TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024124255
公報種別
公開特許公報(A)
公開日
2024-09-12
出願番号
2023032273
出願日
2023-03-02
発明の名称
タイヤの製造方法および製造装置
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29D
30/30 20060101AFI20240905BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ブレーカークッションを含む場合にローカバーの各部品が組み合わされる際の工数を少なくすること
【解決手段】
ここでの開示されるタイヤの製造方法には、以下の工程A,Bが含まれる。
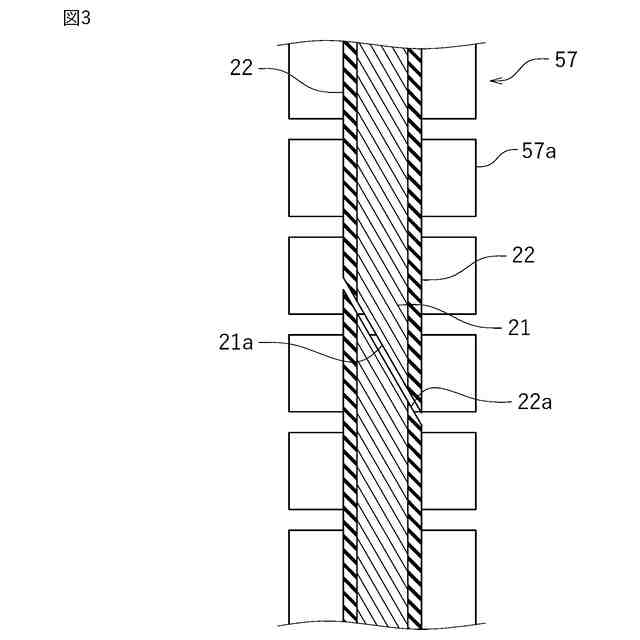
工程A:ブレーカー用ゴムシート21の予め定められた位置にブレーカークッション用ゴムシート22が貼り合わされ、かつ、ブレーカー用ゴムシート21とブレーカークッション用ゴムシート22とが貼り合わされた状態でタイヤ一本分の予め定められた長さに切断される工程;
工程B:ブレーカー用ゴムシート21とブレーカークッション用ゴムシート22とが貼り合わされた状態で、タイヤの成形ドラムに巻き付けられて端部が突き合わされる工程。
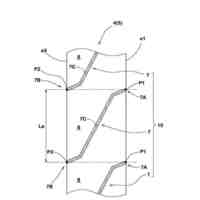
【選択図】図2
特許請求の範囲
【請求項1】
ブレーカー用ゴムシートの予め定められた位置にブレーカークッション用ゴムシートが貼り合わされ、かつ、前記ブレーカー用ゴムシートと前記ブレーカークッション用ゴムシートとが貼り合わされた状態でタイヤ一本分の予め定められた長さに切断される工程と、
前記ブレーカー用ゴムシートと前記ブレーカークッション用ゴムシートとが貼り合わされた状態で、タイヤの成形ドラムに巻き付けられて端部が突き合わされる工程と
を含む
タイヤの製造方法。
続きを表示(約 430 文字)
【請求項2】
帯状のブレーカー用ゴムシートを搬送する第1搬送機構と、
帯状のブレーカークッション用ゴムシートを搬送する第2搬送機構と、
前記第1搬送機構で搬送される前記ブレーカー用ゴムシートの予め定められた位置に、前記第2搬送機構で搬送される前記ブレーカークッション用ゴムシートを貼り合わせる、貼り合わせ機構と、
前記ブレーカー用ゴムシートの予め定められた位置に前記ブレーカークッション用ゴムシートが貼り合わされた状態で、タイヤ一本分の予め定められた長さに切断される切断機構と、
前記切断機構によって切断された前記ブレーカー用ゴムシートと前記ブレーカークッション用ゴムシートのアッセンブリを、成形ドラムに供給する供給機構と
を備えた、タイヤ成形装置。
【請求項3】
ブレーカークッションのジョイント部と、前記ブレーカークッションに接するブレーカーのジョイント部とが、周方向において同じ位置にあるタイヤ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤの製造方法および製造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特開2018-024109号公報には、ブレーカークッションを含む、トラックやバスなどに用いられる空気入りタイヤの製造方法が開示されている。
【0003】
同公報に開示される背景技術によれば、1st成形ドラムにインナーやカーカスプライなどを貼り付けて1stカバーが成形される。他方で、2nd成形ドラムにブレーカーやトレッドなどを貼り付けて2ndカバーが成形される。このとき、1stカバーのカーカスプライのショルダー部に相当する位置に、2ndカバーの内周面に位置するブレーカーのエッジ部分(ブレーカーエッジ)との緩衝材料であるブレーカークッションが貼り付けられる。そして、1stカバーを膨張させて、1stカバーが2ndカバーに貼り付けられる。
【0004】
さらに、同公報に開示された技術では、2ndカバー成形工程において、ブレーカーの内側にブレーカークッションを貼り付けて、ブレーカークッションが貼り付けられた2ndカバーを成形することが開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2018-024109号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、本発明者は、ブレーカークッションを有するタイヤに関して作業工数を低減させたいと考えている。
【課題を解決するための手段】
【0007】
ここでの開示されるタイヤの製造方法には、以下の工程A,Bが含まれる。
工程A:ブレーカー用ゴムシートの予め定められた位置にブレーカークッション用ゴムシートが貼り合わされ、かつ、ブレーカー用ゴムシートとブレーカークッション用ゴムシートとが貼り合わされた状態でタイヤ一本分の予め定められた長さに切断される工程;
工程B:ブレーカー用ゴムシートとブレーカークッション用ゴムシートとが貼り合わされた状態で、タイヤの成形ドラムに巻き付けられて端部が突き合わされる工程。
【0008】
ここでの開示されるタイヤの製造装置は、第1搬送機構と、第2搬送機構と、貼り合わせ機構と、切断機構と、供給機構とを備えている。
ここで、第1搬送機構は、帯状のブレーカー用ゴムシートを搬送する機構である。第2搬送機構は、帯状のブレーカークッション用ゴムシートを搬送する機構である。貼り合わせ機構は、第1搬送機構で搬送されるブレーカー用ゴムシートの予め定められた位置に、第2搬送機構で搬送されるブレーカークッション用ゴムシートを貼り合わせる、機構である。切断機構は、ブレーカー用ゴムシートの予め定められた位置にブレーカークッション用ゴムシートが貼り合わされた状態で、タイヤ一本分の予め定められた長さに切断される構である。供給機構は、切断機構によって切断されたブレーカー用ゴムシートとブレーカークッション用ゴムシートのアッセンブリを、成形ドラムに供給する機構である。
【0009】
ここで開示されるタイヤは、ブレーカークッションのジョイント部と、ブレーカークッションに接するブレーカーのジョイント部とが、周方向において同じ位置にある。
【発明の効果】
【0010】
かかるタイヤの製造方法および製造装置によれば、ブレーカークッションを含む場合にローカバーの各部品が組み合わされる際の工数が少なくなる。ここで開示されるタイヤは、ユニフォミティやバランスレベルが高い。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
今日
住友ゴム工業株式会社
空気入りタイヤ
今日
住友ゴム工業株式会社
空気入りタイヤ
6日前
住友ゴム工業株式会社
供給装置、および搬送台車
7日前
住友ゴム工業株式会社
タイヤ成形用金型の検査装置
7日前
住友ゴム工業株式会社
タイヤの製造方法および製造装置
7日前
住友ゴム工業株式会社
医療用ゴム製品の包装体、および、その滅菌処理方法
10日前
住友ゴム工業株式会社
タイヤ
1日前
住友ゴム工業株式会社
タイヤのシミュレーション方法及びシミュレーション装置
7日前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
金型の製造方法
7か月前
東レ株式会社
シート成形口金
8か月前
津田駒工業株式会社
連続成形機
6か月前
東レ株式会社
積層基材の製造方法
9か月前
世紀株式会社
造形装置
8か月前
輝創株式会社
接合方法
8か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
一体化成形品の製造方法
1か月前
帝人株式会社
成形体の製造方法
2か月前
六浦工業株式会社
接着装置
8か月前
株式会社吉野工業所
計量キャップ
9か月前
グンゼ株式会社
印刷層の除去方法
7か月前
株式会社日本製鋼所
押出成形装置
6日前
株式会社日本製鋼所
押出成形装置
6日前
トヨタ自動車株式会社
真空成形装置
4か月前
株式会社アフィット
粉末焼結積層造形装置
9か月前
株式会社城北精工所
押出成形用ダイ
6か月前
小林工業株式会社
振動溶着機
3か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
株式会社リコー
シート処理システム
27日前
株式会社リコー
シート処理システム
1か月前
KTX株式会社
シェル型の作製方法
2か月前
東レ株式会社
リーフディスク型フィルター
9か月前
トヨタ自動車株式会社
真空成形方法
3か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ