカバリングが施され、カバリングが施されない他のブレーカー材料は、電子線が放射される、請求項1に記載されたタイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤの製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特開2008-138047号公報には、トラック・バス用タイヤではタイヤの耐久性・操縦安定性を確保するため、複数枚のブレーカー材料が使用されること、および、剥離を抑制するために、ブレーカーエッジにゴムシートをカバリングし、ブレーカーエッジ周りのゴムゲージを確保し、大きな歪を受けた場合にも、剥離しにくい構造が採用されることが開示されている。同公報によれば、ブレーカーエッジカバリングとは、ブレーカーのエッジ部(ブレーカーエッジ)を補強する部材であり、大きな変形応力を受け、剥離しやすいブレーカーエッジの剥離を抑制する部材である。同公報には、ブレーカーエッジカバリング用ゴム組成物に関し、ゴム成分100重量部に対して、平均短径(A)に対する平均長径(B)の比(B/A)が1.1~30である紙繊維を1~15重量部配合することが開示されている。
【0003】
特開2016-36947号公報には、プライ材料の製造方法が開示されている。ここで開示されるプライ材料の製造方法は、タイヤ用の未加硫のプライ材料に、電子線を放射してプライ材料を半加硫する電子線放射工程と、電子線放射工程を終えたプライ材料の表面に、導電性を有する糸を付着させる導電性糸付着工程とを含んでいる。電子線放射工程は、プライ材料に導電性の糸を付着させる前に行われる。同公報では、このため、例えば、電子線が、導電性の糸を介して作業者や放射装置に悪影響を及ぼすことがない、とされている。
【0004】
特開2020-104459号公報には、ランフラットタイヤの製造方法が開示されている。同公報では、未加硫のゴムストリップを押出機から押し出す押出工程と、ゴムストリップを用いて成形されたサイド補強ゴムを用いて生タイヤを成形する成形工程と、生タイヤを加硫する加硫工程とを含んでいる。ここで、押出工程と成形工程との間には、ゴムストリップに電子線を放射してゴムストリップを予備加硫するEBR工程が含まれている。同公報では、これにより、加硫工程での加硫時間を短縮することのできる、とされている。
【先行技術文献】
【特許文献】
【0005】
特開2008-138047号公報
特開2016-36947号公報
特開2020-104459号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
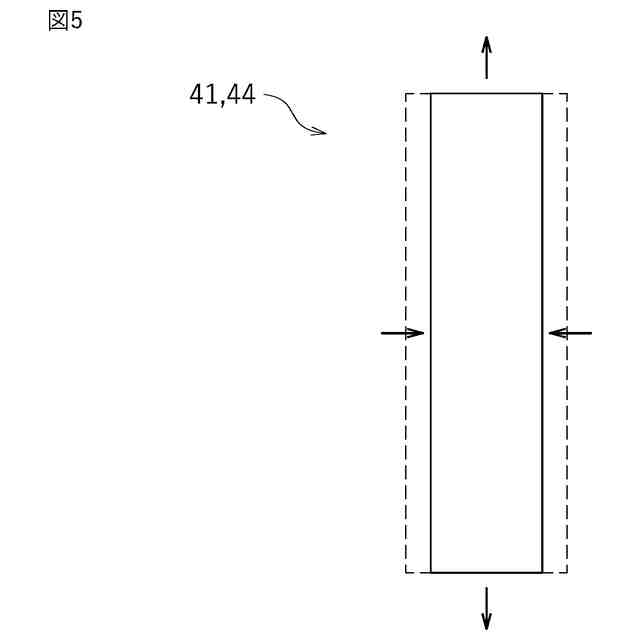
ところで、複数枚のブレーカー材料が用いられる場合でも、エッジ部に歪が溜まりにくい一部のブレーカーには、カバリングが施されない場合がある。ブレーカーのリールは、成形機にセットし、ポリで引きはがしながら送り出して成形する。ポリで引きはがしなら送り出すことでブレーカーには引っ張り力が働く。カバリングがあるブレーカーは引っ張られても伸びにくいが、それに比べて、カバリングの無いブレーカーは引っ張られるとブレーカーが伸びやすい。ブレーカーが伸びるとブレーカーの幅が狭くなる。
【課題を解決するための手段】
【0007】
ここで提案されるタイヤの製造方法は、複数のブレーカー材料を用意する工程と、トレッドゴムと、カーカスとの間に、複数のブレーカー材料を配置する工程とを含む。複数のブレーカー材料を用意する工程では、複数のブレーカー材料のうち少なくとも1つのブレーカー材料を用意する際に、当該ブレーカー材料が半加硫状態になるように電子線が放射される。
【発明の効果】
【0008】
タイヤの製造方法によれば、電子線が放射されたブレーカー材料は、伸びが抑制され幅寸法が安定する。このため、タイヤの性能が安定する。
【図面の簡単な説明】
【0009】
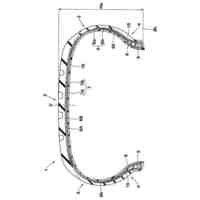
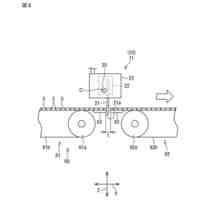
図1は、タイヤ10の断面構造を示す断面図である。
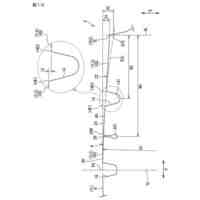
図2は、ブレーカー材料41~44が、帯状の状態でリール111~114に用意される工程を説明するフロー図である。
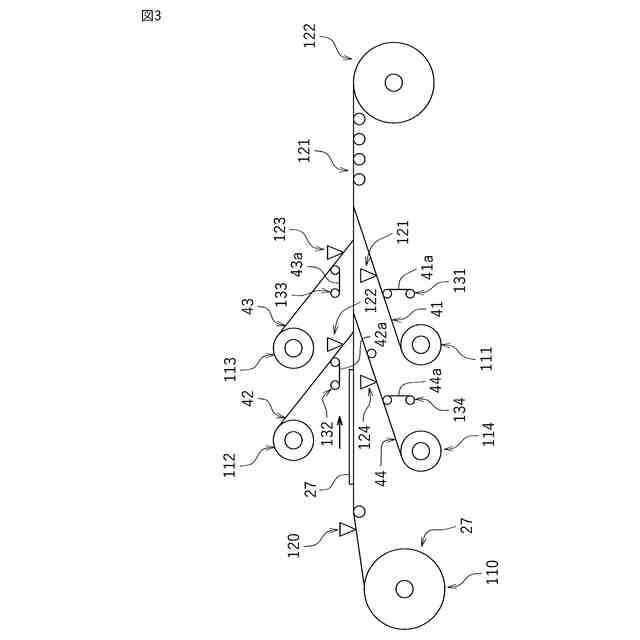
図3は、ローカバーを成形する成形装置100の模式図である。
図4は、エッジ部にカバリングが施されているブレーカー材料42,43を示す模式図である。
図5は、エッジ部にカバリングが施されていないブレーカー材料41,44を示す模式図である。
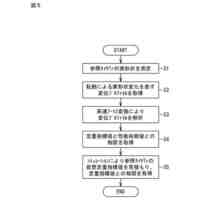
図6は、ここで提案されるタイヤ10の製造方法を説明するフロー図である。
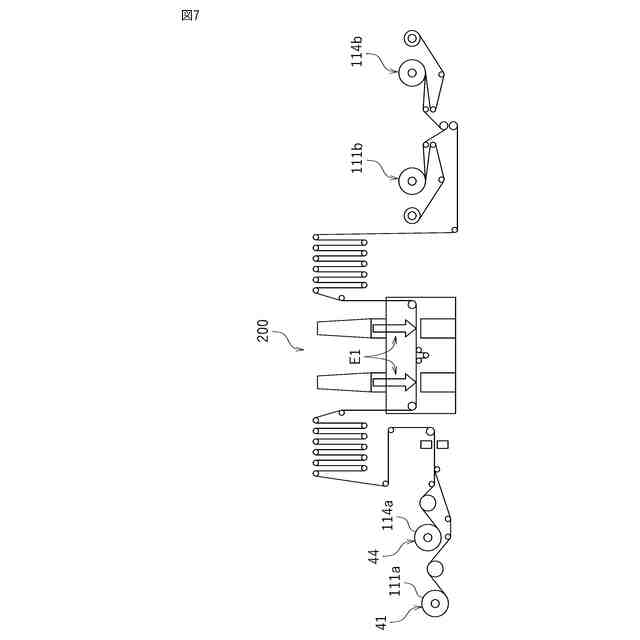
図7は、第1ブレーカー41と第4ブレーカー44とが用意される工程を示す模式図である。
図8は、他の形態を示すフロー図である。
【発明を実施するための形態】
【0010】
以下、ここで開示されるタイヤの製造方法を図面に基づいて説明する。なお、本発明は以下の実施形態に限定されない。各図面は模式的に描かれており、必ずしも実物を反映していない。また、各図面は、一例を示すのみであり、特に言及されない限りにおいて本発明を限定しない。また、同一の作用を奏する部材・部位には、適宜に同一の符号を付し、重複する説明を省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
5日前
住友ゴム工業株式会社
タイヤ
5日前
住友ゴム工業株式会社
タイヤ
12日前
住友ゴム工業株式会社
タイヤ
12日前
住友ゴム工業株式会社
タイヤ
5日前
住友ゴム工業株式会社
ゴルフボール
26日前
住友ゴム工業株式会社
ゴルフボール
26日前
住友ゴム工業株式会社
テニスボール
26日前
住友ゴム工業株式会社
空気入りタイヤ
19日前
住友ゴム工業株式会社
重荷重用タイヤ
12日前
住友ゴム工業株式会社
バイアスタイヤ
12日前
住友ゴム工業株式会社
エアレスタイヤ
12日前
住友ゴム工業株式会社
重荷重用タイヤ
25日前
住友ゴム工業株式会社
現像ローラの製造方法
27日前
住友ゴム工業株式会社
ゴルフクラブシャフト
14日前
住友ゴム工業株式会社
ゴムシート部材の切断装置
26日前
住友ゴム工業株式会社
タイヤの耐久性能の予測方法
26日前
住友ゴム工業株式会社
タイヤの摩耗状態の予測方法
6日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
6日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
26日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
26日前
住友ゴム工業株式会社
がん細胞捕捉用ポリマー被覆基材の製造方法
12日前
住友ゴム工業株式会社
シート搬送ローラ用ゴム組成物およびシート搬送ローラ
19日前
住友ゴム工業株式会社
マルチプルシュートの製造方法、クローン苗の製造方法
5日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
18日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
18日前
住友ゴム工業株式会社
タイヤ用ゴム組成物及びタイヤ
14日前
東レ株式会社
溶融紡糸設備
6か月前
東レ株式会社
吹出しノズル
1か月前
東レ株式会社
金型の製造方法
11か月前
東レ株式会社
シート成形口金
11か月前
CKD株式会社
型用台車
12日前
東レ株式会社
プリプレグテープ
3か月前
シーメット株式会社
光造形装置
5日前
津田駒工業株式会社
連続成形機
10か月前
個人
射出ミキシングノズル
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ