TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115836
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021703
出願日
2023-02-15
発明の名称
加工装置
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B23Q
11/00 20060101AFI20240820BHJP(工作機械;他に分類されない金属加工)
要約
【課題】省電力化を図ることができる加工装置を提供すること。
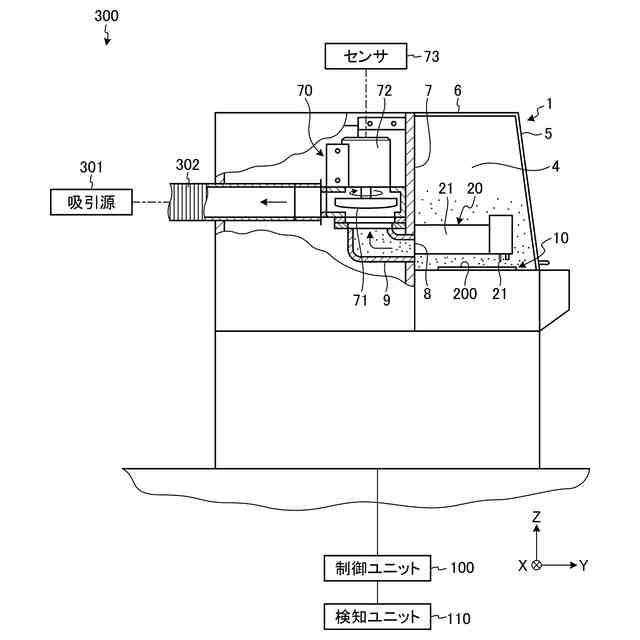
【解決手段】加工装置1は、被加工物200を保持するチャックテーブル10と、チャックテーブル10に保持された被加工物200を切削加工する切削ユニット20と、切削ユニット20が配設される加工領域4に発生するミストを外部に排出する排気口8と、排気口8に接続され、加工装置1に配設された排気ファン70と、各構成要素を制御する制御ユニット100と、加工装置1の加工状況を検知する検知ユニット110とを備え、制御ユニット100は、排気ファン70の回転を制御するとともに、加工装置1の加工状況を検知ユニット110が検知し、加工装置1が加工していないときに、制御ユニット100が排気ファン70の回転数を減らすか休止して、加工装置1を省エネ状態にする。
【選択図】図2
特許請求の範囲
【請求項1】
被加工物を加工する加工装置であって、
該加工装置は、
被加工物を保持するチャックテーブルと、
該チャックテーブルに保持された被加工物を加工する加工ユニットと、
該加工ユニットが配設される加工領域に発生するミストを外部に排出する排気口と、
該排気口に接続され、該加工装置に配設された排気ファンと、
各構成要素を制御する制御ユニットと、
該加工装置の加工状況を検知する検知ユニットと、
を備え、
該制御ユニットは、該排気ファンの回転を制御するとともに、
該加工装置の加工状況を該検知ユニットが検知し、
該加工装置が加工していないときに、
該制御ユニットが該排気ファンの回転数を減らすか休止して、該加工装置を省エネ状態にすることを特徴とする加工装置。
続きを表示(約 98 文字)
【請求項2】
該加工装置の加工後の数分後の所定時間後に該制御ユニットが該排気ファンの回転数を減らすか休止して、該加工装置を省エネ状態にすることを特徴とする請求項1記載の加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
研磨や切削等の加工を行う加工装置の場合、加工室内には加工屑がミスト化された加工中に供給される加工用冷却水と混じって内部に飛散する。そのため、飛散したミストや加工屑を加工室の壁に形成された排気口から加工装置に接続される設備側のダクトへ吸引し、加工装置の外部に排出している(例えば、特許文献1参照)。
【0003】
特許文献等に示された現在の排気ファンは、電源から供給された電力により定格回転数で回転し、一定風量で排気している。
【先行技術文献】
【特許文献】
【0004】
特開2021-094616号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に示された加工装置の排気ファンは、ミストが飛散していない状況であっても、定格回転数で回転し、一定風量で排気しているために、電源から供給された電力を無駄に消費することが考えられる。このために、特許文献1に示された加工装置は、省電力化が求められている。
【0006】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、省電力化を図ることができる加工装置を提供することである。
【課題を解決するための手段】
【0007】
上述した課題を解決し、目的を達成するために、本発明の加工装置は、被加工物を加工する加工装置であって、該加工装置は、被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を加工する加工ユニットと、該加工ユニットが配設される加工領域に発生するミストを外部に排出する排気口と、該排気口に接続され、該加工装置に配設された排気ファンと、各構成要素を制御する制御ユニットと、該加工装置の加工状況を検知する検知ユニットと、を備え、該制御ユニットは、該排気ファンの回転を制御するとともに、該加工装置の加工状況を該検知ユニットが検知し、該加工装置が加工していないときに、該制御ユニットが該排気ファンの回転数を減らすか休止して、該加工装置を省エネ状態にすることを特徴とする。
【0008】
前記加工装置において、該加工装置の加工後の数分後の所定時間後に該制御ユニットが該排気ファンの回転数を減らすか休止して、該加工装置を省エネ状態にしても良い。
【発明の効果】
【0009】
本発明は、省電力化を図ることができるという効果を奏する。
【図面の簡単な説明】
【0010】
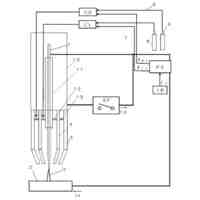
図1は、実施形態1に係る加工装置の構成例を示す斜視図である。
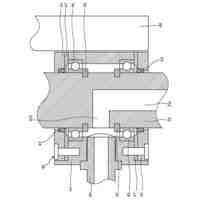
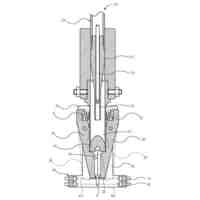
図2は、図1に示された加工装置の要部を断面で示す側面図である。
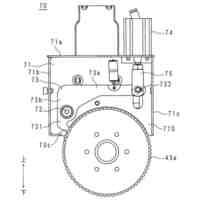
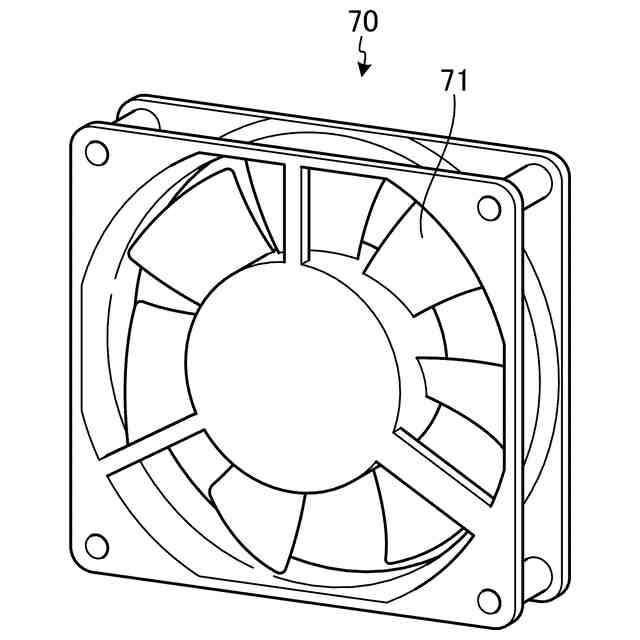
図3は、図2に示された加工装置の排気ファンの羽根車を示す斜視図である。
図4は、図1に示された加工装置の制御ユニットが排気ファンに出力する制御信号を示す図である。
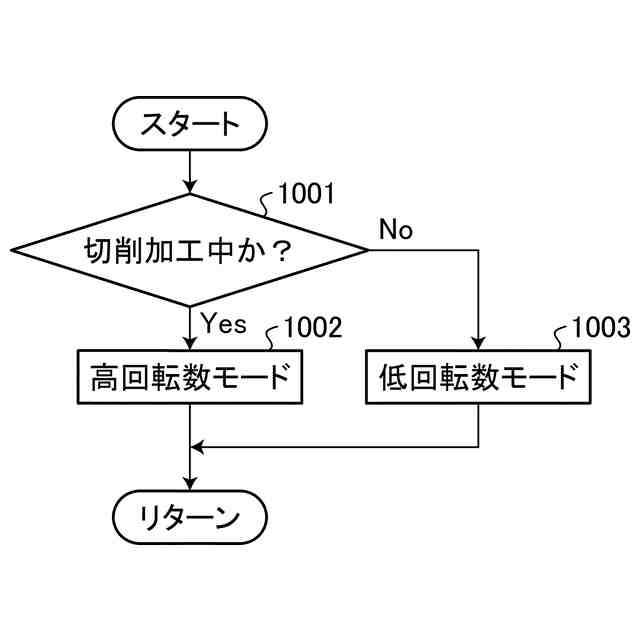
図5は、図1に示された加工装置の加工動作中の排気ファンの制御の流れを示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
7日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
チャックユニット
2か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
株式会社MOLDINO
ドリル
20日前
福井県
マルチマテリアルの点接合構造
1か月前
ブラザー工業株式会社
工作機械
10日前
ブラザー工業株式会社
工作機械
10日前
株式会社ダイヘン
回転アーク溶接方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
津根精機株式会社
鉄筋切断装置
1か月前
株式会社向洋技研
スポットネジ及び電極
1か月前
株式会社不二越
エンドミル
13日前
個人
交換式給油ブラシの切削油の給油器
27日前
株式会社進和
肉盛加工ノズル
1か月前
第一システム株式会社
切粉検査装置
2か月前
ブラザー工業株式会社
工作機械
10日前
コントレイル合同会社
レーザ加工装置
24日前
トヨタ自動車株式会社
レーザ加工方法
1か月前
キタムラ機械株式会社
マシニングセンタ
20日前
トヨタ自動車株式会社
刃具自動組付装置
1か月前
トヨタ自動車株式会社
締付状態判定方法
2か月前
村田機械株式会社
診断装置及び診断方法
21日前
株式会社IMS
管体加工装置
1か月前
株式会社ダイヘン
多層盛り溶接方法
2か月前
三菱マテリアル株式会社
表面被覆切削工具
13日前
株式会社ダイヘン
2重シールドティグ溶接トーチ
14日前
第一高周波工業株式会社
皮膜剥離具
6日前
株式会社アマダ
レーザ加工機
1か月前
三菱マテリアル株式会社
表面被覆切削工具
今日
日産自動車株式会社
板材の継手構造
28日前
三菱マテリアル株式会社
表面被覆切削工具
7日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ