TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024130037
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023039520
出願日
2023-03-14
発明の名称
送り装置及び送り装置の調整方法
出願人
株式会社アマダ
,
株式会社アマダプレスシステム
代理人
個人
,
個人
主分類
B21D
43/02 20060101AFI20240920BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】ワークに形成されたS字状のループの垂れ下がりを低減することができる送り装置及び送り装置の調整方法を提供すること。
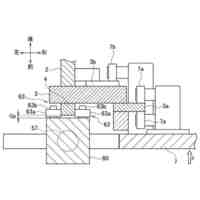
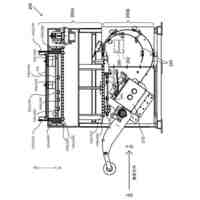
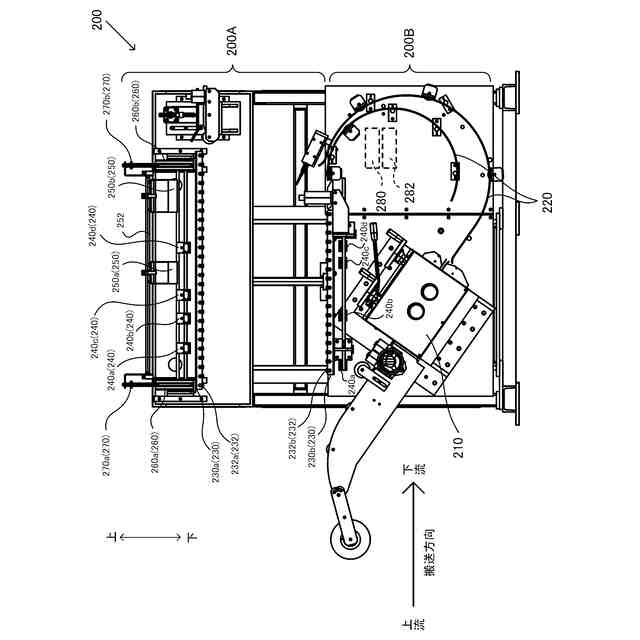
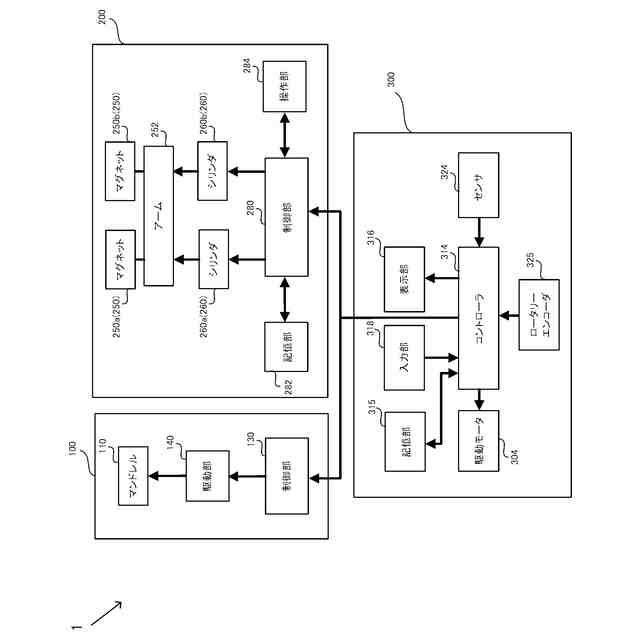
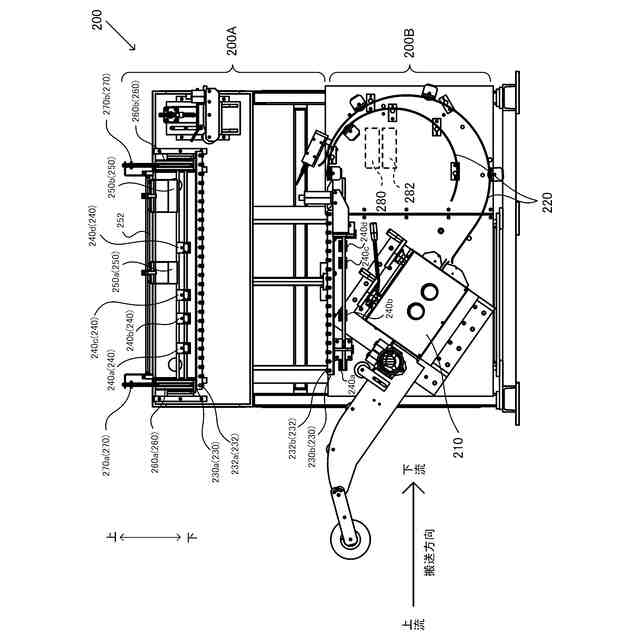
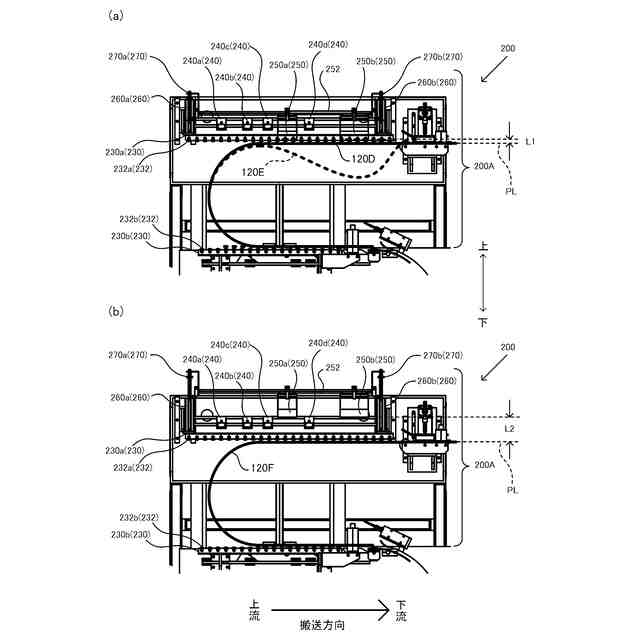
【解決手段】ワークにS字状のループを形成させてプレス装置にワークを搬送するレベラ200であって、ワークの搬送に伴い回転するホイール232aを有し、ループの上方に設けられた上ホイールコンベア230aと、ワークの搬送に伴い回転するホイール232bを有し、ループの下方に設けられたホイールコンベア230bと、ホイールコンベア230aの上方に設けられ、ワークを磁力により引き上げるマグネット250と、マグネット250を上下方向に移動させるシリンダ260と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
ワークにS字状のループを形成させてプレス装置に前記ワークを搬送する送り装置であって、
前記ワークの搬送に伴い回転する上回転体を有し、前記ループの上方に設けられた上コンベアと、
前記ワークの搬送に伴い回転する下回転体を有し、前記ループの下方に設けられた下コンベアと、
前記上コンベアの上方に設けられ、前記ワークを磁力により引き上げるマグネットと、
前記マグネットを上下方向に移動させる駆動手段と、
を備える、送り装置。
続きを表示(約 940 文字)
【請求項2】
前記マグネットは、前記ループの量が変動する方向に少なくとも1つ設けられている、請求項1に記載の送り装置。
【請求項3】
前記マグネットは、前記ループの量が変動する方向に移動することが可能である、請求項1に記載の送り装置。
【請求項4】
前記上回転体は、前記マグネットの磁力により磁化しない材質の回転体である、請求項1に記載の送り装置。
【請求項5】
前記上回転体は、弾性体である、請求項4に記載の送り装置。
【請求項6】
前記上回転体は、樹脂である、請求項4に記載の送り装置。
【請求項7】
前記マグネットは、前記駆動手段によって前記ワークの垂れ下がりの度合いに応じた前記上下方向における位置に移動する、請求項1に記載の送り装置。
【請求項8】
前記マグネットは、前記ワークの垂れ下がりが大きいときには前記駆動手段によって下方に移動することで前記上下方向における位置を調整され、前記ワークの垂れ下がりが小さいとき、又は、ないときには、前記駆動手段によって上方に移動することで前記上下方向における位置を調整される、請求項7に記載の送り装置。
【請求項9】
ワークにS字状のループを形成させてプレス装置に前記ワークを搬送する送り装置の調整方法であって、
前記送り装置は、前記ワークの搬送に伴い回転する上回転体を有し、前記ループの上方に設けられた上コンベアと、前記ワークの搬送に伴い回転する下回転体を有し、前記ループの下方に設けられた下コンベアと、前記上コンベアの上方に設けられ、前記ワークを磁力により引き上げるマグネットと、前記マグネットを上下方向に移動させる駆動手段と、を備え、
前記ワークの垂れ下がりが大きいときには前記駆動手段によって前記マグネットを下方に移動させることで前記マグネットの前記上下方向における位置を調整し、前記ワークの垂れ下がりが小さいとき、又は、ないときには、前記駆動手段によって前記マグネットを上方に移動させることで前記マグネットの前記上下方向における位置を調整する調整工程を備える、送り装置の調整方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、送り装置及び送り装置の調整方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
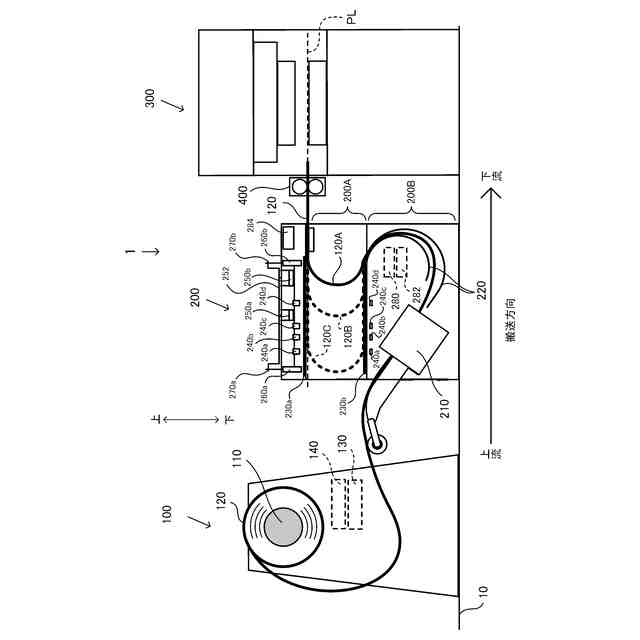
近年、高速化されたプレスシステムにおいては、ワークの巻き癖等を矯正しつつワークを搬送するレベラ等の送り装置で、矯正後のワークにS字状のループを形成させるものがある(例えば、特許文献1参照)。S字状のループを形成させることで、フィードロールによるワークの送り方向と、ループのR形状部までのワークの搬送方向とが同じ直線状となり、またループのR形状部の下部はガイドコロによって支えられループが揺れにくくなる。このため、いわゆるダウンループの課題とされていた、ループの揺れに起因するワークの変形や傷、送り装置の負荷変動等を低減できる。
【先行技術文献】
【特許文献】
【0003】
特開2011-104650号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
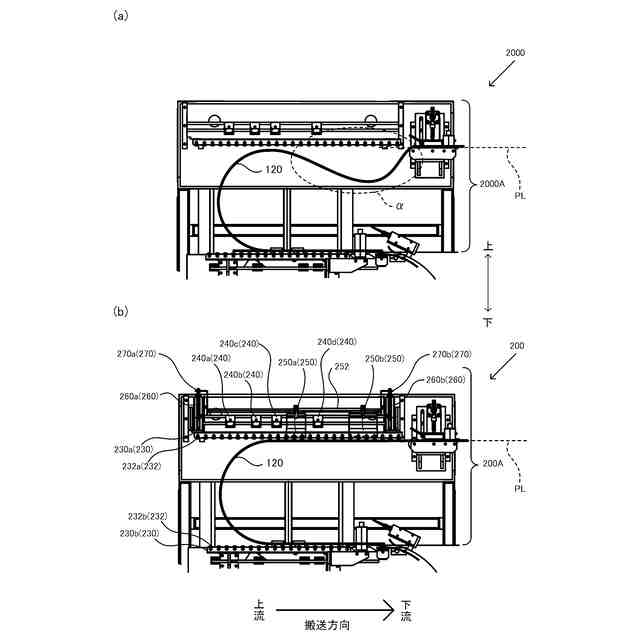
しかしながら、ワークが薄板である場合や、ワークの送り長さが長くループの保有量が大きい場合には、S字状のループを形成する場合であっても、重力によるワークの垂れ下がりが発生してしまう。
【0005】
本発明は、上記の事情に鑑みてなされたもので、ワークに形成されたS字状のループの垂れ下がりを低減することができる送り装置及び送り装置の調整方法を提供することを例示的課題とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、本発明の一態様は、以下の構成を備える。
【0007】
(1)ワークにS字状のループを形成させてプレス装置に前記ワークを搬送する送り装置であって、前記ワークの搬送に伴い回転する上回転体を有し、前記ループの上方に設けられた上コンベアと、前記ワークの搬送に伴い回転する下回転体を有し、前記ループの下方に設けられた下コンベアと、前記上コンベアの上方に設けられ、前記ワークを磁力により引き上げるマグネットと、前記マグネットを上下方向に移動させる駆動手段と、を備える、送り装置。
【0008】
(2)ワークにS字状のループを形成させてプレス装置に前記ワークを搬送する送り装置の調整方法であって、前記送り装置は、前記ワークの搬送に伴い回転する上回転体を有し、前記ループの上方に設けられた上コンベアと、前記ワークの搬送に伴い回転する下回転体を有し、前記ループの下方に設けられた下コンベアと、前記上コンベアの上方に設けられ、前記ワークを磁力により引き上げるマグネットと、前記マグネットを上下方向に移動させる駆動手段と、を備え、前記ワークの垂れ下がりが大きいときには前記駆動手段によって前記マグネットを下方に移動させることで前記マグネットの前記上下方向における位置を調整し、前記ワークの垂れ下がりが小さいとき、又は、ないときには、前記駆動手段によって前記マグネットを上方に移動させることで前記マグネットの前記上下方向における位置を調整する調整工程を備える、送り装置の調整方法。
【0009】
本発明の更なる目的又はその他の特徴は、以下添付図面を参照して説明される好ましい実施の形態によって明らかにされるであろう。
【発明の効果】
【0010】
本発明の一態様によれば、ワークに形成されたS字状のループの垂れ下がりを低減することができる送り装置及び送り装置の調整方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
自動搬送車
17日前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
送り装置及び送り装置の調整方法
今日
株式会社アマダ
映像表示システム、及び映像表示方法
今日
株式会社アマダ
レーザ光源ユニット及びレーザ光源モジュール
1か月前
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
株式会社プロテリアル
熱間鍛造用金型
3日前
トヨタ自動車株式会社
プレス金型
27日前
トヨタ紡織株式会社
金型装置
18日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
株式会社小矢部精機
膜厚制御装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
株式会社リード
金属管曲げ型
2か月前
株式会社不二越
歯車転造加工ユニット
3か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
冨士発條株式会社
トリミング装置
今日
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
18日前
ニデック株式会社
金型及びプレス加工装置
18日前
神鋼鋼線工業株式会社
ばね用線材
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
2か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
2か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
1か月前
旭サナック株式会社
圧造機
4か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
6日前
トヨタ自動車株式会社
プレス装置
3か月前
第一高周波工業株式会社
定着部付鉄筋の製造方法
3か月前
トヨタ自動車株式会社
接合方法
3か月前
日本製鉄株式会社
チタン合金板の製造方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ